

Explanation of Expert Slicing settings

Preview: เลือกช่องนี้เพื่อดูการทำงานของเครื่องก่อนพิมพ์
Print When Slice Done: เลือกช่องนี้เพื่อพิมพ์งานทันที
Select Profile: เลือกชุดคำสั่งที่บันทึกไว้ล่วงหน้า
General:
Layer Height:
Layer Height: Layer Height: กำหนดความสูงของแต่ละชั้นของเส้นพลาสติก ค่าที่น้อยจะได้ชิ้นงานที่มีผิวเรียบเนียนกว่า
First Layer Height: กำหนดความสูงที่ชั้นแรกของโมเดล มักจะกำหนดให้สูงกว่าชั้นอื่นเพื่อเพิ่มประสิทธิภาพ ในการยึดเกาะกับแท่นพิมพ์ ไม่ควรเกิน 0.4 ม.ม. แนะนำว่าให้ใช้ค่าที่ให้มา
Speed:
Base Print Speed: ความเร็วระหว่างพิมพ์โมเดล ค่าความเร็วนี้จะเป็นฐานในการคำนวณความเร็วอื่นๆ ต่อไป
Travel Speed: ความเร็วขณะที่หัวพิมพ์ไม่ได้ฉีดพลาสติกออกมา
Minimum Speed: ความเร็วต่ำสุดขณะพิมพ์
First Layer Maximum Speed: ความเร็วสูงสุดในการพิมพ์ layer แรก ควรให้ช้าเพื่อช่วยให้ติดแท่นพิมพ์ได้ดีขึ้น – หากใช้ raft จะไม่นำค่านี้ไปใช้
First Layer Maximum Travel Speed: ความเร็วสูงสุดขณะที่หัวพิมพ์ไม่ได้ฉีดพลาสติกที่ layer แรก ควรให้ช้าเพื่อช่วยให้ติดแท่นพิมพ์ได้ดีขึ้น – หากใช้ raft จะไม่นำค่านี้ไปใช้
Temperature
Extruder’s temperature: อุณหภูมิที่หัวพิมพ์ขณะพิมพ์
Platform: อุณหภูมิที่แท่นพิมพ์ช่วยให้โมเดลติดแท่นพิมพ์ได้ดีขึ้น หากเครื่องพิมพ์เป็นรุ่น “Flashforge Dreamer/ Creator Pro/ Inventor” จะแสดงอุณหภูมิของหัวพิมพ์ ซ้าย-ขวา-แท่นพิมพ์ หากเครื่องพิมพ์เป็นรุ่น “FlashForge Finder/Guider”จะแสดงอุณหภูมิของหัวพิมพ์เท่านั้น
การกำหนดอุณหภูมิควรให้เหมาะกับชนิดของพลาสติกที่ใช้
หมายเหตุ: การใช้อุณหภูมิที่แตกต่างกันจะมีผลกับโมเดลที่พิมพ์ ควรปรับให้เหมาะสมกับโมเดลของคุณ
Retraction
Retraction length: ระยะทางที่มอเตอร์จะดึงเส้นพลาสติกกลับก่อนที่หัวพิมพ์จะเคลื่อนที่ผ่านช่องว่าง ซึ่งจะช่วยลดการเกิดเส้นใย และการเลอะของพลาสติก
Speed: ความเร็วในการดึงเส้นพลาสติกกลับ
Perimeter:
Thickness:
Shell Count: จำนวนรอบที่หัวพิมพ์จะฉีดพลาสติกในการสร้างผนังด้านข้าง จำนวนรอบมากขึ้นโมเดลจะมีความแข็งแรงมากขึ้นตาม
Maximum Path Overlap: กำหนดระยะทับซ้อนของเส้นพลาสติกในกรณีที่พิมพ์งานผนังบาง
Start Points:
Mode: กำหนดตำแหน่งจุดเริ่มต้นของ layer ซึ่งมีอยู่ 2 ตัวเลือกคือ
Closest to specific location: ทุก layer จะเริ่มที่จุดที่ใกล้ตำแหน่งที่ระบุมากที่สุด
Use random start points: จุดเริ่มต้นจะเป็นไปในลักษณะสุ่มตำแหน่ง
X : พิกัดในแกน X ที่หัวพิมพ์จะเริ่มพิมพ์ในแต่ละ layer
Y : พิกัดในแกน Y ที่หัวพิมพ์จะเริ่มพิมพ์ในแต่ละ layer
Speed:
Exterior Speed: ความเร็วในการพิมพ์ผิวด้านนอกของโมเดล คิดเป็น % ของ Base Print Speed ควรพิมพ์ให้ช้าเพื่อผิวงานที่สวยกว่า
Visible Interior Speed: ความเร็วในการพิมพ์ผิวด้านในของโมเดลในส่วนที่มองเห็น คิดเป็น % ของ Base Print Speed
Invisible Interior Speed: ความเร็วในการพิมพ์ผิวด้านในของโมเดลในส่วนที่มองไม่เห็น คิดเป็น % ของ Base Print Speed
Infill:
General
Top Solid Layers: ความหนาของพื้นด้านบน เกิดจากการปู layer ให้เต็ม ปกติจะปูเต็มหลายๆ layer เพื่อไม่ให้บางเกินไป
Bottom Solid Layers: ความหนาของพื้นด้านล่าง เกิดจากการปู layer ให้เต็ม ปกติจะปูเต็มหลายๆ layer เพื่อไม่ให้บางเกินไป
Fill Density: กำหนดปริมาณเนื้อพลาสติกที่เติมเข้าไปในช่องว่างภายในตัวโมเดล
Fill Pattern: รูปแบบของเส้นพลาสติกที่จะสร้างเป็นเนื้อด้านในโมเดล รูปหกเหลี่ยมจะแข็งแรงที่สุด เส้นตรงจะเร็วที่สุด สามเหลี่ยมจะให้การยึดเหนี่ยวระหว่าง layers.มากที่สุด
Start Angle: กำหนดองศาของรูปแบบที่พิมพ์ที่ layer แรก จะไม่มีผลกับแบบหกเหลี่ยม
Overlap Perimeter: กำหนดระยะทับซ้อนของ infill กับ shell เพื่อให้โมเดลมีความแข็งแรงไม่เกิดรู
Vase Mode: โหมดแจกัน เมื่อเลือกโหมดนี้ infill และ top solid layer จะไม่ถูกพิมพ์
Speed
Solid Speed: ความเร็วในขณะที่พิมพ์เต็ม (solid layer) จะตั้งค่าเป็น % ของ Base Print Speed
Sparse Speed: ความเร็วในขณะที่พิมพ์ infill
Combine Infill
Maximum Combine Layers: เลือกเพื่อรวมจำนวนชั้นของ infill เข้าด้วยกัน ทำให้งานเสร็จเร็วขึ้นโดยจะพิมพ์ชั้นสลับชั้น ตามจำนวนที่ชั้นที่เลือก และจะฉีดพลาสติกให้ออกมามากขึ้นแทน
Combine Mode: หาก Layer height ที่มากกว่า 0.1 ม.ม.แนะนำให้ใช้ Every “n” Layers นอกจากนั้นแนะนำให้ใช้ Every “n” Inner Layers
Support:
General
Enable Support: ตอบ Yes เพื่อให้เครื่องพิมพ์ support ที่สร้างมาแล้ว หากตอบ No จะไม่พิมพ์ แม้จะสร้างมาแล้วก็ตาม
Select Extruder: เลือกหัวพิมพ์ซ้าย หรือขวา เพื่อพิมพ์ support หากเครื่องรุ่น “FlashForge Dreamer/FlashForge Creator Pro/ FlashForge Inventor” จะสามารถเลือกได้ ตัวเลือก Automatch ซอฟแวร์จะเลือกหัวพิมพ์ให้โดยอัตโนมัติ หากใช้เครื่องรุ่น “FlashForge Finder/Guider”จะไม่สามารถเลือกได้.
Treelike
Speed: ปรับความเร็วในการพิมพ์ support ใส่ค่าเป็น % ของ Base Print Speed
Space to Model(X/Y): ปรับระยะห่างที่น้อยที่สุดของ support กับโมเดล เพื่อให้สามารถแกะ support ได้โดยง่าย
Shell Count: จำนวนรอบในการพิมพ์ support
Linear
Speed: ปรับความเร็วในการพิมพ์ support ใส่ค่าเป็น % ของ Base Print Speed
Space to Model(X/Y): ปรับระยะห่างที่น้อยที่สุดของ support กับโมเดล เพื่อให้สามารถแกะ support ได้โดยง่าย
Space to Model (Z): ระยะห่างระหว่าง support กับโมเดลในแนวแกน Z เพื่อให้สามารถแกะ support ได้โดยง่าย
Path Space: ความถี่ของ support ยิ่งถี่มากก็จะรองรับได้ดีขึ้น แต่ใช้เวลานานมากขึ้นด้วย
Additions:
Raft:
Enable Raft: ตอบ Yes เพื่อให้เครื่องพิมพ์สร้าง raft ซึ่งจะช่วยให้โมเดลยึดติดกับแท่นพิมพ์ได้ดีขึ้น และยังช่วยปรับพื้นผิวแท่นพิมพ์ที่ไม่เรียบได้อีกด้วย
Select Extruder: เลือกหัวพิมพ์ซ้าย หรือขวา เพื่อพิมพ์ support หากเครื่องรุ่น “FlashForge Dreamer/FlashForge Creator Pro/ FlashForge Inventor” จะสามารถเลือกได้ ตัวเลือก หากใช้เครื่องรุ่น “FlashForge Finder/Guider”จะไม่สามารถเลือกได้.
Margin: กำหนดขนาดของ raft ว่าจะกว้างกว่าตัวโมเดลเท่าใด
Space to Model (Z): ระยะห่างระหว่าง raft กับโมเดลในแนวแกน Z เพื่อให้สามารถแกะ raft ได้โดยง่าย
Pre-extrusion
Enable Pre-extrusion: กำหนดให้เครื่องพิมพ์เส้นออกมาระยะหนึ่งเพื่อเตรียมหัวพิมพ์ให้พร้อม
Margin: กำหนดระยะให้ห่างจากโมเดลเท่าใด
Path Length: กำหนดว่าจะให้พิมพ์เส้นออกมายาวเท่าใด
Speed: ความเร็วในการพิมพ์เส้นนี้
Wall
Enable Wall: สร้างกำแพงรอบๆ โมเดล ทำหน้าที่เช็ดพลาสติกที่ไหลย้อยออกมาจากหัวพิมพ์ที่ยังไม่ได้ถูกใช้งาน ในกรณีที่พิมพ์สองหัวพร้อมกัน
Select Extruder: เลือกหัวพิมพ์ซ้าย หรือขวา เพื่อพิมพ์ support หากเครื่องรุ่น “FlashForge Dreamer/FlashForge Creator Pro/ FlashForge Inventor” จะสามารถเลือกได้ ตัวเลือก หากใช้เครื่องรุ่น “FlashForge Finder/Guider”จะไม่สามารถเลือกได้
Shell Count: จำนวนรอบในการพิมพ์ wall จำนวนรอบที่มากขึ้นผนังจะหนาและแข็งแรงขึ้น
Margin: กำหนดระยะห่างระหว่างโมเดล และ Wall
Speed: กำหนดความเร็วในการพิมพ์ Wall
Brim
Enable brim: กำหนดให้สร้างเส้นรอบรูปโมเดลที่ชั้นแรก สร้างเป็นครีบออกมาจากฐานโมเดลเพื่อช่วยในการยึดเกาะกับแท่นพิมพ์ป้องกันการยกตัวจากฐาน
Select extruder: เลือกหัวพิมพ์ซ้าย หรือขวา เพื่อพิมพ์ support หากเครื่องรุ่น “FlashForge Dreamer/FlashForge Creator Pro/ FlashForge Inventor” จะสามารถเลือกได้ ตัวเลือก หากใช้เครื่องรุ่น “FlashForge Finder/Guider”จะไม่สามารถเลือกได้
Margin: ความกว้างของครีบที่จะสร้าง ยิ่งกว้างมากก็ยิ่งยึดติดได้ดี
Brim Layer: จำนวนชั้นที่พิมพ์ Brim ยิ่งหลายชั้นจะยิ่งแข็งแรงขึ้น แต่จะแกะออกยากขึ้น
Advanced
Stepper Motor Voltage (Usually keep default) แนะนำว่าให้คงค่าเดิมไว้
X-Axis: ค่าความต่างศักย์ไฟฟ้าที่ใช้กับมอเตอร์แกน X ยิ่งสูงจะได้กำลังมาก แต่มอเตอร์จะร้อนมากขึ้น
Y-Axis: ค่าความต่างศักย์ไฟฟ้าที่ใช้กับมอเตอร์แกน Y ยิ่งสูงจะได้กำลังมาก แต่มอเตอร์จะร้อนมากขึ้น
Z-Axis: ค่าความต่างศักย์ไฟฟ้าที่ใช้กับมอเตอร์แกน Z ยิ่งสูงจะได้กำลังมาก แต่มอเตอร์จะร้อนมากขึ้น
A-Axis: ค่าความต่างศักย์ไฟฟ้าที่ใช้กับมอเตอร์หัวฉีด 1 ยิ่งสูงจะได้กำลังมาก แต่มอเตอร์จะร้อนมากขึ้น
B-Axis: ค่าความต่างศักย์ไฟฟ้าที่ใช้กับมอเตอร์หัวฉีด 2 ยิ่งสูงจะได้กำลังมาก แต่มอเตอร์จะร้อนมากขึ้น
Others
Extrusion Ratio: อัตราการฉีดเนื้อพลาสติกออกจากหัวพิมพ์
Path Width: ขนาดเส้นพลาสติกที่ฉีดออกจากหัวพิมพ์ 0.4 คือค่าที่เท่ากับขนาดรูหัวพิมพ์
Path Resolution: กำหนดความละเอียดของเส้นพลาสติกในกรณีที่โมเดลมีรายละเอียดมากเกินไป ตัวเลขที่มากขึ้นจะทำให้ตำแหน่งของเส้นพลาสติกมีความละเอียดลดลง แต่การความแม่นยำของการฉีดพลาสติกจะสูงขึ้น
Others
Cooling Fan Controls
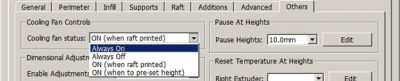
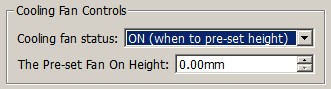
Cooling Fan Controls: ควบคุมการเปิดปิดพัดลมระบายความร้อน มีตัวเลือกดังนี้
[“Always On” เปิดตลอดเวลา] [“Always Off” ปิดตลอดเวลา], [“ON (when raft printed)” เปิดเมื่อ พิมพ์ raft เสร็จ], [“ON (when to pre-set height)”เปิดเมื่อถึงระยะที่ตั้งล่วงหน้า] ซึ่งใช้ได้กับเครื่องรุ่น “FlashForge Dreamer/FlashForge Creator Pro/FlashForge Inventor” เท่านั้น
The Pre-set Fan On Height: กำหนดความสูงของโมเดลที่จะเปิดพัดลมล่วงหน้า
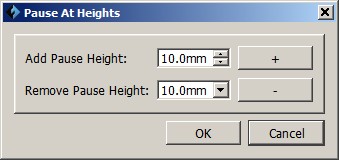
Pause Heights: กำหนดความสูงที่ให้เครื่องหยุดพิมพ์ชั่วคราว กำหนดได้หลายตำแหน่ง แต่ต้องไม่สูงกว่าตัวโมเดล
วิธีทำ-ให้กดปุ่ม [Edit] แล้วจะมีหน้าต่างดังรูปข้างล่าง ใส่ตัวเลขความสูงที่ต้องการแล้วกดเครื่องหมาย + หากต้องการลบให้เลือกจากบรรทัดที่สอง แล้วกดเครื่องหมาย – เรียบร้อยแล้วกดปุ่ม [OK]
Dimensional Adjustment
Enable Adjustments: เปิดใช้งานค่าชดเชยขนาดของโมเดลในกรณีที่ขนาดคลาดเคลื่อน
External Compensation: กำหนดค่าชดเชยขนาดของโมเดลในส่วนของขนาดภายนอก ค่าบวกจะทำให้ขนาดใหญ่ขึ้น ค่าลบจะทำให้ขนาดเล็กลง
Internal Compensation: กำหนดค่าชดเชยขนาดของโมเดลในส่วนของขนาดภายใน ค่าบวกจะทำให้ขนาดใหญ่ขึ้น ค่าลบจะทำให้ขนาดเล็กลง
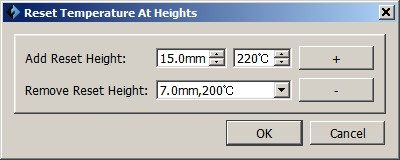
Reset extruder temperature once reach to specific heights
Extruder: กำหนดว่าให้เปลี่ยนค่าความร้อนเป็นค่าที่กำหนดใหม่เมื่อโมเดลมีความสูงถึงระยะที่กำหนด
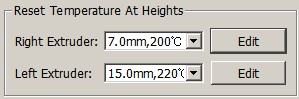
วิธีทำ-ให้กดปุ่ม [Edit] แล้วจะมีหน้าต่างดังรูปข้างล่าง ใส่ตัวเลขความสูง และอุณหภูมิที่ต้องการแล้วกดเครื่องหมาย + หากต้องการลบให้เลือกจากบรรทัดที่สอง แล้วกดเครื่องหมาย – เรียบร้อยแล้วกดปุ่ม [OK]
- Save as new: บันทึกค่าการพิมพ์ต่างๆ เป็นไฟล์เก็บไว้ได้
- วิธีทำ – หลังจากตั้งค่าต่างๆ เป็นที่เรียบร้อยแล้วกดปุ่ม [Save as new] จะมีหน้าต่างใหม่ขึ้นมา ให้ใส่ชื่อไฟล์ที่ต้องการแล้วกดปุ่ม [OK] เมื่อจะเรียกใช้ครั้งต่อไปให้เลือกจากช่อง [Select Profile]
- Remove
- ใช้ลบค่าการพิมพ์ที่เคยบันทึกไว้ที่แสดงอยู่ในช่อง [Select Profile] ออกไป โดยการกดปุ่ม [Remove] จะมีข้อความให้ยืนยัน ตอบ [Yes] หากต้องการลบ หากต้องการยกเลิกให้กดปุ่ม [No]
- Restore Default: เมื่อต้องการเปลี่ยนค่าต่างๆ ให้กลับไปเป็นค่าเริ่มต้นให้กดปุ่มนี้
- Save Configuration: บันทึกค่าที่เปลี่ยนแปลงเข้าไปกับ profile ปัจจุบัน
- สำหรับเครื่องพิมพ์ DLP 3D printer Hunter
- ก่อนจะเริ่มพิมพ์ โมเดลของคุณต้องทำการ slice และแปลงข้อมูลเป็นรูปแบบของ svgx เสียก่อน โปรดดูวิธีการทำในหัวข้อ 2.8.1 ในการสร้าง svgx จะมีการตั้งค่าดังต่อไปนี้
- Print Preview: เลือกให้แสดงภาพก่อนพิมพ์ ควรเลือกไว้เสมอ
- Start to print after slice done: เลือกเพื่อให้เครื่องพิมพ์เริ่มทำงานทันทีหลังจากคำนวณเสร็จ
- Material type: มีตัวเลือกให้ใช้อยู่ 4 แบบ แบบที่เป็นค่าตั้งต้นคือ FH1100
- Layer height: กำหนดความหนาของแต่ละ layer ค่าตั้งต้นอยู่ที่ 0.025 ม.ม.
- Exposure time
- Base Time: ระยะเวลาการฉายแสงของแต่ละ layer เรซิ่นแต่ละชนิดจะใช้เวลาแตกต่างกัน ปรับได้ตั้งแต่ 1-60 วินาที
- Attach Time: ระยะเวลาการฉายแสงของ layer แรกเพื่อให้ติดกับฐานได้ดี ไม่หลุด
- Raft: กำหนดให้พิมพ์แผ่นรองที่ฐานพิมพ์เพื่อช่วยให้โมเดลติดกับฐานได้ดีมากขึ้น
- Size Adjust:
- X adjust: เมื่อโมเดลที่พิมพ์เสร็จแล้วขนาดแกน X ผิดไปจากแบบ สามารถปรับขนาดได้ตั้งแต่ 50%-150%
- Y adjust: เมื่อโมเดลที่พิมพ์เสร็จแล้วขนาดแกน Y ผิดไปจากแบบ สามารถปรับขนาดได้ตั้งแต่ 50%-150%
- Infill
- Infill Density: กำหนดความหนาแน่นของ infill กำหนดได้ตั้งแต่ 0%-100%
- Shell thickness: กำหนดความหนาของผนังโมเดล กำหนดได้ตั้งแต่ 1-10 ม.ม.
- Infill thickness: กำหนดความหนาของ infill กำหนดได้ตั้งแต่ 0.5-5 ม.ม.
- Others:
- Light Intensity: กำหนดความเข้มแสงที่ใช้ เรซิ่นแต่ละชนิดจะใช้ความเข้มแสงแตกต่างกัน