

{kind=link}
Infill เกี่ยวข้องกับการพิมพ์ 3D โดยมันช่วยเรื่องความแข็งแรง ประหยัด และยังดูเท่อีกด้วย แต่ก็ขึ้นกับแต่ละงานพิมพ์ด้วย ลองมาดูกับว่า Infill แบบไหนเหมาะกับโมเดลของคุณ
ในการพิมพ์ 3D มีข้อดีคือเราสามารถกำหนดความกลวงของชิ้นงานได้ ภายในตัวชิ้นงานจะมีโครงข่ายเพื่อเพิ่มความแข็งแรงซึ่งเราเรียกว่า infill เราสามารถกำหนดความหนาแน่นของมันได้ตั้งแต่ 0% ซึ่งเท่ากับไม่มีเลย หรือกลวงนั่นเอง จนถึง 100% คือเนื้อตันทั้งชิ้น นอกจากนี้เรายังกำหนดรูปแบบของ infill ได้ด้วย ซึ่งจะมีอยู่มากมายหลายแบบ แต่ละแบบให้ความแข็งแรง และผลพลอยได้เฉพาะตัว เราจึงขอแนะนำวิธีการเลือก infill ให้เหมาะกับโมเดลของเรา
มี infill แบบไหนบ้าง?
ตอนนี้ BambuStudio version 2.1.0.59 มีรูปแบบของ infill อยู่ 21 รูปแบบ คงเป็นความยากที่จะเลือกใช้ เราจึงขอแบ่งกลุ่มตามลักษณะของโมเดลที่จะพิมพ์ และวัสดุที่ใช้ดังนี้
- โมเดล และงานปั้น: Lightning, rectilinear, zig-zag
- งานพิมพ์ “ทั่วไป”: Grid, triangles, tri-hexagon
- งานพิมพ์ที่นำไปใช้งานจริง: Cubic, support cubic, adaptive cubic, 3D honeycomb, cross hatch, gyroid
- งานพิมพ์อ่อนตัวได้: Concentric, Archimedean chords, octagram spiral, Hilbert curve
โมเดล และงานปั้น

ความหนาแน่นของ infill ที่แนะนำ: 0-15%
โมเดล และงานปั้น ปรกติแล้วจะไม่ได้ต้องการความแข็งแรงมากนัก เพราะไม่ต้องรับแรง หรือมีแรงมากระทำต่อมันมากนัก งานต้นแบบก็เป็นตัวอย่างที่ดี ตราบใดที่มันไม่ต้องถูกนำไปทดสอบความแข็งแรง
ดังนั้น infill แบบ lightning, lines, หรือ zig-zag เป็นรูปแบบที่เหมาะสมมาก เพราะมันพิมพ์เร็วมากที่สุด
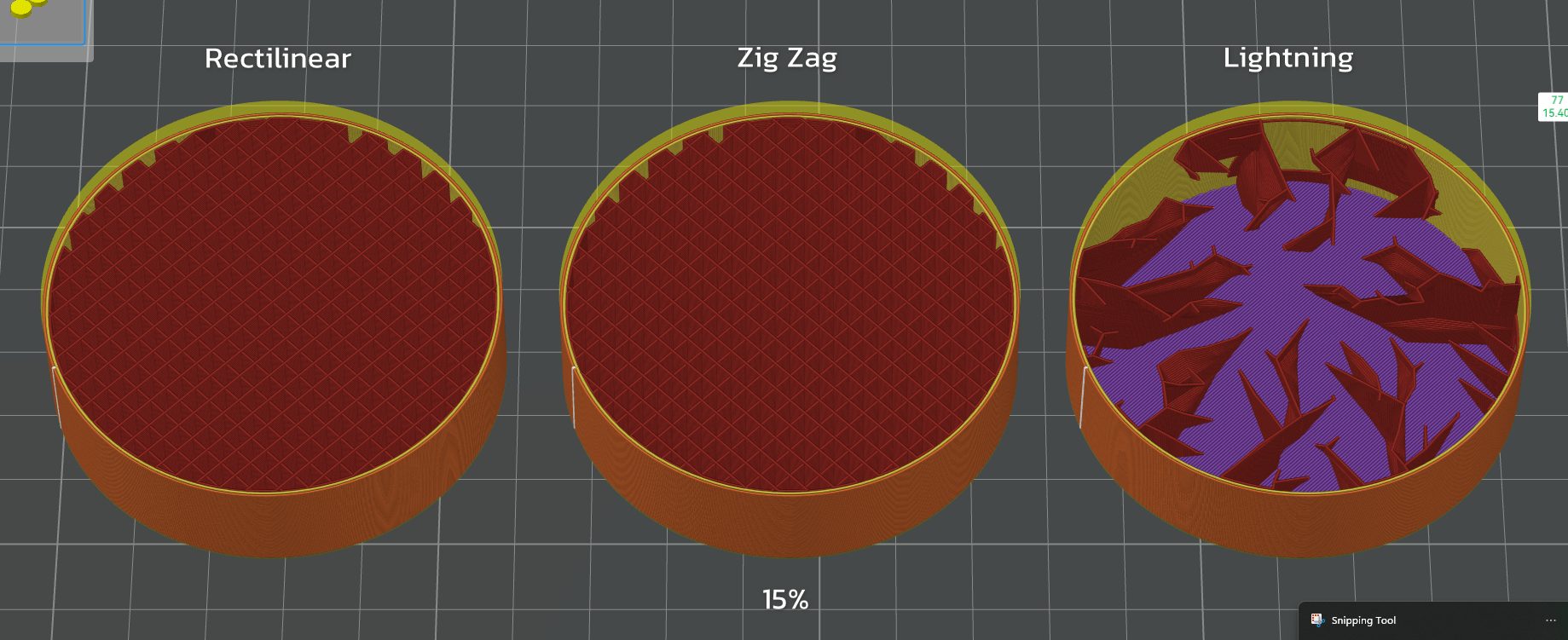
- Rectilinear: เป็นลักษณะตาราง 2 มิติแบบไม่ต่อเนื่อง เลเยอร์จะเป็นแนวแนวทะแยงมุม
- Zig-zag: จริง ๆ แล้วไม่ต่างจาก Rectilinear แต่จะเป็นเส้นต่อเนื่อง
- Lightning: เป็นรูปแบบที่เหมือนสายฟ้า ซึ่งจะค่อย ๆ มีความหนาแน่นมากขึ้นตามความสูงของโมเดล รูปแบบนี้สามารถลดวัสดุที่ใช้ลงได้ถึง 90% และพิมพ์ได้เร็วขึ้น 25% เหมาะมากสำหรับงานที่ต้องการความเร็วสูง
งานพิมพ์ “ทั่วไป”
ความหนาแน่นของ infill ที่แนะนำ: 15-50%
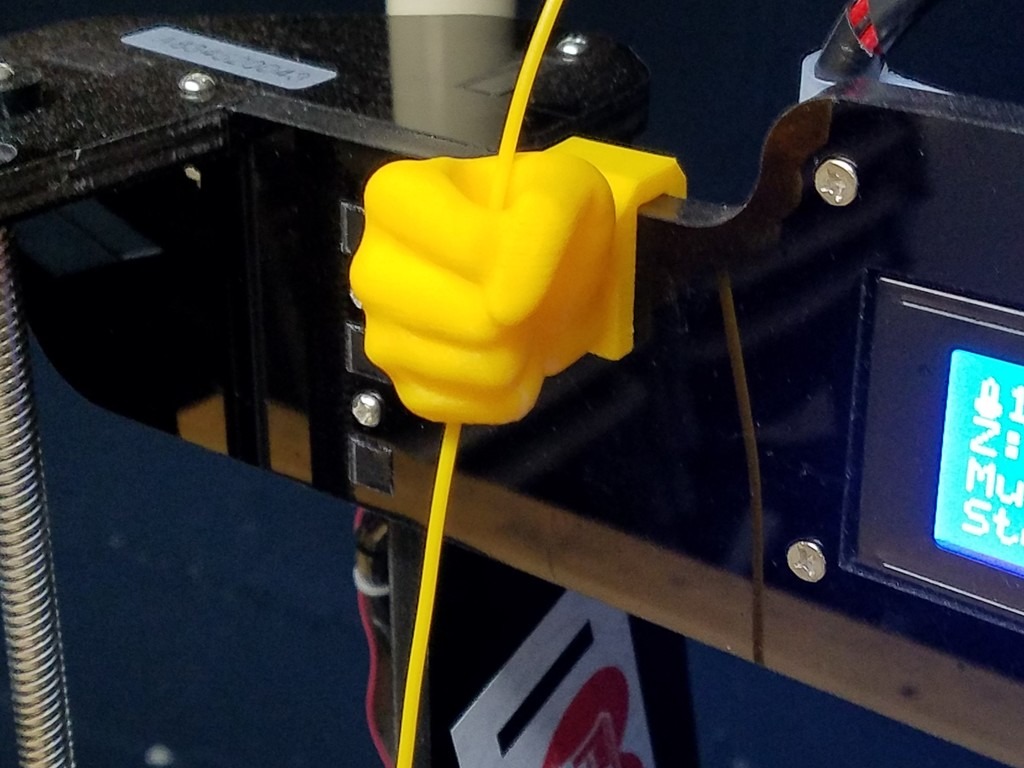
สำหรับงานพิมพ์ 3D ที่รับแรงต่ำ เช่น Filament guide ควรใช้ infill ที่ให้ความแข็งแรงปานกลางเช่นรูปแบบ grid, triangles หรือ tri-hexagon แต่ก็จะทำให้ใช้เวลาในการพิมพ์มากขึ้นประมาณ 25% เมื่อเทียบกับ Rectilinear
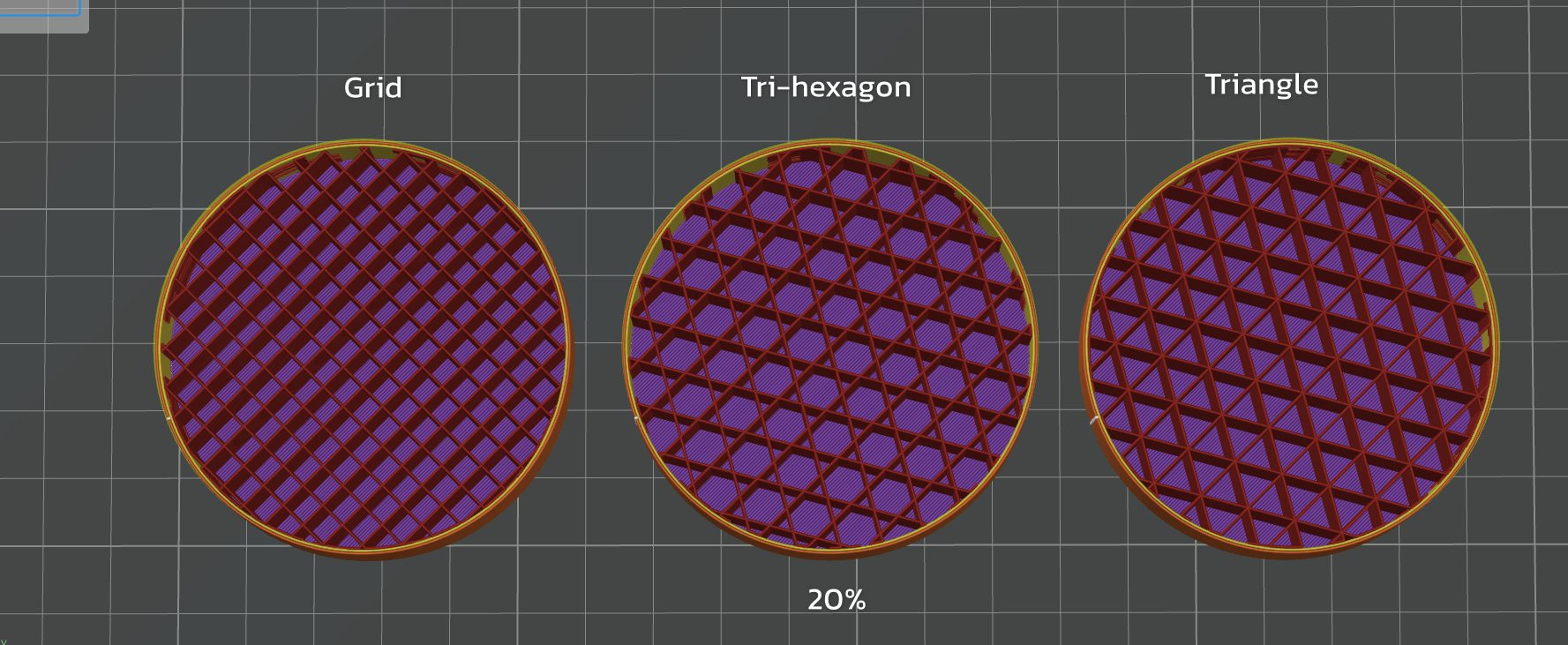
- Grid: เป็นรูปแบบเส้น 2D ข้อดีของมันคือพิมพ์ได้เร็ว เนื่องจากมันมีความซับซ้อนน้อยที่สุดในสามแบบนี้
- Triangles: เป็นตาข่าย 2D ที่เรียงเป็นรูปสามเหลี่ยม ข้อดีของมันคือความแข็งแรง เมื่อมีแรงมากระทำในแนวตั้งฉากกับผิวหน้า เหมาะกับโมเดลที่บาง และเป็นสี่เหลี่ยมผืนผ้า ซึ่งมีแนวโน้มที่จะมีเนื้อเชื่อมกันระหว่างผนัง
- Tri-hexagon: รูปแบบสองมิติที่ประกอบเป็นรูปหกเหลี่ยม แล้วเชื่อมด้วยรูปสามเหลี่ยม ข้อดีคือรูปหกเหลี่ยมเป็นรูปทรงที่มีประสิทธิภาพสูง เสริมความแข็งแรงได้เป็นอย่างดีเมื่อเทียบกับเนื้อพลาสติกที่ใช้ไป และมันมีเส้นเชื่อมกับจุดอื่น ๆ สั้นกว่า ทำให้ลดปัญหาเส้นโก่งงอ ในกรณีที่ระบบระบายความร้อนทำงานได้ไม่ดีนัก
งานพิมพ์ที่นำไปใช้งานจริง

ความหนาแน่นของ infill ที่แนะนำ: >50%
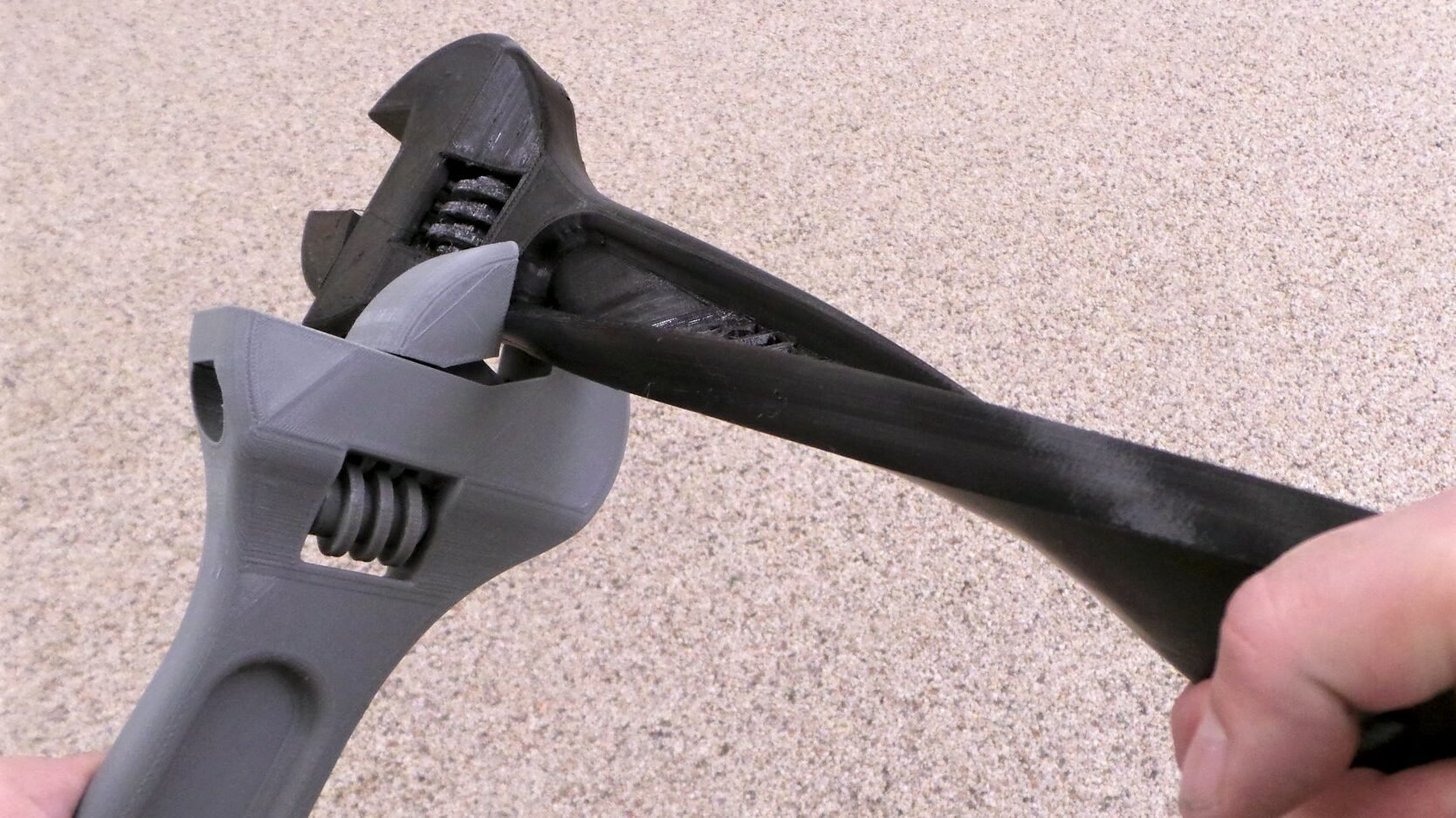
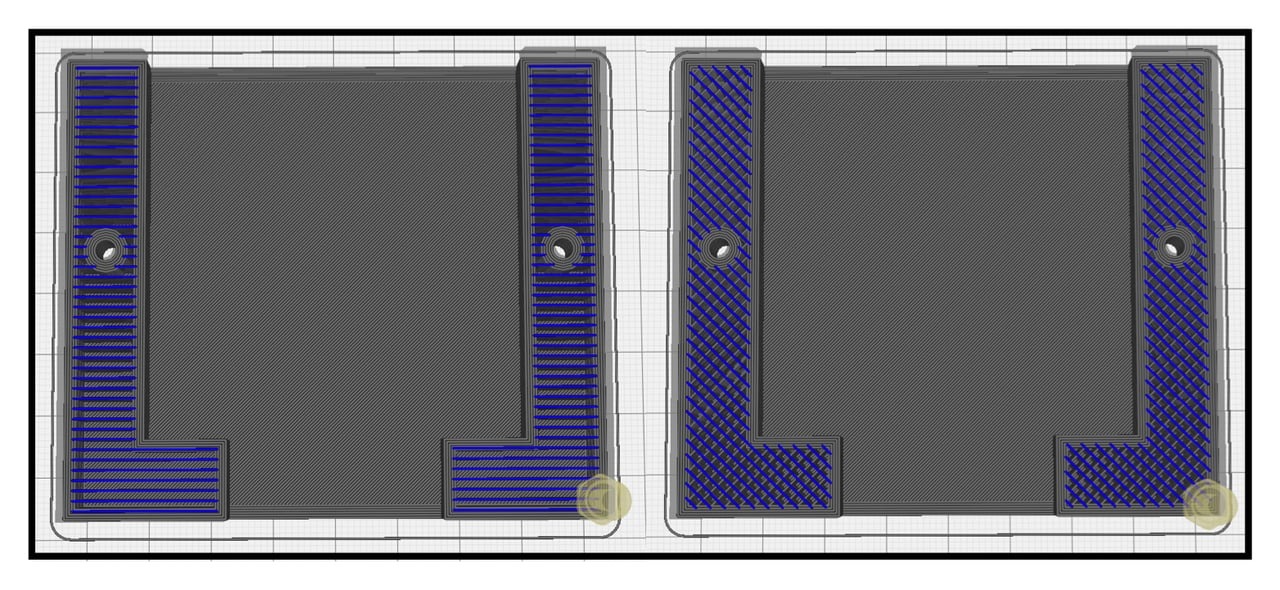
งานพิมพ์ที่นำไปใช้งานจริง เช่นฉากรับชั้นวางของตามรูปด้านบน ต้องการความแข็งแรงในทุกทิศทาง ควรใช้รูปแบบ infill ที่มีความแข็งแรงมากเช่น Cubic, support cubic, adaptive cubic, 3D honeycomb, cross hatch, gyroid
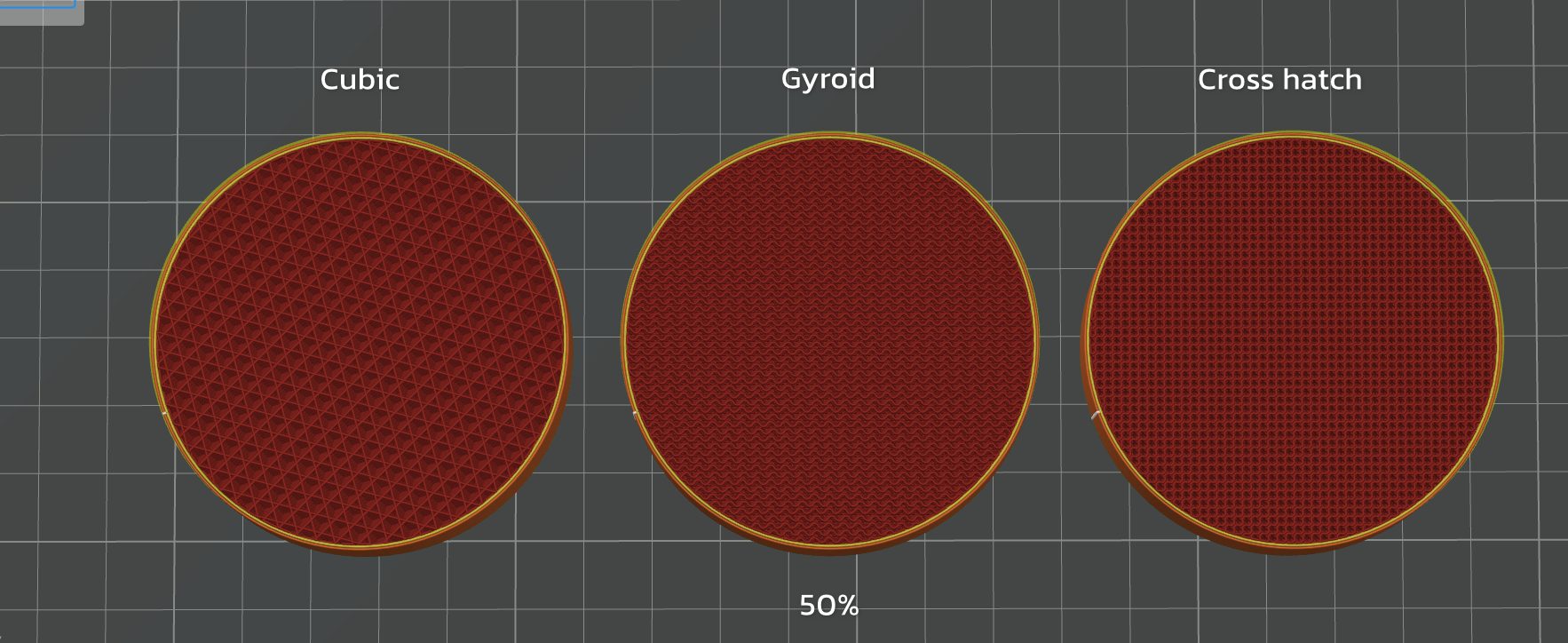
- Cubic: เป็นรูปแบบ infill ที่มีลักษณะเป็นลูกบาศก์เรียงซ้อนกันเป็นสามมิติ
- Adaptive cubic: เป็นอีกรูปแบบหนึ่งของ Cubic ที่ใช้พลาสติกน้อยกว่า
- Gyroid: มีรูปแบบสามมิติที่เป็นเอกลักษณ์ มีลักษณะเป็นคลื่นที่สวยงาม ทำให้มีความแข็งแรงในทุกด้าน เป็นตัวเลือกที่ดีสำหรับโมเดลที่ต้องรับแรงกระทำจากหลาย ๆ ด้านQuarter cubic (left) and gyroid (right) with 50% infill density (Source: All3DP)
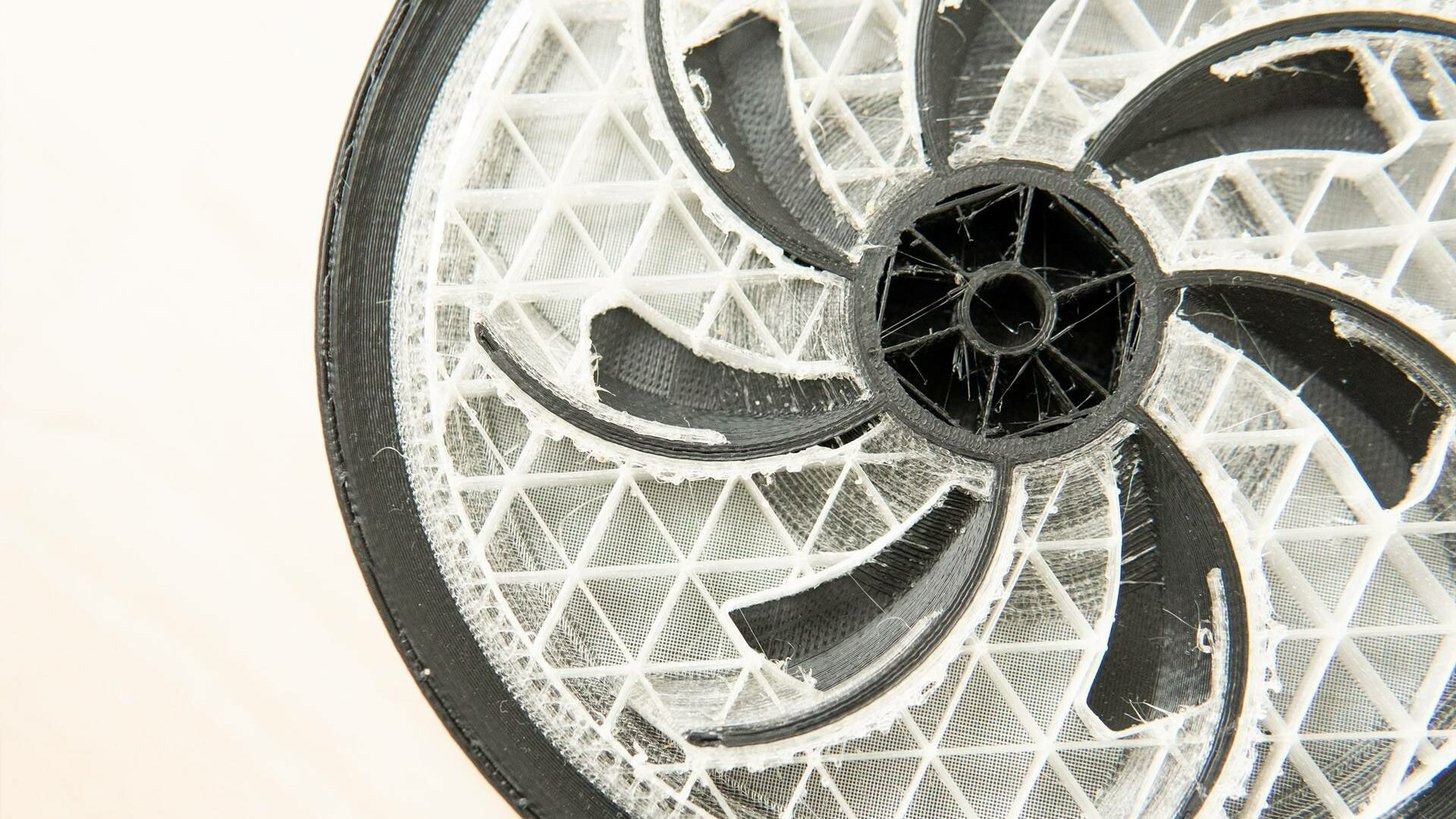
Infill เหล่านี้บางครั้งก็ถูกเอาไปใช้ที่ความหนาแน่นต่ำเนื่องจากความสวยงามของมัน บางคนก็ทำโมเดลที่โชว์เฉพาะ infill เลย
งานพิมพ์อ่อนตัวได้
ความหนาแน่นของ infill ที่แนะนำ: 0-100% (ขึ้นอยู่กับความ “นุ่มนิ่ม” ที่คุณต้องการ)
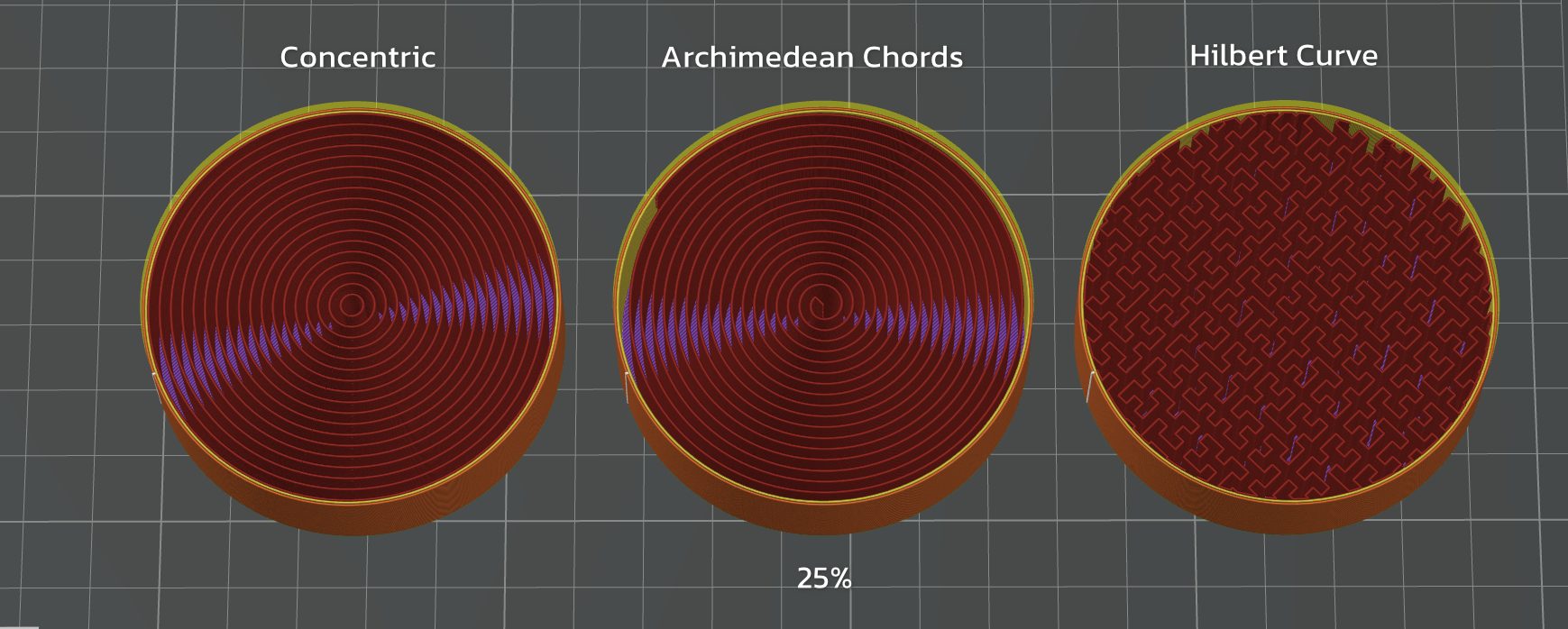
- Concentric: รูปแบบนี้มีความเป็น “คลื่น” ไปทั่วทั้งโมเดล ล้อไปกับผิวของงานพิมพ์ ดูไปก็เหมือนคลื่นน้ำเมื่อเราโยนหินลงไป เกิดเป็นวงคลื่น
Concentric (left) and cross (right) with 25% infill density (Source: All3DP)
- Archimedean chords: มีลักษณะเหมือนสปริง วนจากตรงกลางออกมาข้างนอก เป็นเส้นยาวต่อเนื่องกัน
- Hilbert curve: เป็นลวดลายสี่เหลี่ยมกระจายไปทั่ว ช่องว่างระหว่างผนังจะช่วยให้การบิดงอทำได้ง่ายขึ้น แต่จะมีความแข็งมากกว่าแบบอื่น
Tips & Tricks
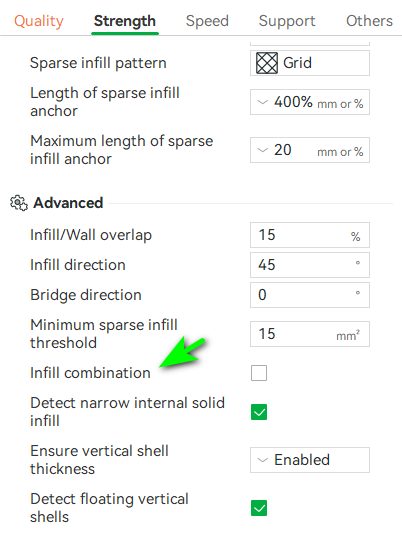
ทิศทางของ infill จะกำหนดให้เป็น 45 องศาเป็นค่าเริ่มต้น (Source: Benjamin Goldschmidt via All3DP)
แม้การเลือกรูปแบบของ infill มีความสำคัญ แต่มีสิ่งที่สำคัญไม่น้อยกว่านั้นอีก นี่คือเคล็ดลับบางอย่างที่ควรคำนึงในการปรับแต่งค่าการพิมพ์
ทิศทางของเส้น infill
สิ่งหนึ่งที่ถูกมองข้ามเสมอ ๆ คือทิศทางของ infill ค่าเริ่มต้นของการพิมพ์ infill คือ 45° ซึ่งจะทำให้มอเตอร์ของแกน X และ Y วิ่งเต็มกำลังที่ความเร็วสูงสุด แต่มันอาจจะดีกว่าถ้าเราปรับเปลี่ยนองศาของ infill เพื่อให้เกิดความแข็งแรงมากที่สุด โดยเฉพาะเมื่อผนังอยู่ในแนวทแยง
Infill หลายความหนาแน่น
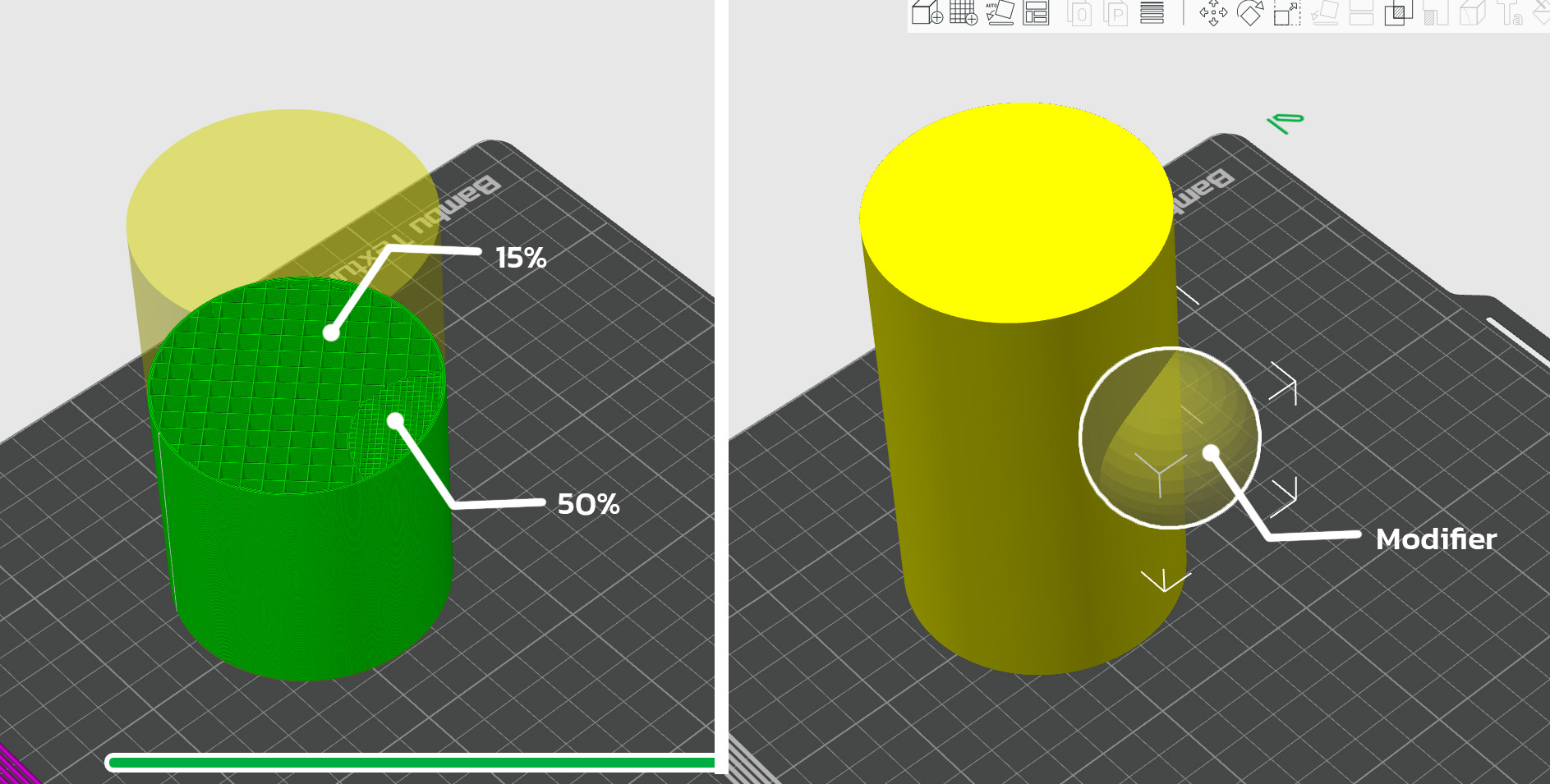
ในโมเดลบางแบบที่จะพิมพ์ อาจจะไม่มีจุดต้องรับแรง หรือรับน้ำหนักทั้งชิ้น ดังนั้นเราสามารถลด หรือเพิ่มความหนาแน่นของ infill เฉพาะส่วนได้
วิธีการคือคลิกเมาส์ปุ่มขวา แล้วเลือก Add modifier เป็นรูปร่างที่ต้องการ ปรับเปลี่ยนขนาด แล้วเลือกแก้ไขinfill (ซึ่งเรายังสามารถปรับเปลี่ยนแก้ไขอย่างอื่นได้ด้วย เช่นสี ความหนาผนัง ความเร็ว และอื่น ๆ) โดยมันจะมีผลกับส่วนที่ตัดกันกับโมเดลตั้งต้นของเรา
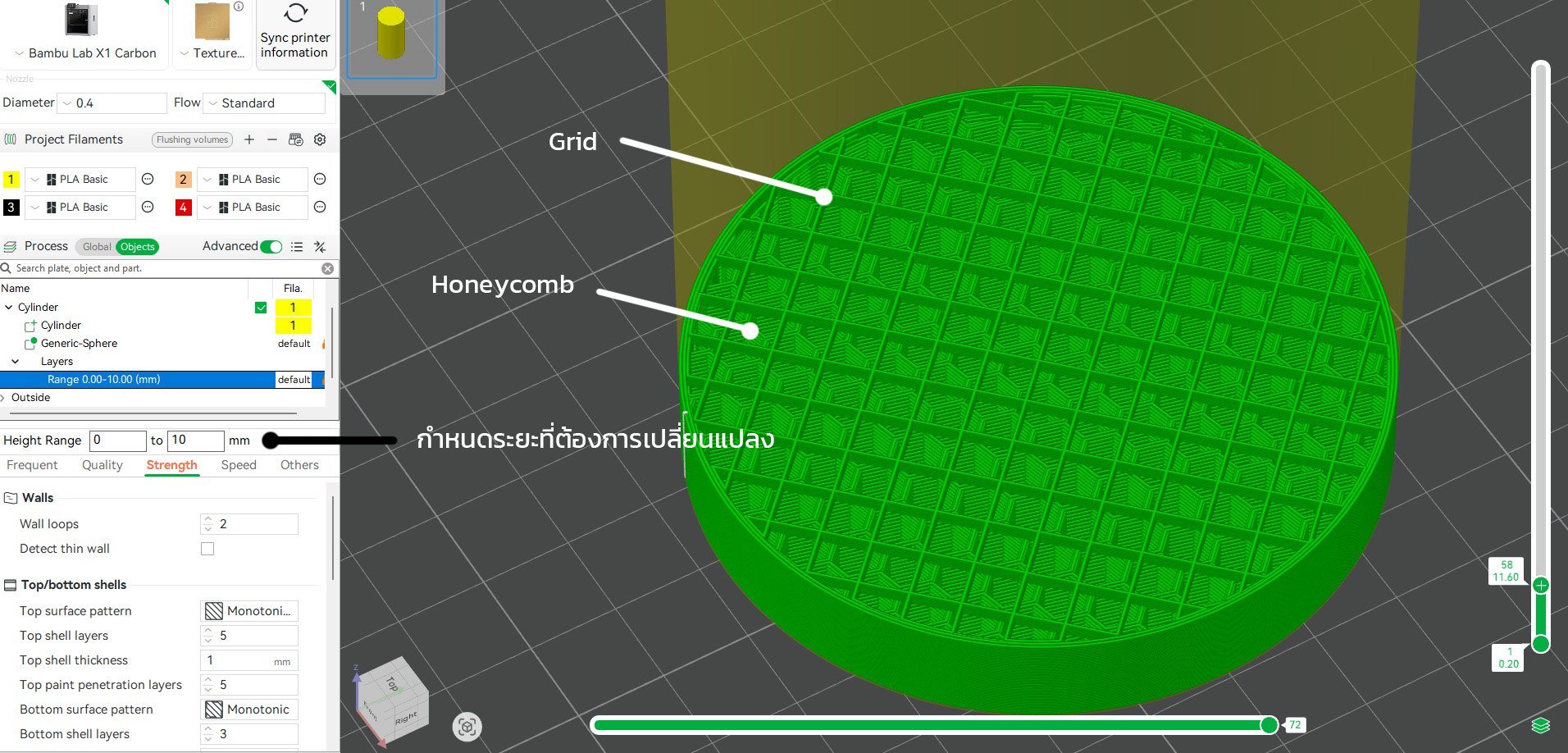
หรือถ้าต้องการเปลี่ยน setting เป็นแบบช่วงความสูงของเลเยอร์ก็ใช้คำสั่ง Height range modifier แทนก็ได้ สามารถใช้หลาย ๆ ช่วงก็ได้ และใช้ผสมกับ modifier แบบอื่นได้เหมือนกัน
Skin หรือ Wall
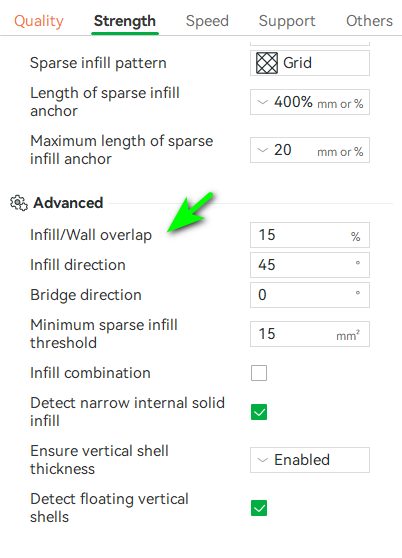
Skin หรือ Wall ช่วยเพิ่มความแข็งแรงของงานพิมพ์ได้ โดยการกำหนด Infill / Wall overlap ให้มากขึ้น ซึ่งจะทำให้ infill เข้าไปอยู่ในเนื้อของผนังมากขึ้น ช่วยให้ผนังกับ infill ยึดติดกันได้ดีขึ้น และยังช่วยให้งานพิมพ์มีความแข็งแรงมากขึ้นด้วย โดยเราอาจจะลดความหนาแน่นของ infill ลงเพื่อให้งานเสร็จเร็วขึ้น
พิมพ์ให้เร็ว
มีหลายวิธีที่ช่วยให้พิมพ์ได้เร็วขึ้น อย่างที่เกริ่นมาแล้ว การปรับแต่งค่าการพิมพ์บางอย่างช่วยให้พิมพ์ได้เร็วขึ้นได้ เช่นการให้ทิศทางของ infill อยู่ที่ 45° จะพิมพ์ได้เร็ว หรือการใช้ใช้คำสั่ง Infill combination เพื่อจะได้ไม่ต้องพิมพ์ infill ทุกเลเยอร์ รวมถึงการเลือกรูปแบบของ infill ซึ่งแบบ lightning จะพิมพ์ได้เร็วที่สุด หรือแบบ Concentric, grid, และ triangle ก็พิมพ์ได้เร็วรองลงมา
ทั้งหมดนี้คงช่วยให้เพื่อน ๆ เข้าใจ infill มากขึ้นบ้างนะครับ แล้วพบกันใหม่ครับ