

{kind=link}
Infill Combination
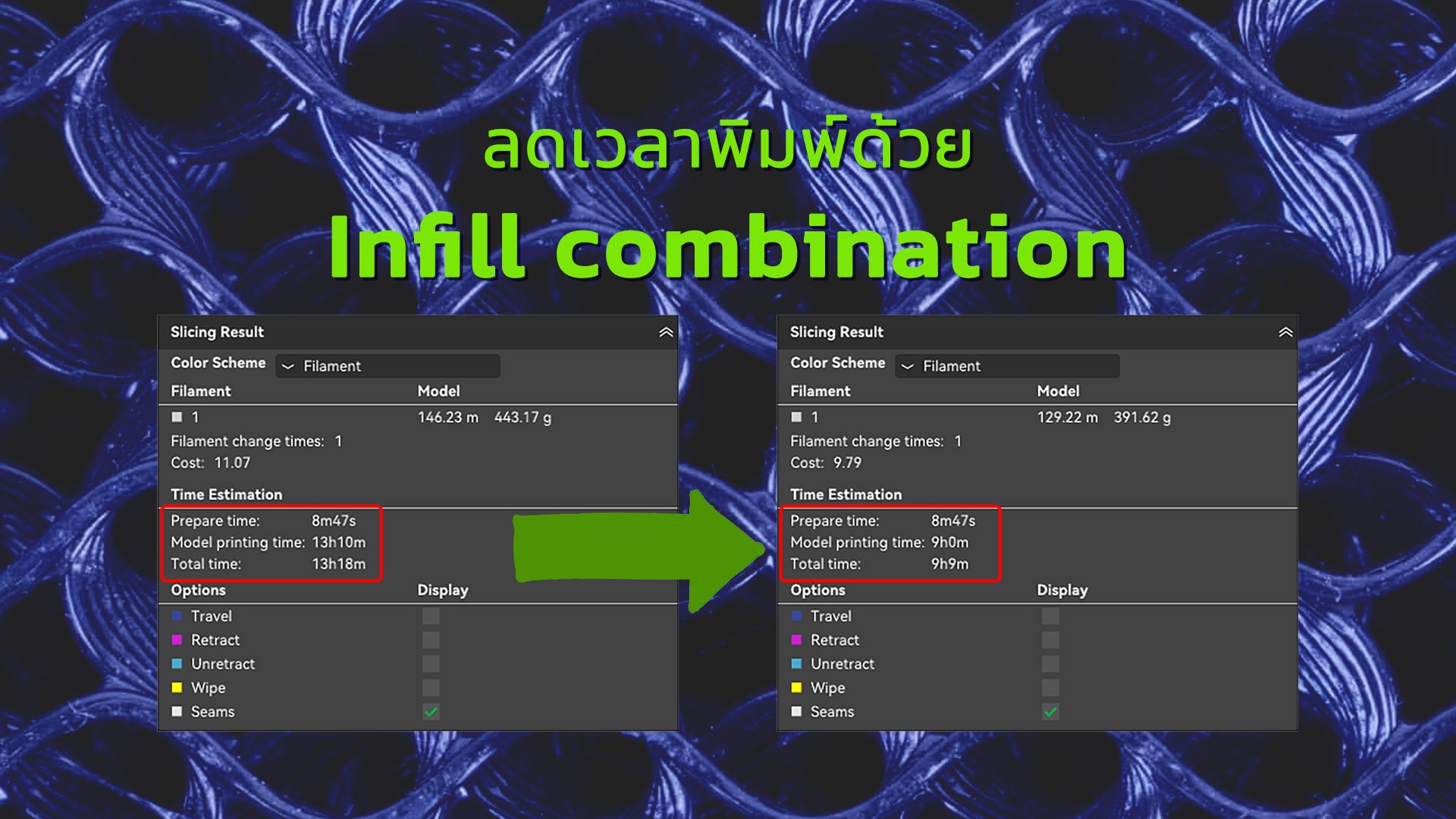
ในการพิมพ์ 3D มีเรื่องหนึ่งที่ทำให้เราหงุดหงิดได้บ่อย ๆ ก็คือมันใช้เวลาพิมพ์นาน แม้เครื่องพิมพ์สมัยนี้จะพิมพ์เร็วขึ้นแค่ไหนก็ยังไม่ทันใจอยู่ดี แต่เรามีคำสั่งหนึ่งที่จะช่วยให้งานพิมพ์เสร็จเร็วขึ้น นั่นก็คือ Infill combination ซึ่งอยู่ในหัวข้อ Strength ใน slicer เช่น ของ BambuStudio เป็นต้น
ความจริง Infill combination ไม่ใช่ของใหม่ มันมีมานานแล้ว เพียงแต่ไม่ค่อยมีใครพูดถึงสักเท่าไหร่ ฟังก์ชั่นนี้มีทั้งข้อดี และข้อด้อย ซึ่งเราจะกล่าวถึงในบทความนี้ต่อไป
ก่อนอื่นมาทำความรู้จักหลักการของมันก่อน Infill combination เป็นการรวม infill หลาย ๆ เลเยอร์เข้าด้วยกันโดยอัตโนมัติ แล้วฉีดให้หนาขึ้น ส่วนการพิมพ์ shell หรือผนังจะพิมพ์เลเยอร์ตามปรกติ ดังนั้นผิวงานจะยังคงเหมือนเดิม แต่ infill จะลดจำนวนเลเยอร์ลงประมาณครึ่งหนึ่ง หรือมากกว่า ทำให้เวลา และวัสดุในการพิมพ์ลดลง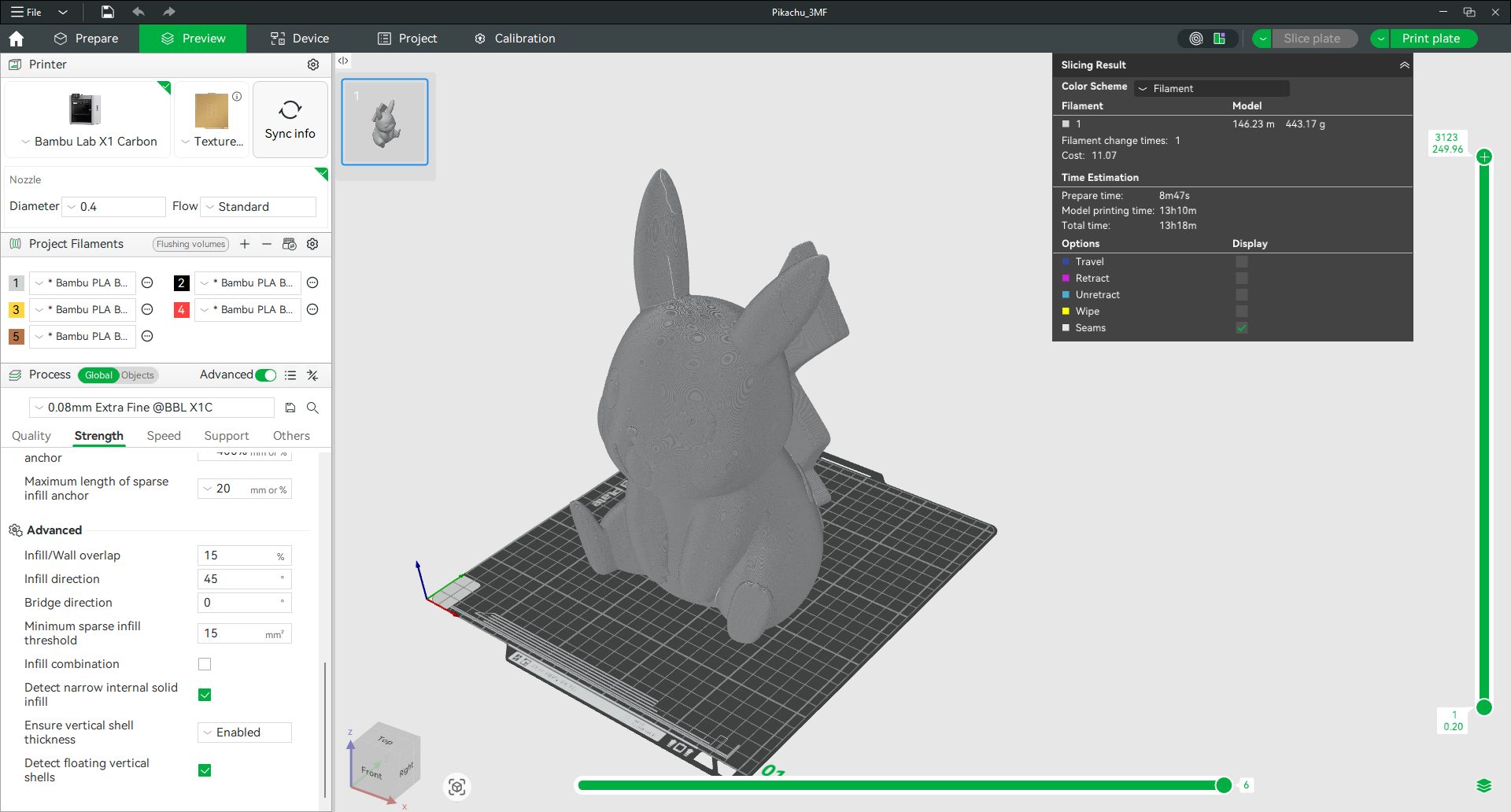
ในการรวมเลเยอร์ของ infill จะคำนวณจากขนาดเส้นผ่าศูนย์กลางของหัวฉีด ซึ่งเมื่อรวมกันแล้วจะไม่เกินขนาดหัวฉีด ตัวอย่างเช่นถ้าเราพิมพ์งานที่ความสูงเลเยอร์ 0.2 มม.infill จะพิมพ์เมื่อผนังพิมพ์ไปแล้ว 2 เลเยอร์ (ซึ่งรวมแล้วเท่ากับ 0.4 มม.) ดังนั้นเครื่องจะพิมพ์ผนัง 2 เลเยอร์ แล้วพิมพ์ infill ครั้งหนึ่ง
แต่ถ้าเราพิมพ์งานที่ความสูงเลเยอร์ 0.1 มม.infill จะพิมพ์เมื่อผนังพิมพ์ไปแล้ว 4 เลเยอร์ (ซึ่งรวมแล้วเท่ากับ 0.4 มม.) ดังนั้นเครื่องจะพิมพ์ผนัง 4 เลเยอร์ แล้วพิมพ์ infill ครั้งหนึ่ง อย่างไรก็ตามถ้าพิมพ์งานปรกติด้วยความสูงเลเยอร์ 0.24 มม.หรือ 0.28 มม. จะไม่สามารถรวมเลเยอร์ได้ เนื่องจากมันจะสูงกว่าขนาดหัวฉีดไปแล้ว
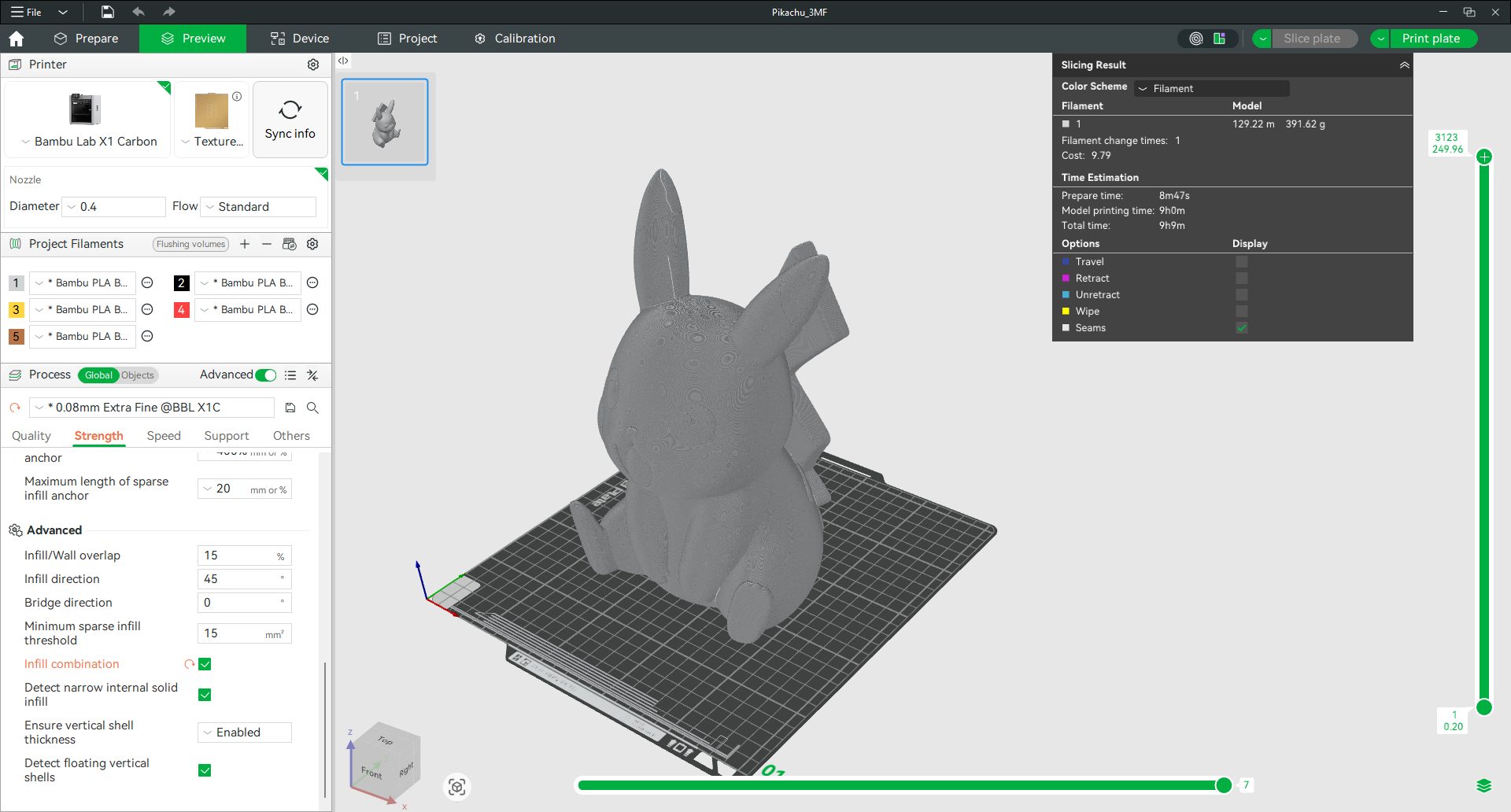
วิดีโอแสดงลักษณะการพิมพ์ งานนี้พิมพ์ที่ 0.08 มม. โดยจะเห็นว่าผนังจะถูกพิมพ์ไป 5 ชั้น แล้ว infill จึงจะพิมพ์ครั้งหนึ่ง
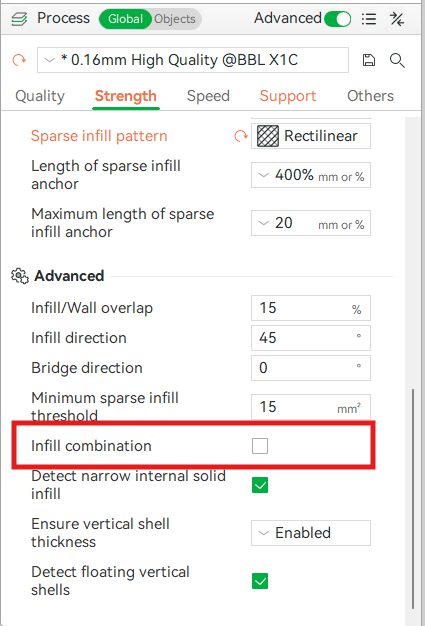
ฟังก์ชั่นนี้อยู่ที่ไหน?
จะอยู่ในหัวข้อ Strength ตามภาพ คลิกให้เป็นเครื่องหมายถูกเพื่อเปิดการทำงาน
เวลาที่ลดลงไปจะมากน้อยขึ้นกับหลายตัวแปร เช่น รูปร่างของโมเดล รูปแบบของ infill ความสูงของเลเยอร์ปรกติ (ถ้าความสูงเลเยอร์น้อย ก็จะมีการรวมหลายเลเยอร์มากขึ้น จะลดเวลามากขึ้น) สามารถทดลอง slice แล้วเทียบเวลาดู
ตามที่กล่าวข้างต้นว่า infill combination ไม่ได้มีแต่ด้านดีเสมอไป มันมีสิ่งที่ต้องแลกมา มันช่วยลดเวลาในการพิมพ์และเสียงรบกวนได้อย่างมาก แต่ก็อาจทำให้ความแข็งแรงเชิงกล และบางครั้งคุณภาพพื้นผิวลดลงได้ โดยทั่วไปแล้วมันเหมาะสำหรับของตกแต่ง แต่ไม่แนะนำสำหรับชิ้นส่วนใช้งาน หรือชิ้นส่วนโครงสร้างที่ต้องการความแข็งแรงสูง
ข้อดีและข้อเสียของการรวม infill
| ข้อดี | ข้อด้อย | |
| ความเร็ว | ช่วยลดเวลาในการพิมพ์ลงอย่างมากด้วยการฉีด infill ให้หนาขึ้น | เวลาที่ประหยัดได้อาจมีน้อย หากการพิมพ์ infill ด้วยความเร็วสูงอยู่แล้ว |
| เสียงรบกวน | สามารถลดเสียงรบกวนในการพิมพ์ได้โดยมีการลดความเร็วในการฉีดเส้นลง | |
| ความแข็งแรง | อาจลดความแข็งแรงเชิงกลของงานลงเล็กน้อย เนื่องจากแรงยึดเกาะระหว่างชั้นอาจลดลงเมื่อฉีดเส้น infill ที่หนาขึ้น |
เมื่อใดควรใช้ฟังก์ชั่น Infill combination
Infill combination จะเป็นวิธีที่มีประสิทธิภาพเมื่อ:
- เป้าหมายของการพิมพ์คือการประหยัดเวลาและเส้นพลาสติก
- ชิ้นงานที่พิมพ์ออกมานั้นใช้เป็นของตกแต่ง หรือต้นแบบที่ไม่ได้นำไปใช้งานได้จริง และไม่ได้รับแรงมากนัก
- พิมพ์งานโดยใช้ความสูงของเลเยอร์ที่ต่ำมาก (เช่น 0.08 มม.)
เมื่อใดควรหลีกเลี่ยงการใช้ Infill combination
ควรหลีกเลี่ยงการตั้งค่านี้หาก:
- ชิ้นส่วนนี้ต้องการความแข็งแรงเชิงกลและความทนทาน สูงสุด
- พิมพ์งานโดยใช้ความสูงของเลเยอร์ที่สูงมาก ซึ่งใกล้เคียงกับเส้นผ่านศูนย์กลางของหัวฉีด (เช่น หัวฉีดขนาด 0.4 มม. เครื่องจะพยายามพิมพ์ให้ได้ขนาด 0.4 มม.) ซึ่งอาจเกิดปัญหาการฉีดเส้น และคุณภาพงานที่ไม่ดี
- ใช้รูปแบบของ infill ที่มีการตัดกันของเส้น infill จำนวนมากภายในชั้นเดียวกันเช่นรูปแบบ Grid ซึ่งอาจทำให้เกิดปัญหาการหัวฉีดไปเกี่ยวเส้นที่พิมพ์ไปแล้ว
ท้ายที่สุดแล้ว ความเหมาะสมของการเลือกใช้ Infill combination นั้นขึ้นอยู่กับเป้าหมายการพิมพ์งานตามความต้องการ และลักษณะการใช้งานของงานที่พิมพ์ออกมานั้น
Showing all 7 results
-

Bambu PETG Basic | เส้นพลาสติก PETG Basic มี RFID 1Kg with Reusable Spool และ Refill (ใช้กับ 3D Printer ยี่ห้ออื่นได้)
Price range: 299.00 ฿ through 399.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

H2C Combo เครื่องพิมพ์ 3มิติ Vortek 7หัวพิมพ์ รองรับ 24สี ตัวท็อปสุดวงการ
97,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Nozzle H2/P2 Series หัวฉีดขนาด 0.2/0.4/0.6/0.8mm สำหรับ H2D, H2S, P2 Series
890.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Nozzle H2C Induction Hotend หัวฉีดแบบเหนี่ยวนำไฟฟ้า สำหรับ H2C ร้อนเร็ว 0.2/0.4/0.6/0.8mm
1,990.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Bambu PEI build plate | แผ่นรองพิมพ์
Price range: 690.00 ฿ through 2,590.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Bambu Farm Manager จัดการ 3D printing farm โรงงาน 3D Printing
Read more -

Bambu Studio
Read more