

ใครที่อยากจะเข้าวงการ 3D Print คำถามที่มักสงสัยอันดับแรก หรือจะเรียกว่าเป็นความกังวลแรกๆเลยก็ว่าได้ นั่นก็คือคำถามที่ว่า กว่าจะผลิตชิ้นงานโมเดลของตัวเองได้เนี่ยมันยากมั้ย? ซึ่งเวลาที่เราเจอ คำถามแบบนี้นะครับ เราก็มักจะตอบลูกค้าไปเหมือนกันๆว่าที่จริงแล้วขั้นตอนการพิมพ์นั้นไม่ได้ยากเลย และทุกคนเมื่อนเรียนรู้ก็สามารถทำได้ในเวลาอันสั้นแน่นนอน แต่ส่วนที่ยากจริงๆมันอยู่ที่ ” การสร้างไฟล์ 3มิติ “ มากกว่า หรือก็คือข้อมูลดิจิทัลที่บ่งบอกลักษณะ 3 มิติของวัตถุที่เราต้องการสร้างขึ้นมาด้วยเครื่องพิมพ์นั่นเอง จริงอยู่ที่ปัจจุบันผู้ผลิต 3D Printer ก็พยายามอุด Pain
Tag: [Education Solutions]
บทความ ข่าวสาร ใช้ 3D Printer, Scanner, Laser ในการศึกษา STEM, Fablabs, Maker Space เพื่อให้นักเรียนคิดสร้างสรรค์ ออกแบบเอง ทำงานร่วมกับ Robot ทันต่อการเปลี่ยนแปลง ของโลก AI
ขอขอบคุณ บริษัท ที.ดับบลิว.ไอ จำกัด กับ 3D Printer ที่มีความละเอียดสูง SLA กับเครื่อง Saturn 4 Ultra 16k + wash&Cure
บริษัท ที.ดับบลิว.ไอ. จำกัด (T.W.I. COMPANY LIMITED) เป็นผู้นำด้านการผลิตบรรจุภัณฑ์พลาสติกและบรรจุภัณฑ์กระดาษสำเร็จรูป โดยดำเนินธุรกิจโรงงานขึ้นรูปพลาสติกในจังหวัดสมุทรปราการ ข้อมูลธุรกิจและผลิตภัณฑ์ ประเภทธุรกิจ: การผลิตบรรจุภัณฑ์พลาสติกด้วยระบบขึ้นรูปสุญญากาศ (Vacuum Forming) และผลิตภัณฑ์กระดาษ ตัวอย่างสินค้า: ถ้วยพลาสติก, ถาดพลาสติก, แก้วพลาสติก, ถ้วยกระดาษ และแก้วกระดาษ วัตถุดิบที่ใช้: พลาสติกประเภท PS, PVC, PP,
ขอขอบพระคุณ “คณะมัณฑนศิลป์ มหาวิทยาลัยศิลปากร วังท่าพระ” ที่ไว้วางใจเลือกใช้เครื่องพิมพ์ 3 มิติจาก Print3dd
คณะมัณฑนศิลป์ มหาวิทยาลัยศิลปากร วิทยาเขตวังท่าพระ ตั้งอยู่ตรงข้ามพระบรมมหาราชวัง เป็นคณะวิชาด้านศิลปะและการออกแบบชั้นนำของประเทศไทย ก่อตั้งขึ้นเมื่อปี พ.ศ. 2499 โดยมีศาสตราจารย์ศิลป์ พีระศรี เป็นผู้ริเริ่มและรักษาการคณบดีคนแรก หลักสูตรปริญญาตรีที่เปิดสอน ปัจจุบันคณะมัณฑนศิลป์เปิดสอนในระดับปริญญาตรี (หลักสูตรศิลปบัณฑิต ศล.บ.) ทั้งหมด 7 สาขาวิชา ดังนี้: การออกแบบภายใน (Interior Design) การออกแบบนิเทศศิลป์ (Visual Communication
อัพเดตเครื่องพิมพ์ Bambu lab ที่ใช้งานง่ายสำหรับมือใหม่ ใครไม่อยากพลาดต้องอ่าน !!!

สวัสดีครับ วันนี้เรา 3DD จะกลับมาพาทุกคนไปรู้จักกับเครื่องพิมพ์ 3D แบบฉบับตัวเริ่มต้นใช้งานง่าย User หลายๆ ท่าน อาจจะรู้จักอยู่แล้ว หรือเคยได้ยินมาบ้างสำหรับ เครื่องพิมพ์ 3D แบรนด์ Bambu lab มีหลายคนที่กำลังศึกษา ถึงความคุ้มค่าในการนำไป ใช้งาน เพื่อสร้างรายได้ หรือ เพื่อเป็นงานอดิเรกก็ตาม เราไปดูข้อมูล รุ่นที่เราจะมาแนะนำกันในวันนี้เลยดีกว่าครับ เริ่มต้นกันที่ตัวแรก
ขอขอบพระคุณ “โรงเรียนพระหฤทัยคอนแวนต์” ที่ไว้วางใจเลือกใช้เครื่องพิมพ์ 3 มิติจาก Print3dd

ทางทีมงาน Print3dd รู้สึกเป็นเกียรติและขอขอบพระคุณทาง โรงเรียนพระหฤทัยคอนแวนต์ เป็นอย่างสูง ที่ไว้วางใจเลือกอุดหนุนเครื่องพิมพ์ 3 มิติ คุณภาพสูง ยอดนิยมสำหรับสถานศึกษา ไปใช้เป็นสื่อการเรียนการสอนเพื่อเปิดโลกทัศน์และเสริมสร้างทักษะความคิดสร้างสรรค์ด้านนวัตกรรมให้กับน้อง ๆ นักเรียน เราภูมิใจที่ได้เป็นส่วนหนึ่งในการสนับสนุนการศึกษาไทยในยุคดิจิทัล และพร้อมจะดูแล ให้คำปรึกษา รวมถึงบริการหลังการขายอย่างเต็มที่ เพื่อให้การใช้งานเป็นไปอย่างราบรื่นและเกิดประโยชน์สูงสุดครับ 💡 การนำเทคโนโลยีเครื่องพิมพ์ 3 มิติเข้ามาเป็นส่วนหนึ่งของระบบการเรียนรู้ ไม่เพียงแต่ช่วยเติมเต็มทักษะด้าน STEM /
ขอขอบคุณ : มหาวิทยาลัยเทคโนโลยีราชมงคลศรีวิชัย

มหาวิทยาลัยเทคโนโลยีราชมงคลศรีวิชัย (มทร.ศรีวิชัย / RUTS) เป็นสถาบันอุดมศึกษาของรัฐในประเทศไทยที่มุ่งเน้นการจัดการศึกษาและวิจัยด้านวิทยาศาสตร์ เทคโนโลยี และการบริการ มีศูนย์กลางอธิการบดีตั้งอยู่ที่จังหวัดสงขลา โดยแยกตัวมาจากสถาบันเทคโนโลยีราชมงคลเมื่อปี พ.ศ. 2548 ปัจจุบันมีการจัดการเรียนการสอนครอบคลุมพื้นที่ 3 จังหวัดในภาคใต้ แบ่งออกเป็นวิทยาเขตและพื้นที่ต่างๆ ดังนี้ครับ พื้นที่และวิทยาเขต (Campuses) วิทยาเขตสงขลา (ศูนย์กลาง): ตั้งอยู่เลขที่ 1 ถนนราชดำเนินนอก ต.บ่อยาง อ.เมือง
ขอขอบคุณ : วิทยาลัยเทคนิคนครลำปาง (เกาะคา)
วิทยาลัยเทคนิคนครลำปาง (เดิมชื่อ วิทยาลัยการอาชีพเกาะคา) เป็นสถานศึกษาของรัฐ สังกัดสำนักงานคณะกรรมการการอาชีวศึกษา กระทรวงศึกษาธิการ ตั้งอยู่ในอำเภอเกาะคา จังหวัดลำปาง เปิดสอนหลักสูตรสายอาชีพทั้งในระดับประกาศนียบัตรวิชาชีพ (ปวช.) และประกาศนียบัตรวิชาชีพชั้นสูง (ปวส.) หลักสูตรที่เปิดสอน สถาบันแห่งนี้จัดการศึกษาเพื่อส่งเสริมวิชาชีพแก่ท้องถิ่น ครอบคลุมหลายสาขาวิชา เช่น สาขาวิชาช่างยนต์ สาขาวิชาช่างไฟฟ้ากำลัง สาขาวิชาเทคนิคโลหะ / ช่างเชื่อม สาขาวิชาการบัญชี สาขาวิชาเทคโนโลยีสารสนเทศ สาขาวิชาเทคโนโลยีธุรกิจดิจิทัล เนื่องจาก
เปิดโลกโลจิสติกส์เสมือนจริง! มรภ.สุราษฎร์ฯ เลือกใช้กล้อง 360 Galois M2 เรียนสนุก ได้ความรู้จริง

ในนามของทีมงาน Print 3DD พวกเราขอขอบพระคุณ มหาวิทยาลัยราชภัฏสุราษฎร์ธานี เป็นอย่างยิ่งที่ได้ให้ความไว้วางใจเลือกใช้บริการกล้อง 360 Galois M2 เทคโนโลยีสแกนพื้นที่และการจำลองภาพเสมือนจริงระดับมืออาชีพจากเรา ซึ่งความร่วมมือในครั้งนี้ถือเป็นเกียรติและความภาคภูมิใจของพวกเราเป็นอย่างมากที่ได้มีส่วนร่วมในการสนับสนุนเครื่องมือที่ทันสมัยให้แก่สถาบันการศึกษาชั้นนำในภาคใต้ ทางเรามุ่งมั่นที่จะส่งมอบสินค้าและบริการหลังการขายที่ดีที่สุด เพื่อให้มั่นใจว่าตัวเครื่องจะสามารถทำงานได้อย่างเต็มประสิทธิภาพและตอบโจทย์ทุกความต้องการของคณาจารย์และนักศึกษาอย่างสูงสุดครับ สำหรับการนำกล้อง 360 Galois M2 ไปประยุกต์ใช้ใน สาขาวิชาการจัดการโลจิสติกส์ นั้น ถือเป็นไอเดียที่น่าสนใจและเปิดมุมมองใหม่ในการศึกษาไทยอย่างแท้จริง เพราะในโลกยุคปัจจุบันที่เทคโนโลยีและการขนส่งเติบโตอย่างรวดเร็ว การทำความเข้าใจโครงสร้างคลังสินค้า ท่าเรือ หรือเส้นทางการจัดจำหน่ายผ่านภาพจำลองเสมือนจริงแบบ
ขอขอบคุณ : โรงเรียนกายอุปกรณ์สิรินธร

เมื่อไม่นานนี้ 3DD ได้ทำการส่งมอบสินค้า 3D Printer Bambu Lab H2S combo , A1 Combo , A1 Mini Combo ให้กับทาง โรงเรียนกายอุปกรณ์สิรินธร เพื่อนำไปพัฒนางานที่จะผลิตในอนาคต ซึ่งเราได้ทำการตรวจสอบเครื่องก่อนทำการจัดส่ง พร้อมทั้งสอนการใช้งานอย่างเต็มรูปแบบ โดยทีมงานช่างมืออาชีพ ที่ได้รับการอบรมโดยเฉพาะ Bambu Lab H2S
สร้างอนาคตวิศวกรไทย: Print3DD ส่งมอบเทคโนโลยีการพิมพ์ 3 มิติประสิทธิภาพสูงให้แก่ สจล.

ในนามของ Print3DD ขอขอบพระคุณคณะวิศวกรรมศาสตร์ สถาบันเทคโนโลยีพระจอมเกล้าเจ้าคุณทหารลาดกระบัง (สจล.) เป็นอย่างสูง ที่ให้ความไว้วางใจเลือกใช้บริการสั่งซื้อเครื่องพิมพ์สามมิติระบบเรซิน Elegoo Saturn 4 เพื่อใช้ในภารกิจด้านการศึกษา การวิจัย และการสร้างสรรค์นวัตกรรมของทางคณะฯ ทาง Print3DD มีความภาคภูมิใจอย่างยิ่งที่ได้เป็นส่วนหนึ่งในการสนับสนุนเครื่องมืออันทันสมัยให้กับสถาบันการศึกษาชั้นนำของประเทศ เราเชื่อมั่นว่าด้วยสมรรถนะของเครื่อง Elegoo Saturn 4 จะสามารถตอบสนองต่อการสร้างชิ้นงานวิศวกรรมที่ต้องการความละเอียดสูง และเป็นประโยชน์ต่อการเรียนการสอนของคณาจารย์และนักศึกษาได้อย่างมีประสิทธิภาพ เพื่อให้การใช้งานเป็นไปอย่างราบรื่น หากทางคณะฯ มีข้อสงสัย ประสงค์จะสอบถามข้อมูลทางเทคนิคเพิ่มเติม
ขอขอบคุณ : บริษัท พีเค โกล เทคโนโลยี จำกัด ที่ได้ซื้อเครื่อง 3DScanner, 3DprinterFDM และ Laser Machine CO2

บริษัท พีเค โกล เทคโนโลยี จำกัด จะทำธุรกิจเกี่ยวกับด้าน เครื่องมือและอุปกรณ์ทางการแพทย์ , เทคโนโลยีเพื่อการศึกษา (Didactic) : ติดต่อเข้ามาที่ 3DD เพื่อต้องการสร้างศูนย์การเรียนรู้สำหรับเครื่องพิมพ์ 3 มิติ เครื่องเลเซอร์และเครื่องสแกนเนอร์ ทางเรา 3DD จึงทำการแนะนำพร้อมจัดส่งและติดตั้งดังนี้ เครื่องมือและอุปกรณ์ทางการแพทย์: เป็นธุรกิจหลักที่จดทะเบียนนิติบุคคล โดยทำหน้าที่นำเข้าและส่งออกเครื่องมือแพทย์ อุปกรณ์ทางการแพทย์ทุกชนิด รวมถึงการขายส่งสินค้าทางเภสัชภัณฑ์และทางการแพทย์ เทคโนโลยีเพื่อการศึกษา (Didactic): บริษัทมีอีกด้านที่เน้นเกี่ยวกับการจัดจำหน่ายชุดทดลองและ
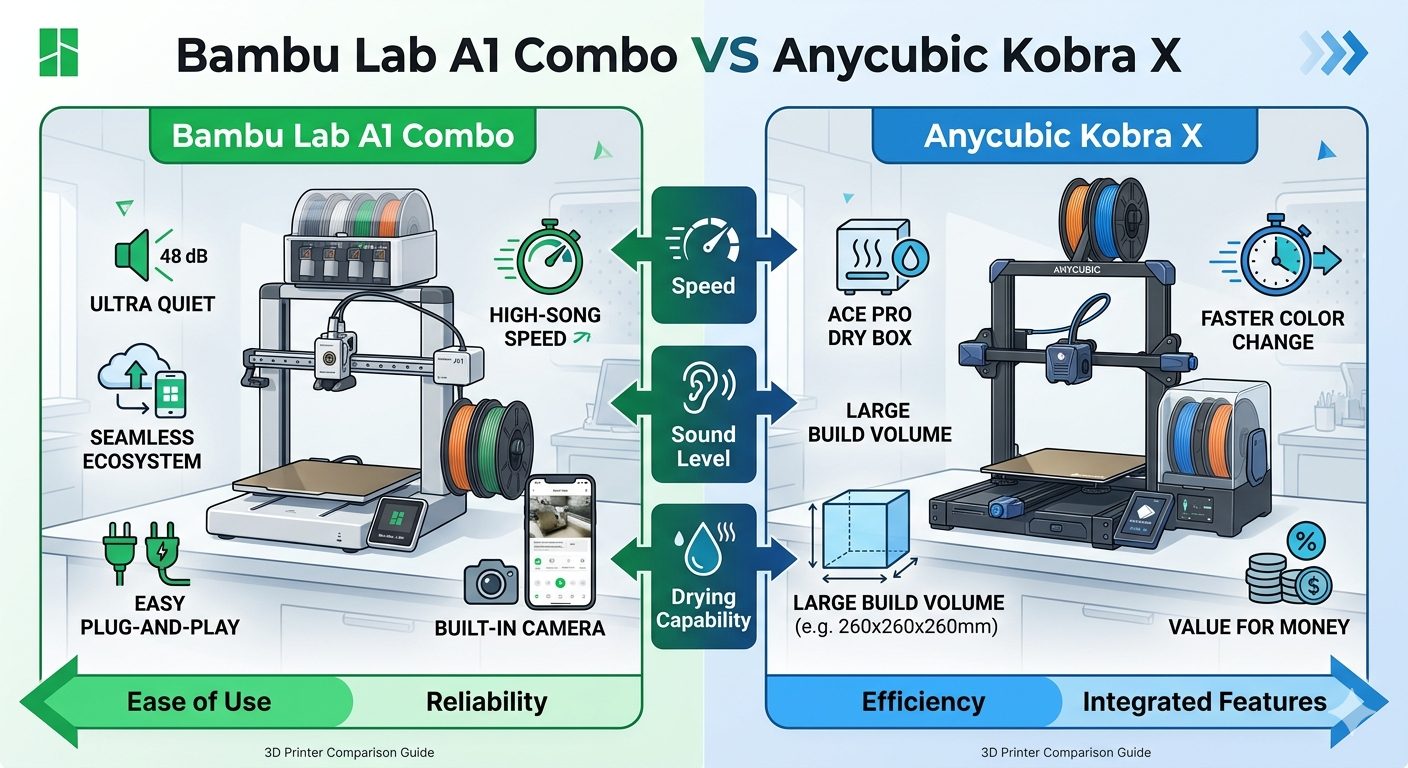
แนะนำการเลือกเครื่องพิมพ์สามมิติ รุ่นเริ่มต้นราคาหลักหมื่น

การเปรียบเทียบระหว่าง Bambu Lab A1 Combo และ Anycubic Kobra X (รุ่นใหม่ปี 2026) ถือเป็นการชกข้ามรุ่นที่น่าสนใจมาก เพราะ Anycubic ได้ออกแบบ Kobra X มาเพื่อท้าชนกับ A1 โดยเฉพาะด้วยเทคโนโลยีการสลับสีที่ “อยู่ในหัวพิมพ์” ซึ่งต่างจากระบบเดิมๆ ครับ เรามาเริ่มต้นกันเรียนรู้ข้อมูลเกี่ยวกับเครื่อง Bambu
ก้าวสู่ยุค Digital Geology: มทส. มั่นใจเลือกโซลูชัน Slam200E และ Galois M2 จาก Print 3DD

ในนามของ Print 3DD ขอขอบพระคุณสาขาวิชาเทคโนโลยีธรณี มหาวิทยาลัยเทคโนโลยีสุรนารี เป็นอย่างสูงที่ไว้วางใจเลือกใช้โซลูชัน Slam200E และ Realsee Galois M2 เพื่อบูรณาการเข้ากับการเรียนการสอนและการวิจัย เรามีความภูมิใจเป็นอย่างยิ่งที่ได้มีส่วนร่วมในการสนับสนุนเครื่องมือที่ทันสมัย เพื่อเพิ่มศักยภาพในการสร้างสรรค์บุคลากรที่มีความเชี่ยวชาญด้านเทคโนโลยีสำรวจระดับสูงสู่สังคมไทย การเลือกใช้เทคโนโลยี Handheld LiDAR และการสร้างแบบจำลอง 3 มิติที่มีความละเอียดสูงในครั้งนี้ สะท้อนให้เห็นถึงวิสัยทัศน์ที่ก้าวไกลของทางสาขาวิชาในการนำนวัตกรรมมาประยุกต์ใช้กับงานด้านธรณีวิทยา ซึ่งจะช่วยลดข้อจำกัดในการเก็บข้อมูลในพื้นที่ซับซ้อน เพิ่มความปลอดภัย และสร้างฐานข้อมูลดิจิทัลที่แม่นยำ (Digital
Print3DD ขอบคุณ มหาวิทยาลัยสวนดุสิต ร่วมยกระดับการศึกษาด้วยเทคโนโลยี LiDAR

ในนามของ Print3DD เราขอขอบพระคุณ มหาวิทยาลัยสวนดุสิต เป็นอย่างสูงที่ให้ความไว้วางใจเลือกใช้เทคโนโลยี LiDAR (Light Detection and Ranging) ของเราเพื่อบูรณาการเข้ากับการเรียนการสอน การที่สถาบันชั้นนำเล็งเห็นถึงความสำคัญของนวัตกรรมการสำรวจและสร้างแบบจำลอง 3 มิติที่มีความแม่นยำสูงเช่นนี้ ถือเป็นก้าวสำคัญในการเตรียมความพร้อมให้แก่นักศึกษาได้สัมผัสประสบการณ์จากอุปกรณ์มาตรฐานระดับอุตสาหกรรม ซึ่งจะช่วยเปิดโลกทัศน์และสร้างทักษะที่จำเป็นในยุคดิจิทัลได้อย่างเป็นรูปธรรม การนำอุปกรณ์ LiDAR เข้าไปเป็นส่วนหนึ่งของหลักสูตร ไม่เพียงแต่ช่วยให้การเก็บข้อมูลเชิงพื้นที่และการทำ Digital Twin เป็นเรื่องที่ง่ายและรวดเร็วขึ้นเท่านั้น แต่ยังเป็นการส่งเสริมให้นักศึกษาได้พัฒนาทักษะการวิเคราะห์ข้อมูลที่ซับซ้อนและการประยุกต์ใช้เทคโนโลยีในสถานการณ์จริง ซึ่งทาง
ขอขอบคุณคณะวิศวกรรมศษสตร์ สจล. ที่ให้ความไว้วางใจ

ขอขอบพระคุณ คณะวิศวกรรมศาสตร์ สถาบันเทคโนโลยีพระจอมเกล้าเจ้าคุณทหารลาดกระบัง (สจล.) เป็นอย่างสูง ที่ให้ความไว้วางใจเลือกจัดซื้อเครื่องพิมพ์สามมิติกับทางร้าน Print3DD เครื่องพิมพ์ดังกล่าวจะเป็นอีกหนึ่งเครื่องมือสำคัญในการสนับสนุนการเรียนการสอน การทดลอง และการพัฒนานวัตกรรมทางด้านวิศวกรรมควบคุม ให้มีความทันสมัยและสอดคล้องกับการใช้งานจริงในภาคอุตสาหกรรม เครื่องพิมพ์สามมิติจากทางร้าน Print3DD ช่วยให้นักศึกษาและคณาจารย์สามารถนำแนวคิดจากแบบจำลองทางทฤษฎีมาสร้างเป็นชิ้นงานต้นแบบได้อย่างรวดเร็ว ไม่ว่าจะเป็นชิ้นส่วนกลไก โครงสร้างสำหรับงานควบคุมอัตโนมัติ หรืองานวิจัยและโครงงานที่ต้องการทดสอบแนวคิดเชิงวิศวกรรม ช่วยลดเวลาและต้นทุนเมื่อเทียบกับกระบวนการผลิตแบบดั้งเดิม ทางร้าน Print3DD รู้สึกเป็นเกียรติอย่างยิ่งที่ได้มีส่วนร่วมในการสนับสนุนการศึกษาของสาขาวิศวการควบคุม คณะวิศวกรรมศาสตร์ สจล. และหวังเป็นอย่างยิ่งว่าเครื่องพิมพ์สามมิตินี้จะช่วยต่อยอดองค์ความรู้ สร้างสรรค์ผลงานคุณภาพ และพัฒนาศักยภาพของนักศึกษาให้ก้าวสู่การเป็นวิศวกรที่มีความพร้อมในอนาคต
ขอขอบคุณ กรมแผนที่ทหาร กับ 3D Printer Large Size พิมพ์ขนาดได้ถึง 60*60*60 cm เหมาะกับหลายอุตสาหกรรม

เมื่อไม่นานนี้ 3DD ได้ทำการส่งมอบสินค้า 3D Printer ขนาดใหญ่ FullScale Max 660 Pro ให้กับทาง กรมแผนที่ทหาร (Royal Thai Survey Department) สังกัดกองบัญชาการกองทัพไทย มีภารกิจหลักในการดูแลงานด้านแผนที่และข้อมูลภูมิสารสนเทศของประเทศเพื่อความมั่นคงและการพัฒนา โดยมีหน้าที่สำคัญ ดังนี้: การสำรวจและจัดทำแผนที่: ดำเนินการสำรวจทั้งทางพื้นดินและทางอากาศ เพื่อผลิตแผนที่ภูมิประเทศ (โดยเฉพาะมาตราส่วนมาตรฐาน 1:50,000 และ 1:250,000)
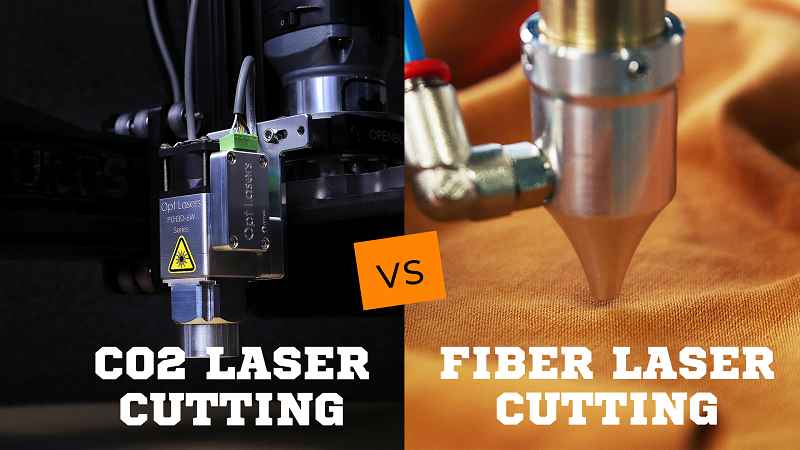
เจาะลึกผลลัพธ์: เลือกเครื่องเลเซอร์ประเภทไหน ให้งานออกมาปังที่สุด?

การเลือกเครื่องเลเซอร์ให้ถูกประเภท ไม่ได้ช่วยแค่ให้งานเสร็จ แต่คือการสร้าง “ความได้เปรียบทางการแข่งขัน” ในปี 2026 ครับ 1. Fiber Laser (ไฟเบอร์เลเซอร์) – ราชาแห่งงานโลหะ ผลลัพธ์ที่ได้: รอยตัดคมกริบ เรียบเนียน ไม่ต้องขัดซ้ำ สามารถตัดวัสดุที่มีค่าการสะท้อนแสงสูงได้ดี ประโยชน์ต่อธุรกิจ: ลดต้นทุนค่าแรง: ตัดเสร็จแล้วส่งงานได้ทันที ไม่ต้องมีแผนกขัดแต่งรอยไหม้ งานชิ้นส่วนยานยนต์ EV: รองรับการตัดทองแดงและอลูมิเนียมสำหรับแบตเตอรี่รถไฟฟ้า งานตกแต่งภายใน: ตัดแผ่นสแตนเลสฉลุลาย (Façade) ได้อย่างรวดเร็วและแม่นยำระดับมิลลิเมตร
ขอบคุณคณะมนุษย์ศาสตร์ มศว. ที่ไว้วางใจ Print 3DD

ทางร้าน Print3DD ขอขอบพระคุณ คณะมนุษยศาสตร์ มหาวิทยาลัยศรีนครินทรวิโรฒ (มศว.) เป็นอย่างสูง ที่ให้ความไว้วางใจเลือกซื้อเครื่องพิมพ์ 3 มิติ Bambu Lab P2S Combo จากทางร้าน เพื่อนำไปใช้ในการเรียนการสอนและพัฒนางานด้านวิชาการ ซึ่งถือเป็นอีกหนึ่งก้าวสำคัญในการนำเทคโนโลยีมาประยุกต์ใช้กับศาสตร์ด้านมนุษยศาสตร์อย่างสร้างสรรค์ เครื่อง P2S Combo สามารถนำไปใช้ในการสร้างสื่อการเรียนรู้เชิงรูปธรรม เช่น โมเดลประกอบการเรียนการสอนด้านประวัติศาสตร์ โบราณคดี ศิลปะและวัฒนธรรม
3 วิวัฒนาการของการสแกน 3 มิติแบบไร้สาย และวิธีที่ SHINING 3D ก้าวขึ้นเป็นผู้นำเทคโนโลยี

จากจุดเริ่มต้นในยุคโมดูล Wi-Fi สู่ระบบที่ทำงานได้อย่างอิสระโดยสมบูรณ์ ร่วมสำรวจวิวัฒนาการของการสแกน 3 มิติแบบไร้สาย และวิธีที่ SHINING 3D กำลังกำหนดบรรทัดฐานใหม่แห่งอนาคต ทำไมเทคโนโลยีไร้สายถึงกลายเป็นเทรนด์หลักของอุตสาหกรรม คำอธิบายเพิ่มเติมตามบริบทของเครื่องสแกน 3 มิติ:สาเหตุที่ระบบไร้สาย (Wireless) กำลังเป็นที่นิยมในปี 2569 มีดังนี้ครับ อิสระในการเคลื่อนที่ (Mobility): ช่วยให้ผู้ใช้งานสามารถเดินสแกนรอบวัตถุขนาดใหญ่ (เช่น เครื่องบินหรือเครื่องจักร) ได้โดยไม่มีสายเคเบิลมาพันตัวหรือจำกัดระยะทาง ความคล่องตัวในหน้างาน (Portability): ลดภาระในการขนย้ายอุปกรณ์คอมพิวเตอร์และสายไฟจำนวนมาก
แชร์เทคนิค! ลงสีโมเดลใน Zbrush เพื่อพิมพ์ใน Bambu Studio

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bambu Lab ขึ้นชื่อว่าเป็นผู้นำในเรื่องของเครื่องพิมพ์ระบบ FDM หรือการพิมพ์โมเดล 3มิติ แบบฉีดเส้นพลาสติก ซึ่งไม่กี่ปีมานี้ถือว่าพัฒนาขึ้นรวดเร็วมากอย่างก้าวกระโดด จากแต่ก่อนพิมพ์ได้แค่วัสดุ พื้นฐานได้ไม่กี่ชนิด และพิมพ์ได้สีเดียว แต่ด้วยการพัฒนาอย่างต่อเนื่อง จากเครื่องพิมพ์ระบบ 1 หัวฉีดก็พัฒนาเป็น 2 หัวฉีด และจาก 2 หัวฉีด ล่าสุดก็เพิ่มมาเป็น 7 หัวฉีด จากพิมพ์ได้แค่วัสดุพื้นฐาน ไม่กี่ชนิด