
บริษัท ที.ดับบลิว.ไอ. จำกัด (T.W.I. COMPANY LIMITED) เป็นผู้นำด้านการผลิตบรรจุภัณฑ์พลาสติกและบรรจุภัณฑ์กระดาษสำเร็จรูป โดยดำเนินธุรกิจโรงงานขึ้นรูปพลาสติกในจังหวัดสมุทรปราการ ข้อมูลธุรกิจและผลิตภัณฑ์ ประเภทธุรกิจ: การผลิตบรรจุภัณฑ์พลาสติกด้วยระบบขึ้นรูปสุญญากาศ (Vacuum Forming) และผลิตภัณฑ์กระดาษ ตัวอย่างสินค้า: ถ้วยพลาสติก, ถาดพลาสติก, แก้วพลาสติก, ถ้วยกระดาษ และแก้วกระดาษ วัตถุดิบที่ใช้: พลาสติกประเภท PS, PVC, PP,
Tag: [Architect Solutions]
บทความข้อมูล การประยุกต์ใช้ 3D Printer,3D Scanner, Laser Cutter มาใช้กับการออกแบบเชิงสถาปัตย์ การสร้างโมเดลบ้าน เฟอร์นิเจอร์ ออกแบบผลิตภัณ รวมถึงเทคโลยีใหม่ๆการสร้างบ้านโดยใช้ 3D Printer ฉีดซีเมนขึ้นรูป
ขอขอบพระคุณ “คณะมัณฑนศิลป์ มหาวิทยาลัยศิลปากร วังท่าพระ” ที่ไว้วางใจเลือกใช้เครื่องพิมพ์ 3 มิติจาก Print3dd
คณะมัณฑนศิลป์ มหาวิทยาลัยศิลปากร วิทยาเขตวังท่าพระ ตั้งอยู่ตรงข้ามพระบรมมหาราชวัง เป็นคณะวิชาด้านศิลปะและการออกแบบชั้นนำของประเทศไทย ก่อตั้งขึ้นเมื่อปี พ.ศ. 2499 โดยมีศาสตราจารย์ศิลป์ พีระศรี เป็นผู้ริเริ่มและรักษาการคณบดีคนแรก หลักสูตรปริญญาตรีที่เปิดสอน ปัจจุบันคณะมัณฑนศิลป์เปิดสอนในระดับปริญญาตรี (หลักสูตรศิลปบัณฑิต ศล.บ.) ทั้งหมด 7 สาขาวิชา ดังนี้: การออกแบบภายใน (Interior Design) การออกแบบนิเทศศิลป์ (Visual Communication
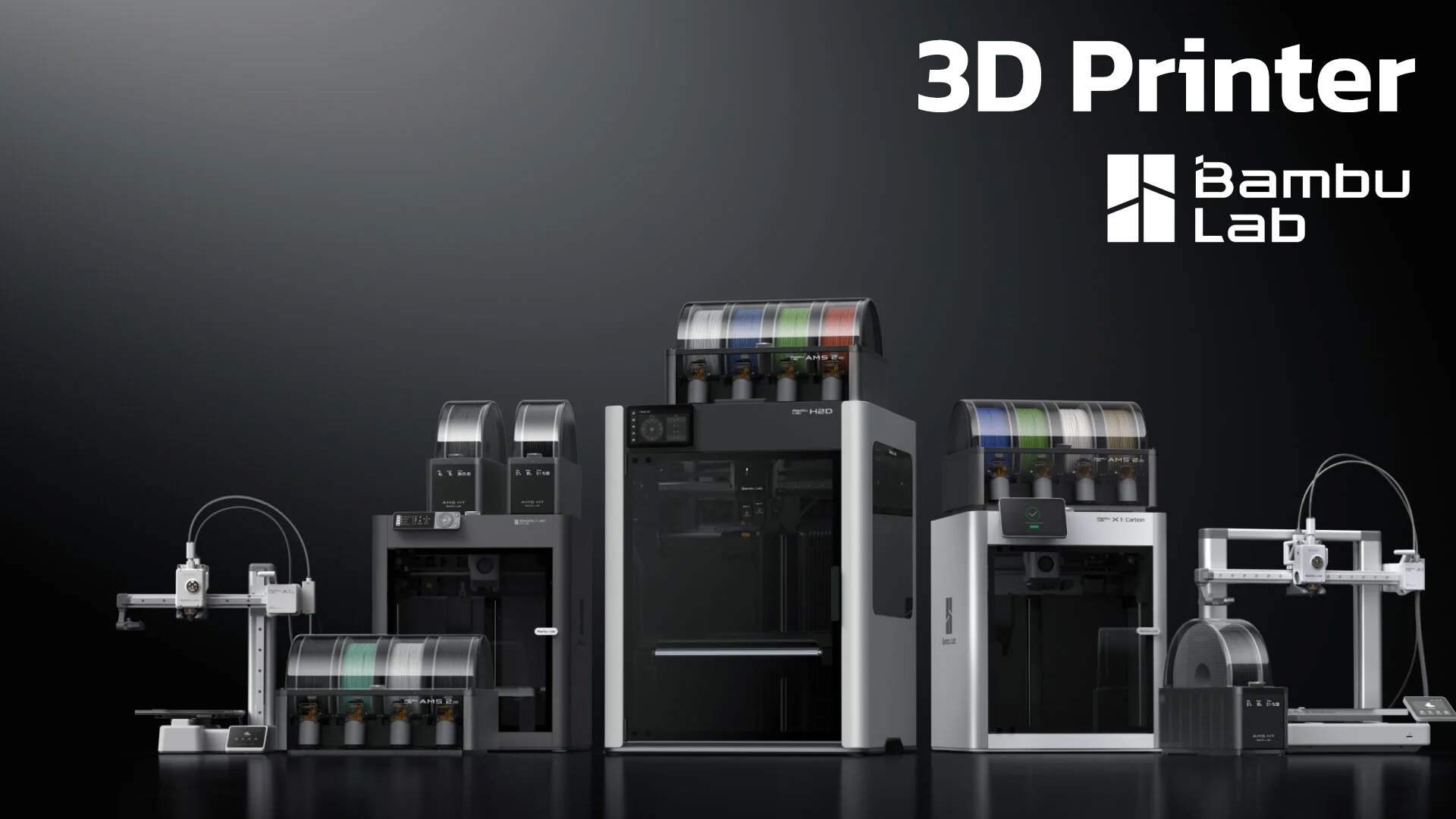
อัพเดตเครื่องพิมพ์ Bambu lab ที่ใช้งานง่ายสำหรับมือใหม่ ใครไม่อยากพลาดต้องอ่าน !!!

สวัสดีครับ วันนี้เรา 3DD จะกลับมาพาทุกคนไปรู้จักกับเครื่องพิมพ์ 3D แบบฉบับตัวเริ่มต้นใช้งานง่าย User หลายๆ ท่าน อาจจะรู้จักอยู่แล้ว หรือเคยได้ยินมาบ้างสำหรับ เครื่องพิมพ์ 3D แบรนด์ Bambu lab มีหลายคนที่กำลังศึกษา ถึงความคุ้มค่าในการนำไป ใช้งาน เพื่อสร้างรายได้ หรือ เพื่อเป็นงานอดิเรกก็ตาม เราไปดูข้อมูล รุ่นที่เราจะมาแนะนำกันในวันนี้เลยดีกว่าครับ เริ่มต้นกันที่ตัวแรก
ขอขอบคุณ : มหาวิทยาลัยเทคโนโลยีราชมงคลศรีวิชัย

มหาวิทยาลัยเทคโนโลยีราชมงคลศรีวิชัย (มทร.ศรีวิชัย / RUTS) เป็นสถาบันอุดมศึกษาของรัฐในประเทศไทยที่มุ่งเน้นการจัดการศึกษาและวิจัยด้านวิทยาศาสตร์ เทคโนโลยี และการบริการ มีศูนย์กลางอธิการบดีตั้งอยู่ที่จังหวัดสงขลา โดยแยกตัวมาจากสถาบันเทคโนโลยีราชมงคลเมื่อปี พ.ศ. 2548 ปัจจุบันมีการจัดการเรียนการสอนครอบคลุมพื้นที่ 3 จังหวัดในภาคใต้ แบ่งออกเป็นวิทยาเขตและพื้นที่ต่างๆ ดังนี้ครับ พื้นที่และวิทยาเขต (Campuses) วิทยาเขตสงขลา (ศูนย์กลาง): ตั้งอยู่เลขที่ 1 ถนนราชดำเนินนอก ต.บ่อยาง อ.เมือง
ขอขอบคุณ : บริษัท พีเค โกล เทคโนโลยี จำกัด ที่ได้ซื้อเครื่อง 3DScanner, 3DprinterFDM และ Laser Machine CO2

บริษัท พีเค โกล เทคโนโลยี จำกัด จะทำธุรกิจเกี่ยวกับด้าน เครื่องมือและอุปกรณ์ทางการแพทย์ , เทคโนโลยีเพื่อการศึกษา (Didactic) : ติดต่อเข้ามาที่ 3DD เพื่อต้องการสร้างศูนย์การเรียนรู้สำหรับเครื่องพิมพ์ 3 มิติ เครื่องเลเซอร์และเครื่องสแกนเนอร์ ทางเรา 3DD จึงทำการแนะนำพร้อมจัดส่งและติดตั้งดังนี้ เครื่องมือและอุปกรณ์ทางการแพทย์: เป็นธุรกิจหลักที่จดทะเบียนนิติบุคคล โดยทำหน้าที่นำเข้าและส่งออกเครื่องมือแพทย์ อุปกรณ์ทางการแพทย์ทุกชนิด รวมถึงการขายส่งสินค้าทางเภสัชภัณฑ์และทางการแพทย์ เทคโนโลยีเพื่อการศึกษา (Didactic): บริษัทมีอีกด้านที่เน้นเกี่ยวกับการจัดจำหน่ายชุดทดลองและ
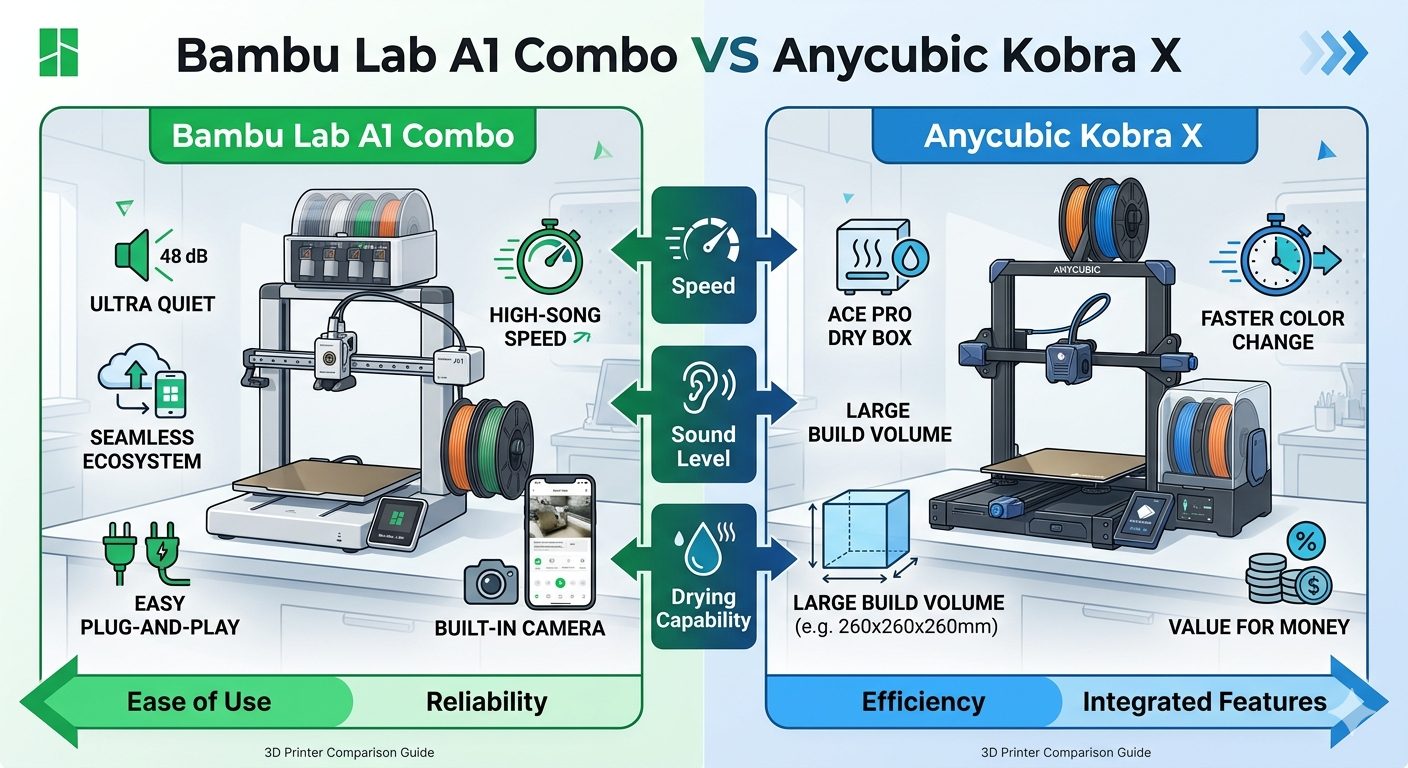
แนะนำการเลือกเครื่องพิมพ์สามมิติ รุ่นเริ่มต้นราคาหลักหมื่น

การเปรียบเทียบระหว่าง Bambu Lab A1 Combo และ Anycubic Kobra X (รุ่นใหม่ปี 2026) ถือเป็นการชกข้ามรุ่นที่น่าสนใจมาก เพราะ Anycubic ได้ออกแบบ Kobra X มาเพื่อท้าชนกับ A1 โดยเฉพาะด้วยเทคโนโลยีการสลับสีที่ “อยู่ในหัวพิมพ์” ซึ่งต่างจากระบบเดิมๆ ครับ เรามาเริ่มต้นกันเรียนรู้ข้อมูลเกี่ยวกับเครื่อง Bambu
ขอขอบคุณ บริษัท เอเบิล อินดัสตรีส์ จำกัด กับครื่อง Laser Co2 Ray6
บริษัท เอเบิล อินดัสตรีส์ จำกัด (Able Industries Co., Ltd.) ดำเนินธุรกิจหลักด้านการผลิตและจำหน่ายท่อเหล็กเหนียว (Steel Pipes) และอุปกรณ์ประกอบท่อขนาดใหญ่ รวมถึงการให้บริการด้านระบบน้ำประปาครบวงจร ได้นำเครื่องเลเซอร์ Co2 มามีส่วนช่วย ในการทำงานให้หลากหลายและตอบโจทย์มากขึ้น ทั้งนี้ในกรณี เคสนี้จะเริ่มจากลูกค้า ได้โทรมาสอบถาม การใช้งาน และไ้ด้แนะนำ ติดต่อเอาชิ้นงานเข้ามาทดลอง เครื่อง Laser
ขอขอบคุณ กรมแผนที่ทหาร กับ 3D Printer Large Size พิมพ์ขนาดได้ถึง 60*60*60 cm เหมาะกับหลายอุตสาหกรรม

เมื่อไม่นานนี้ 3DD ได้ทำการส่งมอบสินค้า 3D Printer ขนาดใหญ่ FullScale Max 660 Pro ให้กับทาง กรมแผนที่ทหาร (Royal Thai Survey Department) สังกัดกองบัญชาการกองทัพไทย มีภารกิจหลักในการดูแลงานด้านแผนที่และข้อมูลภูมิสารสนเทศของประเทศเพื่อความมั่นคงและการพัฒนา โดยมีหน้าที่สำคัญ ดังนี้: การสำรวจและจัดทำแผนที่: ดำเนินการสำรวจทั้งทางพื้นดินและทางอากาศ เพื่อผลิตแผนที่ภูมิประเทศ (โดยเฉพาะมาตราส่วนมาตรฐาน 1:50,000 และ 1:250,000)
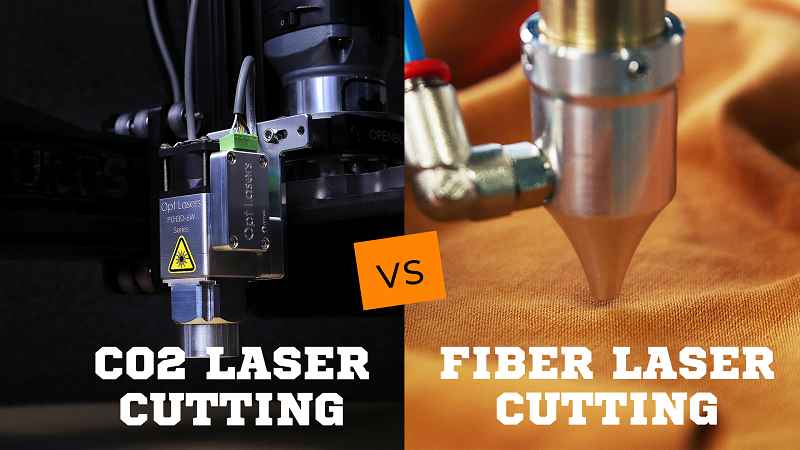
เจาะลึกผลลัพธ์: เลือกเครื่องเลเซอร์ประเภทไหน ให้งานออกมาปังที่สุด?

การเลือกเครื่องเลเซอร์ให้ถูกประเภท ไม่ได้ช่วยแค่ให้งานเสร็จ แต่คือการสร้าง “ความได้เปรียบทางการแข่งขัน” ในปี 2026 ครับ 1. Fiber Laser (ไฟเบอร์เลเซอร์) – ราชาแห่งงานโลหะ ผลลัพธ์ที่ได้: รอยตัดคมกริบ เรียบเนียน ไม่ต้องขัดซ้ำ สามารถตัดวัสดุที่มีค่าการสะท้อนแสงสูงได้ดี ประโยชน์ต่อธุรกิจ: ลดต้นทุนค่าแรง: ตัดเสร็จแล้วส่งงานได้ทันที ไม่ต้องมีแผนกขัดแต่งรอยไหม้ งานชิ้นส่วนยานยนต์ EV: รองรับการตัดทองแดงและอลูมิเนียมสำหรับแบตเตอรี่รถไฟฟ้า งานตกแต่งภายใน: ตัดแผ่นสแตนเลสฉลุลาย (Façade) ได้อย่างรวดเร็วและแม่นยำระดับมิลลิเมตร
เจาะลึกเทคโนโลยีเครื่องเลเซอร์ 2026: ก้าวสู่ยุค Smart & Green Manufacturing อย่างเต็มตัว

ในปี 2026 นี้ เครื่องเลเซอร์ไม่ได้เป็นเพียง “เครื่องมือตัด” อีกต่อไป แต่ได้กลายเป็น “ระบบอัจฉริยะ” ที่สามารถคิดและตัดสินใจได้เอง บทความนี้จะสรุปความเปลี่ยนแปลงสำคัญที่คุณต้องรู้ เพื่อให้การลงทุนในเครื่องเลเซอร์ของคุณในปีนี้คุ้มค่าและทันสมัยที่สุด 1. ยุคแห่ง AI และ Automation แบบ 100% ในปี 2026 เทคโนโลยี AI-Integrated Laser Systems ได้กลายเป็นมาตรฐานใหม่: Self-Optimizing: เครื่องสามารถปรับความเร็วและกำลังเลเซอร์ได้เองแบบ Real-time ตามความหนาและความหนาแน่นของวัสดุที่ตรวจพบ
Elegoo Orange Storm Giga เครื่องพิมพ์งานไซส์ใหญ่!! กับงานพิมพ์ป้ายร้าน 3DD

ทุกวันนี้งานพิมพ์โมเดล 3 มิติด้วยเครื่อง 3D Printer ถ้าเป็นเรื่องการจัดการที่ง่าย วัสดุที่ถูก ก็ต้องยกให้เครื่องพิมพ์ระบบ FDM หรือการพิมพ์แบบฉีดเส้นพลาสติก แต่จุดอ่อนของเครื่องพิมพ์แบบ FDM นั่นก็คือเรื่องของการพิมพ์ โมเดลขนาดใหญ่ ที่จะพิมพ์ทีมักจะมีการเตรียมโมเดลที่ยุ่งยาก ไม่ว่าจะเป็นเครื่องพิมพ์ระบบ FDM หรือระบบ Resin ต่างก็ต้องตัดแยก ชิ้นส่วน สร้างจ๊อยเพื่อเชื่อมต่อต่างๆ จัดวางให้ดีและพิมพ์ จนถึงการนำมาประกอบกัน สำหรับเครื่องพิมพ์ระบบ
3 วิวัฒนาการของการสแกน 3 มิติแบบไร้สาย และวิธีที่ SHINING 3D ก้าวขึ้นเป็นผู้นำเทคโนโลยี

จากจุดเริ่มต้นในยุคโมดูล Wi-Fi สู่ระบบที่ทำงานได้อย่างอิสระโดยสมบูรณ์ ร่วมสำรวจวิวัฒนาการของการสแกน 3 มิติแบบไร้สาย และวิธีที่ SHINING 3D กำลังกำหนดบรรทัดฐานใหม่แห่งอนาคต ทำไมเทคโนโลยีไร้สายถึงกลายเป็นเทรนด์หลักของอุตสาหกรรม คำอธิบายเพิ่มเติมตามบริบทของเครื่องสแกน 3 มิติ:สาเหตุที่ระบบไร้สาย (Wireless) กำลังเป็นที่นิยมในปี 2569 มีดังนี้ครับ อิสระในการเคลื่อนที่ (Mobility): ช่วยให้ผู้ใช้งานสามารถเดินสแกนรอบวัตถุขนาดใหญ่ (เช่น เครื่องบินหรือเครื่องจักร) ได้โดยไม่มีสายเคเบิลมาพันตัวหรือจำกัดระยะทาง ความคล่องตัวในหน้างาน (Portability): ลดภาระในการขนย้ายอุปกรณ์คอมพิวเตอร์และสายไฟจำนวนมาก
วิธีเลือกเครื่องสแกน 3 มิติที่เหมาะสมที่สุดสำหรับอุตสาหกรรมและการใช้งานของคุณ

วิธีเลือกเครื่องสแกน 3 มิติที่เหมาะสมที่สุดสำหรับอุตสาหกรรมและการใช้งานของคุณ คู่มือฉบับนี้จะเจาะลึกองค์ประกอบสำคัญของเทคโนโลยีการสแกน 3 มิติ รวมถึงการประยุกต์ใช้งาน และปัจจัยสำคัญที่ต้องพิจารณา เพื่อช่วยให้คุณตัดสินใจเลือกสิ่งที่ตอบโจทย์ความต้องการเฉพาะด้านได้อย่างแม่นยำ ในโลกยุคดิจิทัลปัจจุบัน เทคโนโลยีการสแกน 3 มิติ (3D scanning) ได้กลายมาเป็นเครื่องมือสำคัญสำหรับหลากหลายอุตสาหกรรม ตั้งแต่ภาคการผลิตและการดูแลสุขภาพ ไปจนถึงการอนุรักษ์ทางวัฒนธรรมและโลกเสมือนจริง (Virtual Reality) ด้วยความสามารถในการบันทึกข้อมูลทางเรขาคณิตที่ละเอียดแม่นยำ เทคโนโลยีนี้จึงช่วยเร่งกระบวนการทำงานให้รวดเร็วยิ่งขึ้น เพิ่มความเที่ยงตรง และขับเคลื่อนการดำเนินงานให้มีประสิทธิภาพสูงสุด อย่างไรก็ตาม
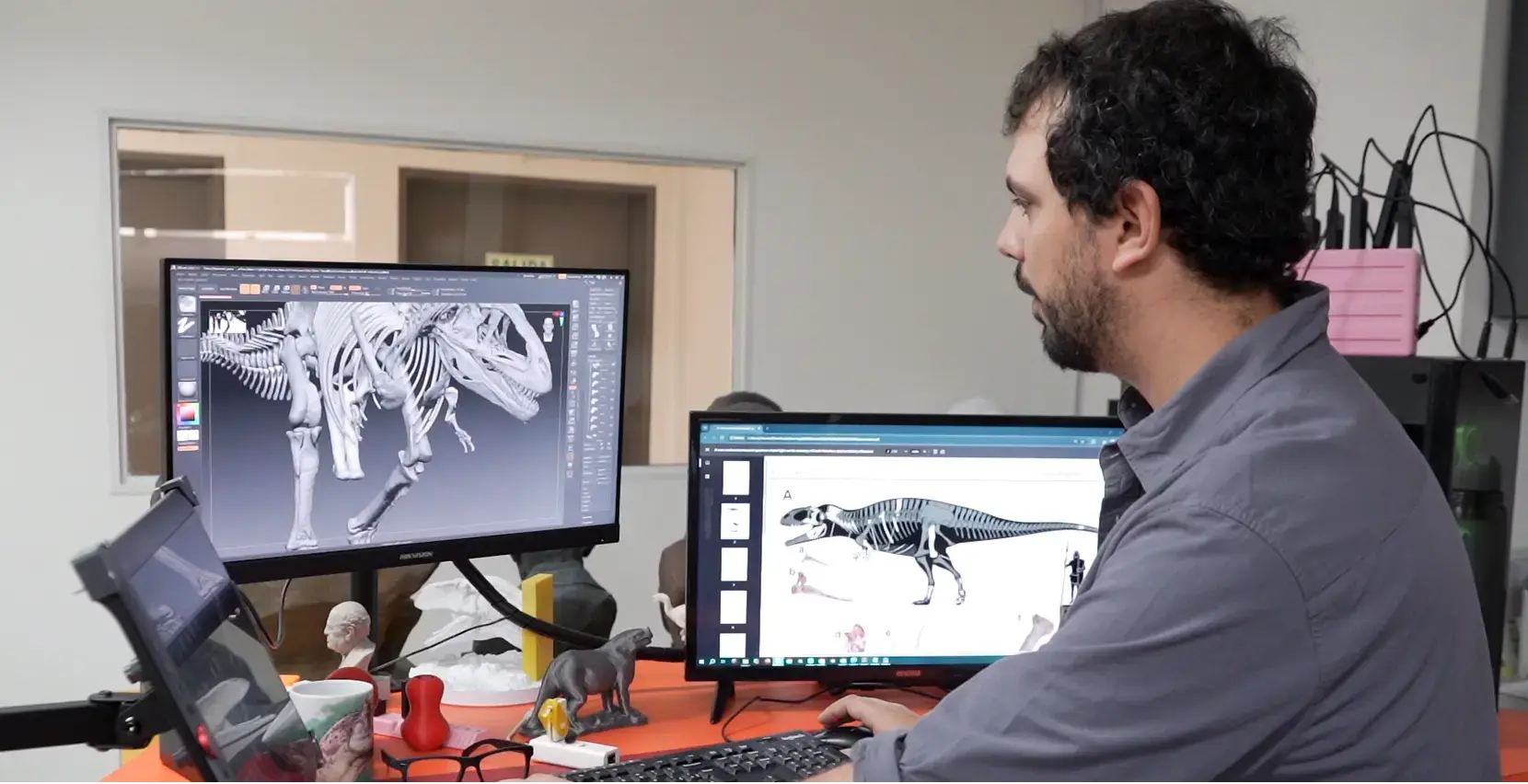
เทคโนโลยีสามมิติ (3D) ช่วยให้นักบรรพชีวินวิทยา (Paleontologists) สร้างแบบจำลองไดโนเสาร์จากฟอสซิลได้
 ช่วยให้นักบรรพชีวินวิทยา (Paleontologists) สร้างแบบจำลองไดโนเสาร์จากฟอสซิลได้")
ค้นพบวิธีการที่นักบรรพชีวินวิทยาใช้เทคโนโลยีการสแกนและพิมพ์แบบ 3 มิติ เพื่อสร้างแบบจำลองดิจิทัลของ Taurovenator ซึ่งเป็นสัตว์นักล่าในยุคครีเทเชียสจากอาร์เจนตินา ซึ่งเป็นการพัฒนาที่ล้ำสมัยในการวิจัยและอนุรักษ์ซากดึกดำบรรพ์ “Taurovenator violantei” คือไดโนเสาร์กินเนื้อขนาดใหญ่จากยุคครีเทเชียสตอนปลายในประเทศอาร์เจนตินา การค้นพบของมันไม่เพียงช่วยเพิ่มพูนความเข้าใจของเราเกี่ยวกับไดโนเสาร์เทอโรพอดในทวีปอเมริกาใต้ แต่ยังกลายเป็นตัวอย่างสำคัญของการบูรณาการระหว่างวิชาบรรพชีวินวิทยาเข้ากับเทคโนโลยี 3 มิติที่กำลังพัฒนา ในช่วงไม่กี่ปีที่ผ่านมา นักวิจัยได้ใช้เทคนิคการสแกนและพิมพ์แบบ 3 มิติ เพื่อสร้างแบบจำลองดิจิทัลและจำลองโครงกระดูกจริงขึ้นมา ซึ่งช่วยพัฒนาทั้งงานวิจัย การอนุรักษ์ และการสื่อสารทางวิทยาศาสตร์สู่สาธารณะ “Taurovenator” (ชื่อสกุลที่มีความหมายว่า “นักล่ากระทิง”)
แรงบันดาลใจจากซีรีย์ สู่ชีวิตจริง 3DPrinter

สำหรับแฟน ๆ ของ The Witcher ไม่ว่าจะเป็นจากเกมยอดนิยมหรือซีรีส์ทาง Netflix เราทุกคนต่างหลงใหลในบรรยากาศแฟนตาซีที่เข้มข้น ตัวละครที่มีเสน่ห์ และที่ขาดไม่ได้คืออุปกรณ์คู่กายของเกรอลท์ ออฟ ริเวีย (Geralt of Rivia) อย่างตราสัญลักษณ์หมาป่า (Wolf Medallion) หรือดาบทั้งสองเล่มของเขา ความอยากที่จะได้ครอบครองของที่ระลึกเหล่านี้ไม่ใช่เรื่องแปลก และด้วยเทคโนโลยีการพิมพ์ 3 มิติ ความอยากนั้นก็สามารถกลายเป็นจริงได้ง่ายกว่าที่คิด บทความนี้คือคู่มือสำหรับวิชเชอร์มือใหม่ทุกคน
ขอขอบคุณ : บริษัท เคพี ฟอร์มมิ่ง จำกัด กับเครื่อง Elegoo OrangeStorm Giga

บริษัท เคพี ฟอร์มมิ่ง จำกัด เป็นบริษัทที่เปิดดำเนินงานทางด้านการผลิตชิ้นงานโลหะ และแม่พิมพ์ปั๊มขึ้นรูปโลหะ ด้วยช่างและวิศวกรที่มีความชำนาญ พร้อมด้วยเครื่องจักรที่ทันสมัย โดยเป็นงานที่ผลิต ตามความต้องการและแบบของลูกค้า เมื่อไม่นานมานี้ทางเราได้รับการสอบถามเข้ามาจาก บริษัท เคพี ฟอร์มมิ่ง จำกัด เกี่ยวกับเครื่องพิมพ์ 3 มิติ ที่คุณภาพสูง พิมพ์ได้ใหญ่แบบใหญ่มากๆ ราคาไม่สูงมาก จึงได้นำเสนอ Elegoo OrangeStorm Giga
เคลียร์คำถาม เครื่องพิมพ์รุ่นไหนเหมาะกับใคร และทำไม!

โลกของการพิมพ์สามมิติเติบโตเหมือนสวนที่ไม่มีวันหยุดผลิบาน ทุกปีมีเครื่องรุ่นใหม่ไอเดียบรรเจิดผุดขึ้นมาให้ผู้ใช้เลือกกันจนตาลาย บางคนเพิ่งเริ่มลองพิมพ์ตัวฟิกเกอร์เล็กๆ บนโต๊ะทำงาน ส่วนอีกหลายคนกำลังใช้เครื่อง 3D เพื่อสร้างผลงานต้นแบบสำหรับธุรกิจของตัวเอง Bambu Lab กลายเป็นหนึ่งในค่ายที่ถูกพูดถึงมากที่สุด ด้วยความคมในการออกแบบ ประสิทธิภาพที่เกินตัว และฟีเจอร์แบบอัตโนมัติที่ทำให้ผู้ใช้ยิ้มได้แทบทุกครั้งที่กดปุ่มพิมพ์ วันนี้ Print3DD จะมาบอกวิธีการเลือกเครื่องที่เหมาะกับตัวเองจึงสำคัญเหมือนเลือกคู่หูในการผจญภัย คุณต้องรู้ว่าคุณกำลังจะเดินทางแบบไหน ต้องการความรวดเร็ว ความละเอียด หรือพื้นที่ที่ใหญ่ขึ้น เครื่องแต่ละรุ่นของ Bambu Lab ถูกออกแบบให้ตอบโจทย์ผู้ใช้ต่างระดับ ตั้งแต่มือใหม่ที่อยากทดลองความคิดสร้างสรรค์
10 โปรแกรมจัดการ Point Cloud ระดับมืออาชีพ

การสแกนด้วยเทคโนโลยี LiDAR และการสร้าง Point Cloud กำลังได้รับความนิยมอย่างกว้างขวางในหลายวงการ ไม่ว่าจะเป็นงานก่อสร้าง วิศวกรรม สถาปัตยกรรม การสำรวจภูมิประเทศ ไปจนถึงงานอนุรักษ์โบราณสถานและการพัฒนาเมืองดิจิทัล ข้อมูล Point Cloud เปรียบเสมือน “ร่างสามมิติของโลกจริง” ที่ประกอบด้วยจุดข้อมูลนับล้านจุด ซึ่งต้องการซอฟต์แวร์เฉพาะในการจัดการ วิเคราะห์ และนำไปใช้งานต่อได้อย่างมีประสิทธิภาพ บทความนี้ได้รวบรวม 10 โปรแกรมจัดการ Point Cloud ที่น่าสนใจ
Eagle LiDAR Scanner ผู้ช่วยสำคัญในการตกแต่งภายในและปรับปรุงพื้นที่

ในโลกของงานตกแต่งและปรับปรุงพื้นที่ ความแม่นยำและความรวดเร็วในการสำรวจถือเป็นหัวใจสำคัญ Eagle LiDAR Scanner ได้เข้ามาเป็นเครื่องมือที่ช่วยให้การทำงานด้านนี้สะดวกขึ้นอย่างก้าวกระโดด ด้วยเทคโนโลยีการสแกนแบบ LiDAR ที่สามารถเก็บรายละเอียดของพื้นที่ได้ครบถ้วนและแม่นยำในระดับเซนติเมตร นักออกแบบและผู้รับเหมาสามารถใช้ Eagle สแกนพื้นที่ภายในทั้งหมด ไม่ว่าจะเป็นผนัง เพดาน พื้น ไปจนถึงเฟอร์นิเจอร์เดิม เพื่อสร้าง Point Cloud ที่สะท้อนขนาดจริงของสถานที่ ข้อมูลนี้สามารถนำไปประมวลผลในซอฟต์แวร์อย่าง AutoCAD, Revit หรือ SketchUp
ขอขอบคุณ : บริษัท วายทูเจ แมชชีนเนอรี่ จำกัด กับเครื่อง 3D Scanner Creality Raptor X

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
บริษัท วายทูเจ แมชชีนเนอรี่ จำกัด ประกอบเครื่องจักรกลที่ใช้ในการผลิตน้ำตาลหรือการผลิตเครื่องจักรอื่นๆที่ใช้ในทางการเกษตรและการป่าไม้ ทั้งนี้ยังได้ส่งเสริมการเรียนรู้ โดยร่วมมือกับแผนกงานที่เกี่ยวข้องทำหลักสูตร ช่างกลเกษตร แบบทวิภาคี สร้างคนสู่งาน ที่มีความรู้ความสามารถทางด้านเครื่องจักรกลเกษตรในไร่อ้อยทั้งงานก่อนการเก็บเกี่ยวและหลังการเก็บเกี่ยว เมื่อไม่นานมานี้เราได้รับการสอบถามเข้ามาจาก บริษัท วายทูเจ แมชชีนเนอรี่ จำกัด เกี่ยวกับเครื่องสแกนเนอร์ที่คุณภาพสูง Wireless ไร้สาย สามารถประมวลผลบนเครื่องได้เลย หรือไปสแกนเก็บมาก่อน แล้วค่อยกลับมา Process ในคอมพิวเตอร์ พกพาง่าย