








")




3ดีดี จำหน่ายเครื่องพิมพ์3มิติ ,เครื่องปริ้น3มิติ, ทั้งระบบ เส้นพลาสติก FDM, เรซิ่น SLA, เลเซอร์บนผงโพลิเมอร์ SLS, สแกนเนอร์3มิติ และวัสดุในการขึ้นรูปชิ้นงาน PLA,ABS พร้อมให้คำแนะนำ สอนการใช้งาน 3D Printer, 3D Scanner อย่างครบวงจร เครื่องที่เราขายมีหลายยี่ห้อ เช่น Flashforge, Formlabs, Shining3D, Print3DD พร้อมบริการหลังการขาย / Showroom มีที่จอดรถมากมาย เดินทางสะดวก >>แผนที่<< สามารถดาวโหลด >>Catalog ได้ที่นี่<<
หากท่านไม่มีความรู้เรื่อง Digital Fabrication 3D Printer/ Scanner/ Laser เลยให้เริ่มที่นี่ครับ >>ทำความรู้จัก 3D Printer/Scanner<< >>ขอใบเสนอราคา<<
3D Printer – 3D Scanner – Laser – Material



สินค้าขายดี
-
 Bowden
BowdenVoxelab Aquila X3 FDM 3D Printer ใช้ง่าย ฟังชั่นเพียบ ไม่ถึงหมื่น
9,990.00 ฿ Add to cart -
 HotWifiDirect Drive
HotWifiDirect DriveFlashforge Adventurer 5M
19,900.00 ฿ Add to cart -
 HotWifiCamDirect Drive
HotWifiCamDirect DriveFlashforge Advenuter 5m Pro
29,900.00 ฿ Add to cart -
 WifiCamBowden
WifiCamBowdenFlashforge Adventurer4/4Pro อัพเกรดใหม่ พิมพ์เร็วขึ้นกว่าเดิม
31,900.00 ฿ Select options -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 3 Pro
99,900.00 ฿ Read more -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 4s
359,000.00 ฿ Add to cart -
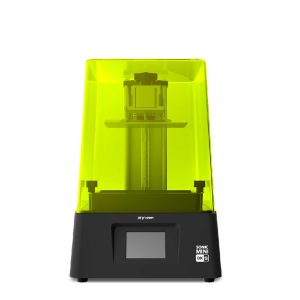 Hot8kLCD 3D Printer
Hot8kLCD 3D PrinterPhrozen Sonic Mini 8K s
15,900.00 ฿ Add to cart -
 WifiCam8kLCD 3D Printer
WifiCam8kLCD 3D PrinterPhrozen Sonic Mighty 8K 3D Printer LCD
43,600.00 ฿ Add to cart -
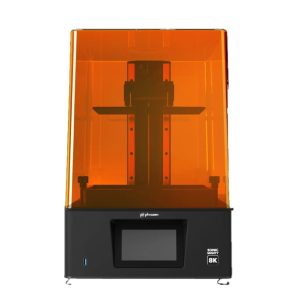
 HotLarge Size8kLCD 3D Printer
HotLarge Size8kLCD 3D PrinterPhrozen Sonic Mega 8K 3D Printer
109,000.00 ฿ Add to cart -
 BeginnerWifiInfraredColorHandheld Scan
BeginnerWifiInfraredColorHandheld ScanRevopoint POP 3 Handheld 3D Scanner with Color
29,900.00 ฿ Add to cart -
 BeginnerInfraredColorHandheld Scan
BeginnerInfraredColorHandheld ScanEinstar 3D Scanner เก็บสี Full Color สแกนกลางแจ้งได้
39,900.00 ฿ Read more -
 BeginnerColorLEDFixscan
BeginnerColorLEDFixscanEinScan-SE V2 3D Scanner
41,900.00 ฿ Add to cart
-
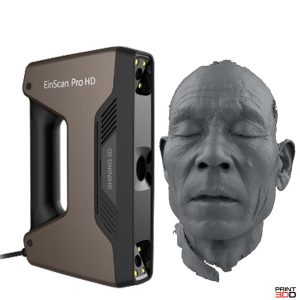 HotLEDHybrid Scan
HotLEDHybrid ScanEinScan Pro HD Handheld สแกนระดับ Hi-Def
269,000.00 ฿ Add to cart -
 HotLaserLEDHandheld Scan
HotLaserLEDHandheld ScanEinScan HX – 3D Scanner Hybrid Blue Laser & Blue LED
359,000.00 ฿ Add to cart -

AoralScan3 Intra-oral Scan เครื่องสแกนเนอร์ในช่องปาก
โปรดสอบถามเพิ่มเติม Add to cart -
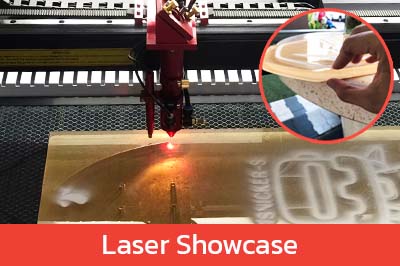
 HotCamengraveCutNon-MetalLaser Co2
HotCamengraveCutNon-MetalLaser Co2Flux beamo Smart Co2 Laser – Cutter, Engraver
59,000.00 ฿ Add to cart -
 HotengraveMetalFiber Laser
HotengraveMetalFiber LaserRay Mark 30E STATION เครื่องแกะสลักโลหะ Fiber 30w
99,900.00 ฿ Add to cart -
 engraveCutNon-MetalLaser Co2
engraveCutNon-MetalLaser Co2Ray9 Smart CO2 Laser – Cutter, Engraver (900*600mm)
189,000.00 ฿ Add to cart -
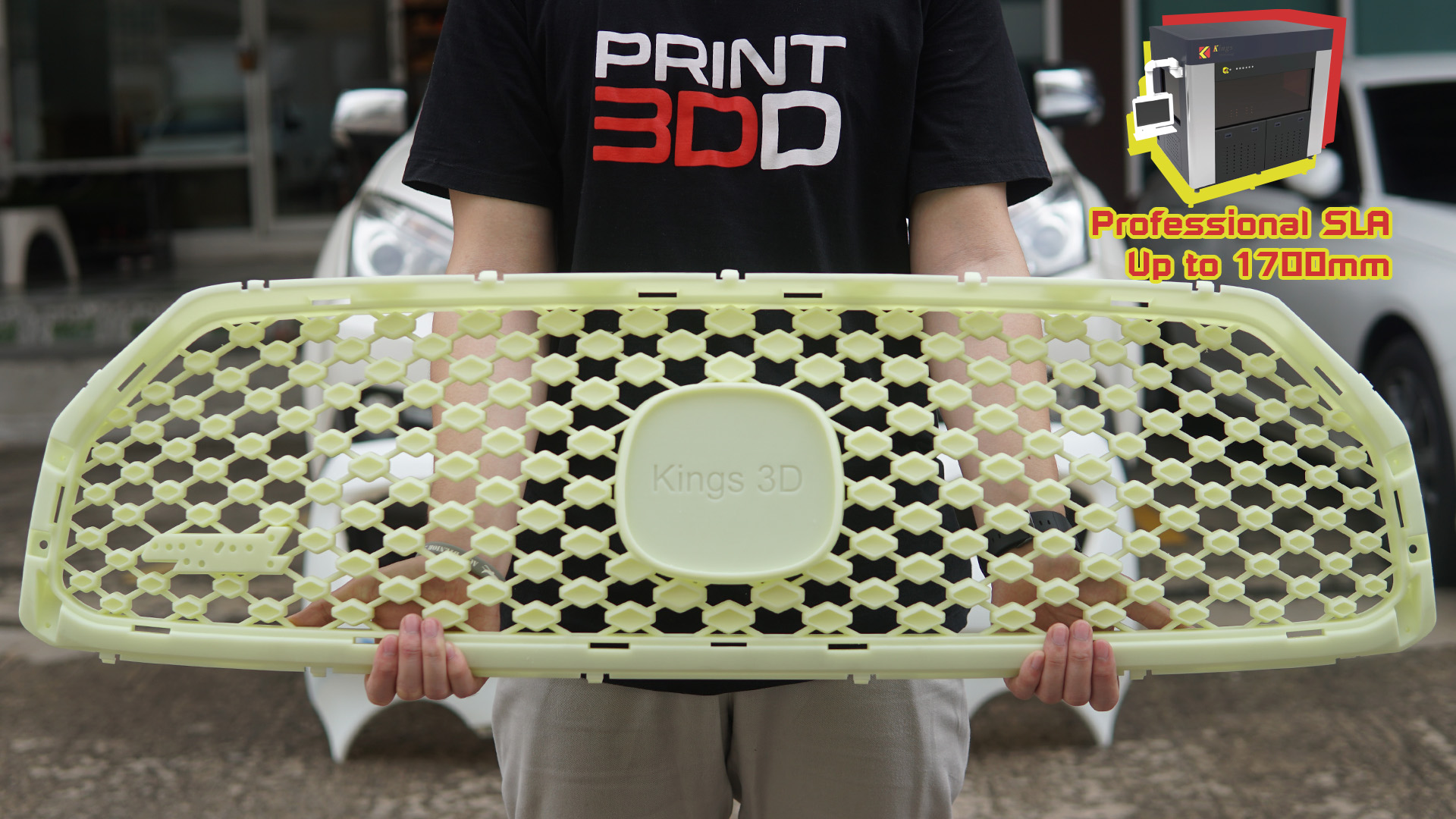
 Large SizeSLA Production
Large SizeSLA ProductionRAY SLA 600 3D Printer Industial Grade (600*600*400)
โปรดสอบถามราคา Add to cart -
 HotLarge SizeSLA Production
HotLarge SizeSLA ProductionRAY SLA 1700 Pro 3D Printer Industial Grade (1700*800*600)
โปรดสอบถามราคา Add to cart -

Dfine100 Gen2 Photogrammetry 3D Scanner System (กล้อง 100ตัว)
โปรดสอบถาม Add to cart -

3DD PLA MATTE 1.75mm Filament ผิวด้านสนิท เนียนสวย
Best Seller 590.00 ฿ Select options -

3DD PLA Pro 1.75mm Filament
Best Seller 550.00 ฿ Select options -

FF Resin Washable 500/1000g HD (High Detail ล้างได้ในน้ำเปล่า)
Best Seller 1,190.00 ฿ – 1,990.00 ฿ Select options
Solutions ประยุกต์ใช้ในธุรกิจต่างๆ













FDM 3D Printer คืออะไร เลือกแบบไหน Updated 2024
สวัสดีทุกท่าน ในบทความนี้เราจะพาทุกท่านมาทำความรู้จักกับเครื่องพิมพ์สามมิติระบบหนึ่งที่ได้รับความนิยมมากที่สุดในปัจจุบัน เนื่องด้วยปัจจุบันนี้เครื่องพิมพ์ระบบนี้ได้มีราคาที่ต่ำลงจนคนทั่วไปจับต้องได้และความปลอดภัยที่มากขึ้น ถึงแม้ว่าราคาของเครื่องพิมพ์สามมิติระบบFDMจะถูกลงแต่เทคโนโลยีนั้นก็ไม่ได้ถูกลดลงไปเลยแม้แต่น้อย และกลุ่มผู้ใช้งานเองนั้นก็มีหลากหลายหลุ่มมากขึ้นตั้งแต่นักเรียนประถมตัวน้อยๆไปจนถึงระบบอุตสาหกรรมขนาดใหญ่ และเครื่องพิมพ์ระบบนี้ก็จะเป็นตัวเลือกแรกๆของใครหลายๆคน ในบทความนี้เราจะพาทุกท่านไปทำความรู้จักเครื่องพิมพ์ระบบนี้และการเลือกใช้งานกัน ประวัติความเป็นมาอย่างไง? FDM 3D Printer คืออะไร ? FDM มีกี่ประเภท? จุดเด่น จุกด้อยของ 3D Printer FDM แนะนำการเลือกเครื่อง FDM ไว้ใช้งาน สรุป แนะนำเว็บโหลดโมเดลฟรี

เปรียบเทียบการใช้งานระหว่าง 3D Scanner : EinScan SE – V2 & EinStar
EinScan-SE + Einstar : Solution สแกนเสริมสำหรับวัตถุทุกขนาด ด้วยความต้องการการสแกน 3 มิติที่เพิ่มขึ้นในอุตสาหกรรมต่างๆ ความต้องการเครื่องสแกนที่สามารถรองรับทั้งวัตถุที่มีขนาดเล็กและขนาดใหญ่จึงกลายเป็นคำถามที่พบบ่อย ว่าเราควรเลือกรุ่นใดแบบใดดีในขณะที่เรามีงบประมาณจำกัด คุณกำลังมองหาวิธีแก้ปัญหาดังกล่าวอยู่หรือไม่ ไม่ต้องไปไกลด้วยการผสมผสานของผู้ผลิตอย่าง SHINNING3D ที่ได้เขียนบทความแนะนำเกี่ยวกับการใช้งานในครั้งนี้ด้วยการแนะนำ 3D Scanner ที่ตอบโจทย์ในหลากหลายด้านธุรกิจอย่าง EinScan-SE – V2 และ Einstar เครื่องสแกนทั้งสองเครื่องนี้ทำงานร่วมกันได้อย่างราบรื่นเพื่อให้คุณสแกนงานวัตถุทุกขนาดเพื่อให้ได้คุณภาพงานทีดีที่ได้อย่างยอดเยี่ยม

EinStar Handle Lock ไฟล์ฟรี ดาวน์โหลดได้เลยจาก Thingiverse
สวัสดีครับทุกท่านวันนี้ 3DD Digital Fabrication มาแชร์ไฟล์ 3D ดีดี ในเว๊บไซต์ของ Thingiverse สำหรับผู้ที่มี 3D Scanner รุ่น EinStar กันครับ เนื่องจากว่า EinStar เป็นเครื่อง 3D Scanner ที่จับค่อนข้างยากและไม่ค่อยจะถนัดมืออยู่แล้ว จึงมีผู้ออกแบบไฟล์งาน 3D สำหรับมือจับเครื่อง 3D

กระบวนการที่น่าสนใจ เพื่อลดต้นทุนการผลิตด้วยเทคโลยี 3D Printing
กลุ่มธุรกิจ ที่นิยมใช้ Outsource 3D Printing Service เครื่อง 3D Printer ในปัจจุบัน แทบจะเป็นเครื่องมือทั่วไปของนักออกแบบ ดีไซน์ วิศวกร หรือสายงานอื่นๆ ที่ต้องการสร้างสรรค์ผลิตภัณฑ์ เนื่องจากปัจจุบันเครื่องราคาถูกลงมากกว่าในอดีต โดยเฉพาะเครื่องพิมพ์ 3 มิติประเภท FDM และ SLA (อ่านข้อมูลเพิ่มเติมเกี่ยวกับ 3D Printing)

ทำขาตั้งนาฬิกาข้อมือด้วย Flashforge Creator 4s
วันนี้เราจะมานำเสนอผลิตภัณฑ์ขาตั้งนาฬิกาข้อมือจากเครื่องพิมพ์ 3 มิติ Flashforge Creator 4s เนื่องจากเมื่อไม่นานมานี้ แอดได้ท่องเว็บ thingiverse และเจอสิ่งที่น่าสนใจคือไฟล์ขาตั้งนาฬิกาข้อมือ แอดเชื่อว่าทุกบ้านต้องมีคนที่ใส่นาฬิกาข้อมือหรือกำไลข้อมือแน่นอน แอดหวังว่าบทความนี้จะเป็นประโยชน์ให้กับคนที่กดเข้ามาดูไม่มากก็น้อยค่ะ ขอเริ่มจากทำความรู้จักเครื่องพิมพ์ 3 มิติ Flashforge Creator 4s กันก่อนเลย Flashforge Creator 4s คือ เครื่องพิมพ์ 3มิติ

อัพเกรดรูปปั้นช้างไหว้ศาลจากเดิมให้ Premium สวย หรู ดูแพงด้วย 3D Scanner & 3D Printer
หากว่าด้วยเรื่อง สายมู สายบูชา ต้องมีผ่านหูมาบ้างแหละกับคำว่า “ลูกช้าง” เราจึงจะสแกนช้าง พร้อมกับอัพเกรดให้ช้างที่ปั้นปูน แบบเดิมๆ ให้ดูสวยขึ้น พรีเมี่ยมขึ้น โดยเราจะยึดของเดิมทุกอย่างไว้ เพียงแต่จัดมันใหม่ให้ดูดีขึ้น สวยขึ้นนั่นเอง เราได้ทำการซื้อโมเดลช้างแก้บน มาจากร้าน 20 บาท ที่ไม่ใช่ราคา 20บาท นอกจากนี้ตัวโมเดล ก็มีผิวที่เป็นรู และสมมาตร ของฐานวางก็ไม่เท่ากัน เราจึงจะใช้ 3D

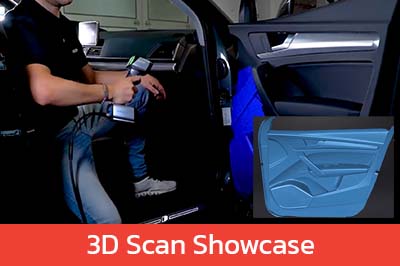
Einscan HX : Laser Mode แสกนล้อแม็กแบบละเอียดคม ชัด
สำหรับการแสกนล้อแม็ก วันนี้ทางเราได้ใช้ Einscan HX จาก SHINING 3D มาแสกนโชว์กันครับ Mode ที่ใช้ในการแสกนจะเป็นแบบเลเซอร์ใช้ร่วมกับมาร์คเกอร์ จะได้ความแม่นยำที่สุดครับ โดยการแสกนแบบเลเซอร์นี้จะถือว่าเป็นพระเอกของเจ้ารุ่นนี้เลยครับ สำหรับคลิปวิดิโอการแสกนทั้งหมด สามารถรับชมได้ลิ้งวิดิโอด้านล่างเลยครับ ก่อนเริ่มการแสกนจะต้องติดสติกเกอร์มาร์คเกอร์ที่ล้อก่อน แล้วหลังจากนั้นเริ่มแสกนได้เลยครับ สำหรับการแสกนโดยใช้โหมดเลเซอร์ จะสามารถแสกนวัสดุที่เป็นโลหะได้ดียิ่งขึ้น ลดการใช้สเปยแป้ง และให้ความแม่นยำมากกว่าครับ ไฟล์ที่ได้หลังจากแสกนจะได้ 5 นามสกุลครับ คือ ASC
3DD Virtual Tour






