
 CO.,LTD. กับ 3D Printer เครื่อง Creator 4s")
เมื่อไม่นานนี้ 3DD ได้ทำการส่งมอบสินค้า 3D Printer ขนาดใหญ่ กับแบรนด์ Flashforge รุ่น Creator 4s ให้กับทาง ENERCOM (THAILAND) CO.,LTD. ซึ่ง ได้นำไปใช้เป็นตัวช่วยที่ดีในการผลิต และทำ ต้นแบบเครื่องปรับอากาศ ซึ่งเราได้ทำการตรวจสอบเครื่องก่อนทำการจัดส่ง พร้อมทั้งสอนการใช้งานอย่างเต็มรูปแบบ โดยทีมงานช่างมืออาชีพ ที่ได้รับการอบรมโดยเฉพาะ 3DD Digital
Tag: [Flashprint]
Software ในการ Slice ชิ้นงาน กำหนดค่าการพิมพ์สำหรับเครื่องพิมพ์ 3มิติ ยี่ห้อ Flashforge
ขอบคุณ : คณะวิทยาศาสตร์และเทคโนโลยี มหาวิทยาลัยธรรมศาสตร์ ศูนย์รังสิต กับเครื่อง Flashforge Adventurer 5MPro ที่ทรงพลังและมีความรวดเร็ว

คณะวิทยาศาสตร์และเทคโนโลยี มหาวิทยาลัยธรรมศาสตร์ ศูนย์รังสิต เป็นสถาบันการศึกษาระดับประกาศนียบัตรวิชาชีพ เพื่อเป็นการส่งเสริมการศึกษาให้มีคุณภาพตรงตามความต้องการของตลาดแรงงาน และได้มีการสนับสนุนการเรียนรู้ในด้านต่างๆ รวมทั้งด้านเครื่องพิมพ์ 3 มิติให้กับนักศึกษา 3DD ได้นำเครื่อง 3D Printer ที่กำลังฮิตและเป็นกระแสอยู่ตอนนี้มาเป็นตัวอย่าง Flashforge Adventurer 5MPRO 3D Printer ที่ออกแบบมาให้รองรับกับความเร็วจาก 0-600mm/s นับว่าเป็นตัวที่เร็วและเสถียรมากๆ โดยมีอัตราเร่งสูงสุดที่ 20,000mm/s พวกเรา 3DD ได้ทำการส่งและติดตั้งพร้อมสอนการใช้งาน รวมทั้ง QC เครื่องอย่างมีมาตราฐานก่อนส่งเครื่องให้กับ
เทคนิคการพิมพ์เส้น TPU (Elastic) ให้มีความใส และเงางามมากขึ้น
 ให้มีความใส และเงางามมากขึ้น")
เรามาทำความรู้จักกันก่อนว่า TPU คืออะไร? TPU คือ พลาสติกประเภทเทอร์โมพลาสติก (Thermoplastic Polyurethane) ที่มีความยืดหยุ่นสูง สามารถหลอมละลายได้ หรืออาจมีชื่อเรียกที่เป็นที่รู้จักกันโดยทั่วไปว่า “ยางยูรีเทน” วัสดุ TPU นี้มีความอ่อนนุ่มเหมือนกับยาง เนื่องจากเป็นวัสดุพอลิเมอร์ที่มีโมเลกุลขนาดใหญ่ แต่ในขณะเดียวกันก็มีความแข็งคงตัวด้วยเช่นกัน จัดอยู่ในกลุ่ม “Elastomer” ซึ่งคือพอลิเมอร์ที่มีคุณสมบัติยืดหยุ่น มีแรงยึดระหว่างโมเลกุลอ่อน อย่างกรณีของ TPU ในบางที่อาจถูกเรียกว่า “TPU
ขอขอบคุณ คณะโบราณคดี มหาวิทยาลัยศิลปากร 3DPrinter FDM 2หัวฉีด ขนาดกลาง ที่แข็งแกร่งที่สุด

เมื่อไม่นานมานี้เราได้จัดส่งสินค้าพร้อมเทรนนิ่งสอนการใช้งานให้กับทาง คณะโบราณคดี มหาวิทยาลัยศิลปากร ที่ได้ทำการสั่งซื้อ Flashforge Guider 3 Ultra และให้ความร้อนสูง สามารถพิมพ์เส้น Nylon ได้ด้วย เนื่องจากต้องการนำไปทำสื่อการเรียนรู้รวมถึงนำไปใช้ในงานวิจัยการศึกษา โดยทาง คณะโบราณคดี มหาวิทยาลัยศิลปากร ได้เลือกและไว้ใจใช้บริการพวกเรา 3DD 3DD ได้ทำการจัดส่ง ตรวจรับรวมถึงสอนการใช้งานให้ถึงที่ โดยทีมงานช่างผู้เชี่ยวชาญรวม โดยครอสฝึกอบรมสอนการใช้งานที่ไม่ได้มีเพียงแต่การสอนเพียงอย่างเดียว ยังมีการสอดแทรกเทคนิคการใช้งานต่างๆ ให้ผู้ใช้สามารถนำไปศึกษาต่อเองได้ง่ายขึ้น Flashforge
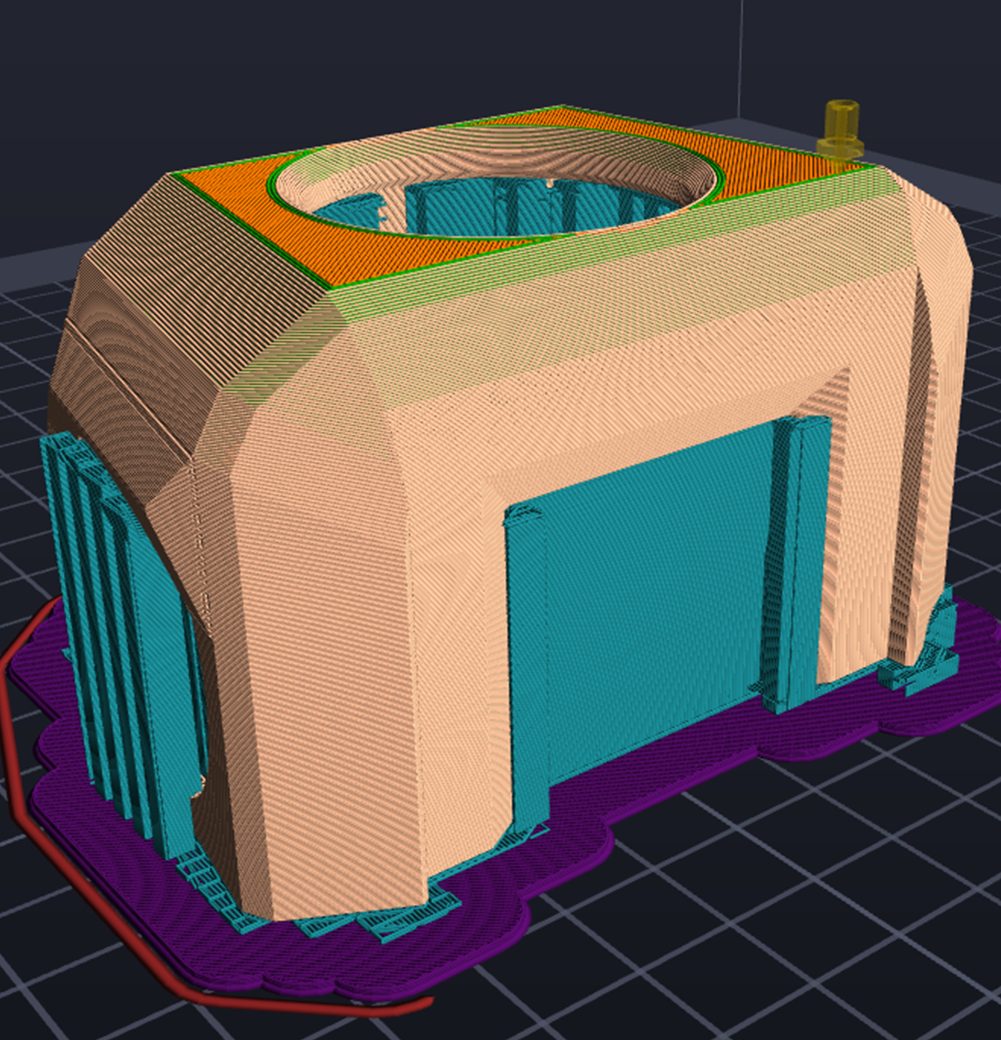
กล่องใส่ที่ผันหูจาก Guider 3 Ultra

วันนี้เราจะมานำเสนอกล่องใส่ของหรือใส่ที่ผันหูจากเครื่องพิมพ์ 3 มิติ Flashforge Guider 3 Ultra จากเว็บ thingiverse แอดหวังว่าบทความนี้จะเป็นประโยชน์ให้กับคนที่กดเข้ามาดูไม่มากก็น้อยค่ะ ขอเริ่มจากทำความรู้จักเครื่องพิมพ์ 3 มิติ Flashforge Guider 3 Ultra กันก่อนเลย Flashforge Guider 3 Ultra คือ เครื่องพิมพ์ 3D ระดับมืออาชีพที่มีการพิมพ์ความเร็วสูงถึง
ขอขอบคุณ : โรงเรียนอัสสัมชัญธนบุรี 3D Printer รุ่นที่ได้รับความนิยมในช่วงมัธยมศึกษา

3DD ได้รับเกียรติไปเป็นวิทยากร บรรยายในหัวข้อ กิจกรรมอบรมเชิงปฏิบัติการ 3D Building & Printing ที่ โรงเรียนอัสสัมชัญธนบุรี ซึ่งโครงการอบรมครั้งนี้จะมีการอบรมพื้นฐานการทำงาน พื้นฐานของการสร้างไฟล์ เกี่ยวกับ 3D Printer โดยช่างมืออาชีพของเรา 3DD และวันนี้เราได้นำภาพบรรยากาศมากฝากกันซึ่งในครั้งนี้นับว่าเป็นเกียรติที่ได้มาอบรมให้กับทางคุณครู อาจารย์ของทาง โรงเรียนอัสสัมชัญธนบุรี เพื่อนำไปให้ความรู้และถ่ายทอดไปให้กับทางนักเรียนเป็นลำดับขั้นต่อไป 3DD ได้นำเครื่อง 3D Printer ที่กำลังฮิตและเป็นกระแสอยู๋ตอนนี้มาเป็นตัวอย่าง Flashforge Adventurer 5M 3D Printer
สร้างแท่นตั้งดาบ Katana ด้วย 3D Printer กัน

การทำขาตั้งนั้นจะทำโดยธรรมดาไม่ใช่เรา 3DD ครับ เบื้องต้นเราจะทำเทคโนโลยี 3D Scanner มาใช้ในกระบวณการทำไฟล์ด้วยครับ ครั้งนี้จะใช้ Einstar ในการแสกนดาบของจริง เพื่อนำมาอ้างอิงขนาดกันก่อนครับ หลังจากนั้นจะนำไฟล์ที่ได้ทำการอ้างอิงเพื่อใช้สำหรับสร้างขาตั้งขึ้นมา แล้วนำไปปริ้น และตัดกับเครื่องเลเซอร์ครับ 3D Scanner : Shining3D Einstar ใช้โหมดแสกนสี(Texture) และใช้ Marker ในการเชื่อมต่อผิวครับ จะแสกนทั้งหมด 3
Vending Machine เครื่องหมุนแจกขนมมหัศจรรย์

ในช่วงยุค 90 ปลายเขาสู่ช่วง ยุค 2000 ก็จะมีหลายคนที่จะรู้จักเจ้าเครื่องตู้หยอดเหรียญ ที่จะมีขนม หรือ บางตู้จะเป็นลูกบอลยางสุดฮิตที่เด็กๆ ชอบเล่น ซึ่งในช่วงวัยนั้นก็จะค่อนข้างพบเจอได้บ่อย ตามห้างต่างๆ วันนี้ผมเลยพามาย้อนวันวาน ไปกับเครื่องเล่นหมุนแจกขนมมหัศจรรย์ โดยอันนี้ผมได้สร้างเจ้าเครื่องนี้โดยใช้เครื่องพิมพ์ 3 มิติ ในการพิมพ์ชิ้นงานขึ้นมาครับ หลายคนอาจจะยังไม่รู้หรือสงสัย ว่ามันคือเครื่องอะไร ไปรับชมกันเลยครับ ขั้นตอนที่ 1 1.เริ่มจากออกแบบไฟล์เอง หรือ
Laser Cut Utensil Stand

เครื่องเลเซอร์ นั้นสามารถสร้างของ ไม่ได้เพียงแค่เป็นชิ้นงานที่เป็น 2D เท่านั้น ยังสามารถสร้างที่ชิ้นงานขึ้นมาเป็น วัตถุ อุปกรณ์ โครงสร้างที่ใช้งานได้จริง จากวัสดุต่างๆ ที่เราเลือกใช้ หลายๆ คน หลายๆ ครอบครัว ที่มีเด็ก มีลูก มีหลาน อยู่ในบ้าน ก็อาจจะคุ้นเคย กับของเล่นเด็ก เวลาเล่นทำอาหารหรือ ของเล่นอื่นๆ เป็นต้น วันนี้ผมจะมาทำที่วางอุปกรณ์
Blower Fan form 3D ปล่องพัดลมช่วยดูดอากาศ ดูดควัน

เวลาที่เราใช้เครื่อง Laser หรือทำงานฝีมือต่างๆ ที่อาจจะเกิดควัน หรือกลิ่นนะครับ เราต้องทนสูดดมกลิ่น และควัน แต่หากเพียงเรา ใช้พัดลมดูดควันตัวนี้ก็จะช่วยลด ปัญหาสุขภาพของเราได้ครับ เพราะควันและ กลิ่น อาจจะทำร้ายปอดของเราได้ครับ โดย พัดลมดูดควันนี้มีขั้นตอน และอุปกรณ์ในการทำที่ค่อนข้างง่าย และทำได้เองครับ ใช้เครื่องพิมพ์ 3D ในการช่วยสร้างส่วนประกอบ ไปดูขั้นตอนการทำกันเลยครับ ขั้นตอนที่ 1 เตรียม อุปกรณ์
ป้ายชื่อ เซอร์ไพรส์วันเกิดกับ 3D printer

เนื่องจากใกลัจะช่วงเทศการคริสต์มาส วันขึ้นปีใหม่ เราจะมีการมอบของขวัญ ให้กับคนที่เรารัก ครอบครัว เพื่อน พี่น้อง แต่เราอยากที่จะสร้างสรรค์ ของขวัญที่มีเพียงชิ้นเดียว ในโลกด้วยดารออกแบบของเราเองง่ายๆ เลยครับ วันนี้ผมจะทำป้ายชื่อแบบตั้งโต๊ะ หวานๆ กันครับ ไปดูขั้นตอนการทำกันเลยครับ ขั้นตอนที่ 1 ให้เรา ทำการวาดไฟล์ เตรียมไฟล์จากโปรแกรม ออกแบบ 3D การออกแบบตัวอักษร 3D ผมจะใช้โปรแกรม
onepice 2.5 D by laser

ในปัจจุบันเราจะมีเครื่องมือต่างๆ มากมายในการสร้างสรรค์ ผลงาน ชิ้นงาน 3 มิติ อาทิ เช่น เครื่องพิมพ์ 3 มิติ เครื่องเลเซอร์ 3 มิติ เป็นต้น แต่หากใครมีเครื่องเลเซอร์ ที่เป็นแบบแกะ สลัก 2 มิติ ผมมีวิธีทำให้มันกลายเป็น 2.5 มิติ เกือบ 3
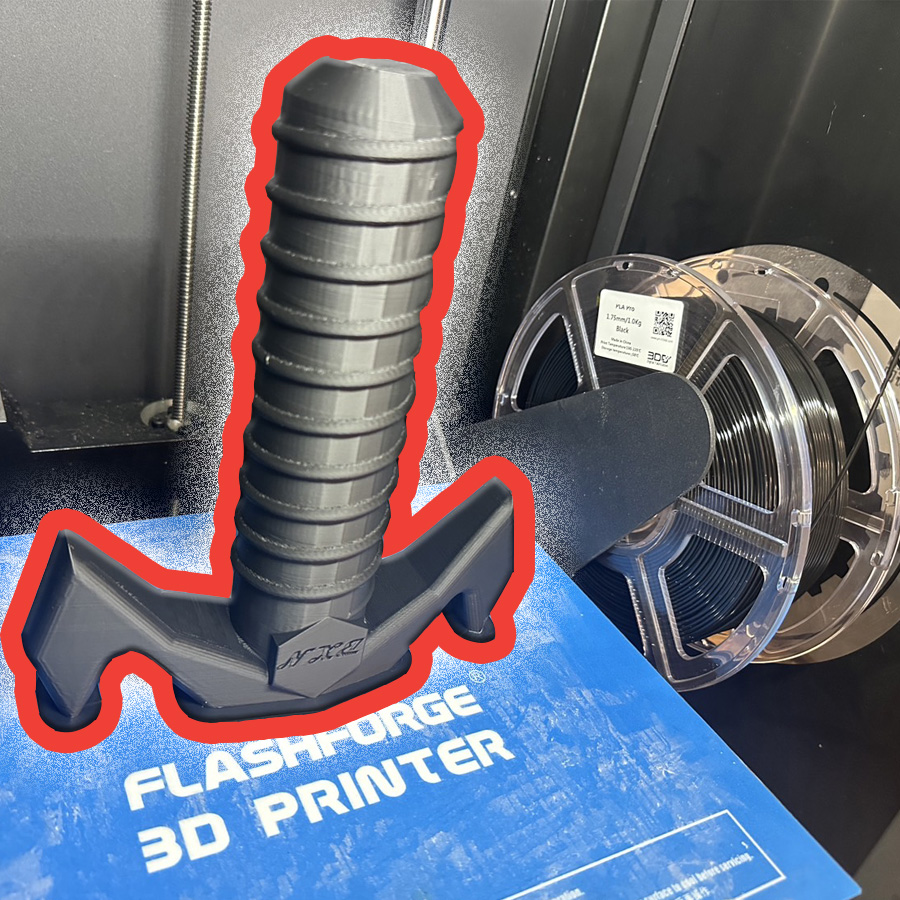
Collapsible Sword ดาบพลาสติกยืดหดได้ทำจาก FDM 3D Printer

วันนี้ 3DD Digital Fabrication มาแชร์ไฟล์สำหรับปริ้นท์งานเล่นๆ แก้เหงา ที่สามารถทำได้เองจาก FDM 3D Printer สำหรับคนที่มีเครื่อง 3D Printer อยู่แล้วหรือว่าต้องการที่จะหา 3D Printer คุณภาพดีดี พิมพ์ได้สวยและรวดเร็ว และในวันนี้เราได้ไปเจอไฟล์ 3 มิติ จากเว๊บไซต์ของ www.thingiverse.com เห็นแล้วมันก็น่าสนใจซะเหลือเกินเพราะเป็นชิ้นงานที่มีความซับซ้อนอยู่ในตัวจะมาทดสอบกันว่าพิมพ์ออกมาได้จริงตามภาพรึเปล่า โดยที่วันนี้พวกเรา 3DD
พิมพ์โมเดล 3 มิติ หมวก Level3 ย้อนวัย PUBG เกมส์อันโด่งดัง

สวัสดีครับ สำหรับเพื่อนๆ ที่หลงใหลเกมส์ PlayerUnknown’s Battlegrounds : PUBG เกมส์อันโด่งดังในยุคสมัย 3-4 ปีที่ผ่านมา วันนี้เรา 3DD Digital Fabrication นำโมเดลฟรีจากเว็บ Thingiverse มาพิมพ์ กับเครื่องพิมพ์ 3 มิติ โมเดลตัวอย่างที่เราจะมาพิมพ์กันวันนี้จะมี 3 ชิ้นด้วยกันคือ หมวก Level
Flashprint 5.7.0 Updated มีอะไรใหม่บ้าง

หลังจากFlashprintได้อัพเดทเป็นเวอร์ชั่น5กันมาได้ประมาณปีได้แล้ว แต่ทางFlashforge ยังคงทำการอัพเดทโปรแกรมอย่างต่อเนื่องเพื่อเพิ่มขีดความสามารถของเครื่องพิมพ์ของFlashforgeให้สูงขึ้น พิมพ์งานได้ดีขึ้น ใช้งานได้สนุกสนานมากขึ้นไปอีก การอัพเดทเบื้องต้น การเพิ่มเครื่องรุ่นใหม่ๆที่กำลังจะเปิดตัวให้ๆด้ทดลองใช้กัน -Adventurer 4 Pro -Adventurer 3 Pro V2 -Guider3 Ultra การเพิ่มลูกเล่นสสำหรับสาย Expert สำหรับBasic mode หรือโหมดการพิมพ์อย่างง่ายนั้นยังไม่มีการเปลี่ยนแปลงใดๆ แต่จะมีเพียงแค่การปรับParameterของMaterial Profile เท่านั้น แต่สำหรับโหมดของ
APPLE WATCH ULTRA : Stand Charging

สำหรับวันนี้ 3DD เราจะพามาทำ แท่นชาร์ท APPLE WATCH ULTRA เท่ๆ แบบดุดันกันครับ โดยที่ Content ของเราวันนี้จะไปทางการโหลดไฟล์จากเว๊ปไซต์ THINGIVERSE เป็นเว๊บไซต์ที่นักออกแบบทั่วโลกมาแชร์ผลงานให้ผู้คนทั่วไปสามารถโหลดงานและใช้ FDM 3D Printer ระบบเส้นพลาสติก ขึ้นรูปได้ตามต้องการ วันนี้เราจะมาปริ้นท์งานเพื่อเป็นเครื่องประดับตกแต่งห้องกันครับ ก่อนอื่นเลยโหลดไฟล์งานจาก THINGIVERSE ก่อนครับ และพิมพ์ว่า Apple
ทาสแมว

สวัสดีพี่น้องชาว 3D วันนี้ทางเรามีไอเดียเจ๋งๆมาให้สำหรับคนที่เป็นทาสแมวกันครับบ้างคนไม่ตื่นเต้นที่ต้องสั่งของใช้ให้แมวตัวเอง.แต่อยากทำของใช้ให้แมวตัวที่เรารักวันนี้เราจะเสนอไอเดียให้ก็คือทำที่ให้อาหารแมวด้วยเครื่องปริ้น 3 มิติ สำหรับเครื่องที่ใช้ในการปริ้นงานจะเป็นเครื่อง Craetor 4 ขนาดในการทำงานของเครื่องพิมพ์ได้ใหญ่ 400 x 350 x 500mm / พิมพ์ที่ความละเอียด 50Micron – 400Micron วัสดุที่รองรับ: เส้นพลาสติก PC / PA /
ของเล่น จากเครื่องพิมพ์ 3มิติ

สวัสดีครับ วันนี้กลับมาพบกันอีกครั้ง มาพร้อมกับ ไอเดียดีๆ ให้พ่อ แม่ ผู้ปกครอง หรือ ผู้ผลิต และผู้ประกอบการ ได้รู้จักกับเครื่องพิมพ์ 3มิติ ที่รังสรรค์ สร้างสรรค์ชิ้นงานต่างๆ ที่สามารถ นำไปใช้จริง เกิดประโยชน์มากมาย กับทุกวงการ ไม่ว่าจะ บุคคลทั่วไป บริษัท โรงงานอุตสาหกรรม และ ในวงการแพทย์ เป็นต้น
แจกไฟล์ 3D Printer : Infinity Gauntlet ถุงมือ Thanos เอาไว้เก็บเครื่องประดับกัน

สำหรับการนำโมเดล 3 มิติ Infinity Gauntlet หรือถุงมือทานอส อัญมณีทั้ง 6 มาตกแต่งบ้าน ห้องนั่งเล่น ใช้แขวนเครื่องประดับถือว่าเป็นอีกทางเลือกหนึ่ง วันนี้เรานำไฟล์ Infinity Gauntlet หรือถุงมือ Thanos เป็นไฟล์ .STL สำหรับใช้กับเครื่องพิมพ์ 3 มิติ ไฟล์ทั้งหมดนี้จะอยู่ใน Thingiverse ตามรูปด้านล่างเลย เพื่อนๆสามารถดูบทความเพิ่มเติมเกี่ยวกับ
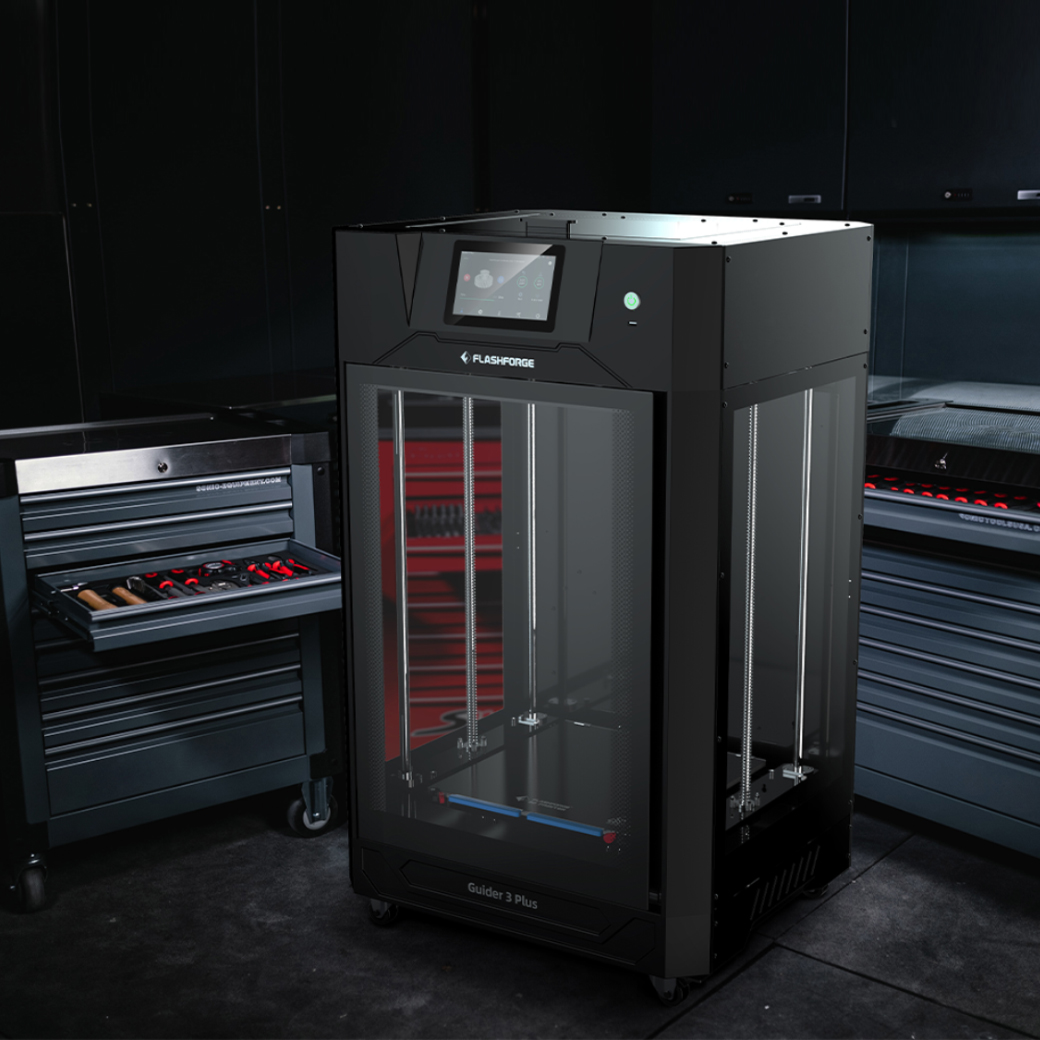
แกะกล่องใช้งานครั้งแรก 3D Printer Flashforge Guider3 plus

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Guider 3 Plus ซึ่งเป็นเครื่องพิมพ์ 3 มิติ FDM/FFF รุ่นล่าสุดของ Flashforge เป็นเครื่องที่เปิดตัวเมื่อไม่นาน และทางเราได้นำเครื่องไปโชว์ในงานจัดแสดงสินค้า Metalex 2022 ที่ไบเทคบางนา และภายในบทความนี้จะเป็นการ Unboxing & First Print Unboxing Flashforge Guider 3 Plus ลักษณะการมาถึงของ Guider