
บริษัท ที.ดับบลิว.ไอ. จำกัด (T.W.I. COMPANY LIMITED) เป็นผู้นำด้านการผลิตบรรจุภัณฑ์พลาสติกและบรรจุภัณฑ์กระดาษสำเร็จรูป โดยดำเนินธุรกิจโรงงานขึ้นรูปพลาสติกในจังหวัดสมุทรปราการ ข้อมูลธุรกิจและผลิตภัณฑ์ ประเภทธุรกิจ: การผลิตบรรจุภัณฑ์พลาสติกด้วยระบบขึ้นรูปสุญญากาศ (Vacuum Forming) และผลิตภัณฑ์กระดาษ ตัวอย่างสินค้า: ถ้วยพลาสติก, ถาดพลาสติก, แก้วพลาสติก, ถ้วยกระดาษ และแก้วกระดาษ วัตถุดิบที่ใช้: พลาสติกประเภท PS, PVC, PP,
Tag: [Jewelry Solutions]
บทความ ข้อมูล ข่าว การใช้ 3D Printer, Scanner, Laser ใช้ในอุตสาหกรรมเครื่องประดับ Jewelry รวมถึงงานหล่อโลหะ สร้างวัตถุมงคล การพิมพ์ Wax หรือ Master เพื่อไปทำ Mould การสแกนวัตถุเพื่องาน ย่อ ขยาย เป็นต้น
เจาะลึกเทคโนโลยีเครื่องเลเซอร์ 2026: ก้าวสู่ยุค Smart & Green Manufacturing อย่างเต็มตัว

ในปี 2026 นี้ เครื่องเลเซอร์ไม่ได้เป็นเพียง “เครื่องมือตัด” อีกต่อไป แต่ได้กลายเป็น “ระบบอัจฉริยะ” ที่สามารถคิดและตัดสินใจได้เอง บทความนี้จะสรุปความเปลี่ยนแปลงสำคัญที่คุณต้องรู้ เพื่อให้การลงทุนในเครื่องเลเซอร์ของคุณในปีนี้คุ้มค่าและทันสมัยที่สุด 1. ยุคแห่ง AI และ Automation แบบ 100% ในปี 2026 เทคโนโลยี AI-Integrated Laser Systems ได้กลายเป็นมาตรฐานใหม่: Self-Optimizing: เครื่องสามารถปรับความเร็วและกำลังเลเซอร์ได้เองแบบ Real-time ตามความหนาและความหนาแน่นของวัสดุที่ตรวจพบ
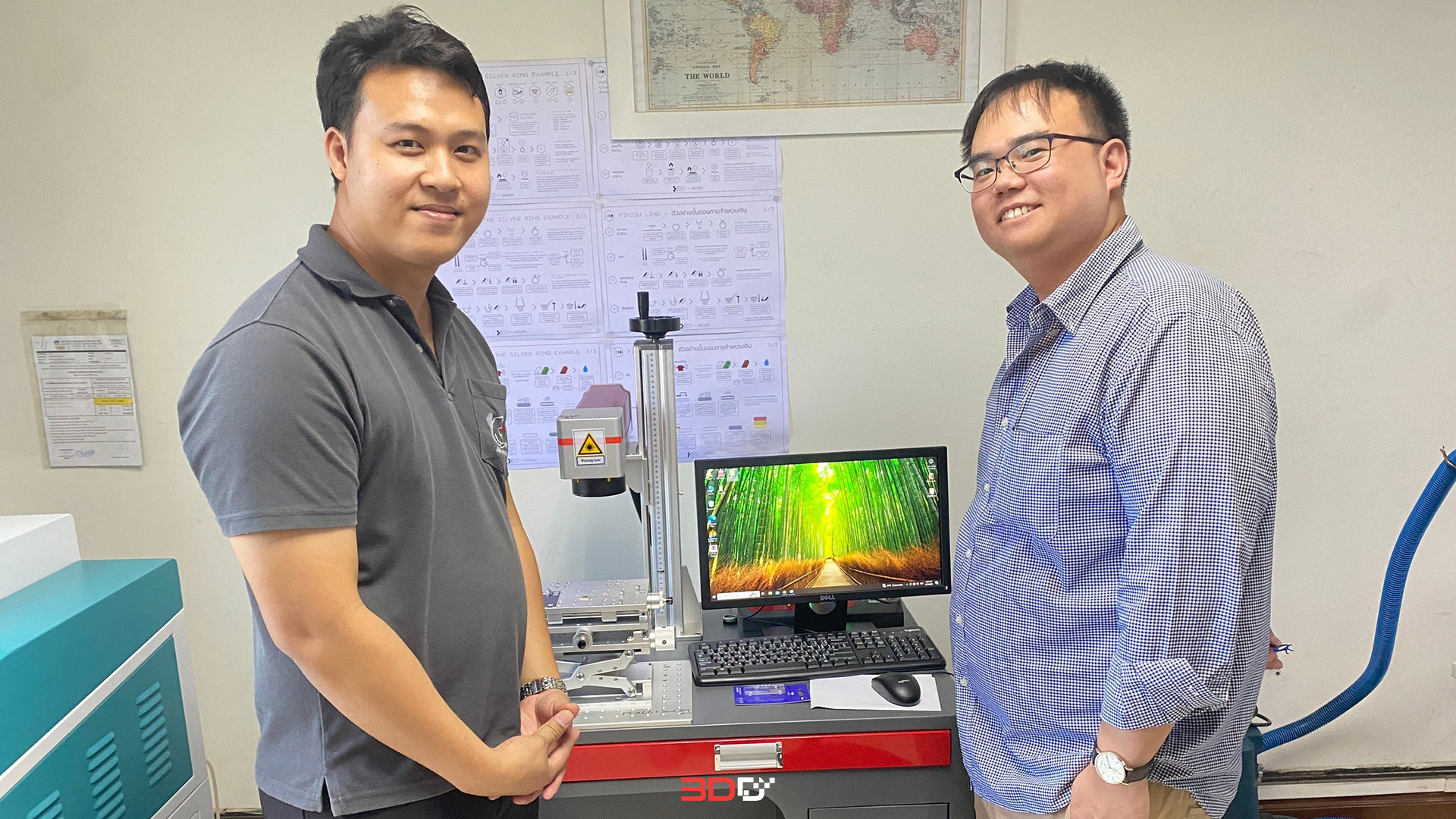
ขอขอบคุณ : บริษัท ธันเดอร์ ไวท์ จำกัด กับ RAY MARK UV Fiber

บริษัท ธันเดอร์ ไวท์ จำกัด ประกอบกิจการร้านขายปลีกเครื่องประดับเพชรพลอย หยกแท้คุณภาพเหนือราคาสวยงาม พร้อมให้ข้อมูลเกี่ยวกับหยกหลากหลายด้าน ได้ทำการติดต่อ 3DD มาเพื่อต้องการเครื่องเลเซอร์ที่มีคุณภาพ ทางเรา 3DD จึงทำการจัดส่ง RAY MARK UV Fiber 3DD ได้ทำการจัดส่งถึงบริษัท ซึ่งเป็นเครื่อง Laser คือ RAY MARK UV Fiber ที่ได้ขึ้นชื่อว่าเป็น
ทำไม UV Laser Marking Machine จึงเป็นตัวเลือกที่ดีกว่า สำหรับวัสดุอโลหะ?

1. เมื่อความแม่นยำ และแสง Laser UV = หัวใจของการ Marking ในโลกของการผลิตยุคใหม่ การทำเครื่องหมาย หรือสัญลักษณ์ ตัวอักษรต่างๆ บนผลิตภัณฑ์ได้กลายเป็นมากกว่าแค่การติดป้ายชื่อ แต่มันคือหัวใจสำคัญของการ ตรวจสอบย้อนกลับ (Traceability) การยืนยันคุณภาพ การสร้างแบรนด์ และแม้แต่การสร้างความแตกต่างระหว่างของแท้กับสินค้าปลอม ไม่ว่าจะเป็นวันที่ผลิต, รหัสซีเรียลนัมเบอร์(S/N), โลโก้บริษัท หรือแม้แต่คิวอาร์โค้ดขนาดจิ๋ว ทุกรายละเอียดมีความหมาย และต้องติดอยู่กับสินค้าได้อย่างถาวรหรือนานที่สุด
3D Scanner ทำงานในอุตสาหกรรมไหนได้บ้าง

3D Scanner สามารถนำไปใช้ในหลากหลายธุรกิจและอุตสาหกรรม เพื่อปรับปรุงกระบวนการทำงาน เพิ่มความแม่นยำ และลดเวลาในการผลิตและออกแบบ นี่คือตัวอย่างการใช้ 3D Scanner ในธุรกิจต่าง ๆ โดยบทความนี้เราไม่ได้สร้างขึ้นเอง แต่เป็น AI จาก ChatGPT สร้างขึ้นและเรา 3DD ปรับปรุงพร้อมทำรูปเพิ่มเติม 1. อุตสาหกรรมการผลิตและวิศวกรรม การ Reverse Engineering: เราจะใช้
มี 3D Printer แต่จะประยุกใช้กับธุรกิจอย่างไงได้บ้าง ???

การใช้ 3D Printing ในธุรกิจมีข้อดีหลายประการที่ช่วยเพิ่มประสิทธิภาพ ลดต้นทุน และสร้างโอกาสใหม่ ๆ นี่คือข้อดีที่สำคัญ และในบทความนี้ได้พูดถึง 3D Printer ที่หลากหลายชนิด ประเภทของ 3D Printer แบ่งออกเป็นหลายประเภทตามเทคโนโลยีการพิมพ์ เช่น: FDM (Fused Deposition Modeling): ใช้พลาสติกที่หลอมเหลวพิมพ์ขึ้นมาทีละชั้น SLA (Stereolithography): ใช้เรซินที่แข็งตัวด้วยแสงเลเซอร์
ชุ้น จิวเวอรี่ เพิ่มศักยภาพการผลิตอีกขั้น

สวัสดีครับ วันนี้ทีมงาน Print3DD ได้มีโอกาสได้ส่งมอบเครื่อง Ray Mark 3D ให้กับบริษัท ชุ้น จิวเวอรี่ จำกัด ซึ่งเป็นบริษัทผู้ผลิตและจัดจำหน่ายเครื่องประดับทั้งใน และนอกประเทศ ซึ่งทางบริษัทชุ้นเจิวเวอรี่ได้เล็กเห็นถึงความสำคัญของเทคโนโลยีที่จะเข้ามาช่วยเรื่องของการผลิตให้ดียิ่งขึ้น ซึ่งหากมองดูภาพในอดีตแล้ว การผลิตแม่พิมพ์ขึ้นมาสักชิ้นนั้นจำเป็นต้องใช้บุคคลากรจากหลายฝ่าย ทั้งช่างแบบ ช่างแว็ก ช่างหล่อ และช่างแต่ง ซึ่งเครื่อง Ray Mark 3D สามารถย่อทุกขั้นตอนมาอยู่ภายในการทำงานในเครื่องเดียว
แกะกล่องใช้งานครั้งแรก Sonic Mighty Revo 14K ความละเอียดที่เหนือชั้น และมาพร้อมระบบ Sensor อัจฉริยะ

วันนี้เราพามาดูการแกะกล่องการใช้งานครั้งแรกกับ Phrozen Sonic Mighty Revo 14K เครื่องพิมพ์3มิติ ที่มีความละเอียดสูง ที่เพิ่งเปิดตัวได้ไม่นาน โดยการเปิดตัวครั้งนี้ได้พัฒนาขึ้นอย่างเหนือระดับจาก Sonic Mighty 8K พัฒนามาเป็น Sonic Mighty Revo 14K โดยจะมีอะไรเพิ่มเติมหรือเปลี่ยนแปลงอะไรบ้างมาดูกันเลย แกะกล่องภายนอก Mighty Revo 14K การออกแบบด้านนอก Design
3D Scanner คืออะไร ใช้ทำอะไร เลือกแบบไหนให้เหมาะกับงาน (Update 2024)
")
ในปัจจุบัน 3D Scanner มีให้เลือกใช้หลากหลายมากๆ ทั้งเป็นแบบที่ใช้แบบเครื่องเฉพาะทาง หรือใช้คู่กับกล้องถ่ายภาพ หรือแม้แต่การใช้ Application Smartphone ให้เป็น Scanner ถึงต่อให้มีการใช้งานการดัดแปลงร่วมกันมากแค่ไหน ราคาจะถูกลงแค่ไหน สำหรับมืออาชีพ หรือผู้ใช้ระดับสูงก็ยังไม่ได้รู้สึกว่าดี โดยพวกเขาก็ยังเลือกเครื่อง 3D Scanner ระดับสูงราคาหลายแสน ไปถึงหลักล้านอยู่ดี โดยมีเหตุผลหลายอย่าง เพราะฉนั้นวันนี้เราจะมาแกะดูทีละส่วนกันว่า 3D Scanner
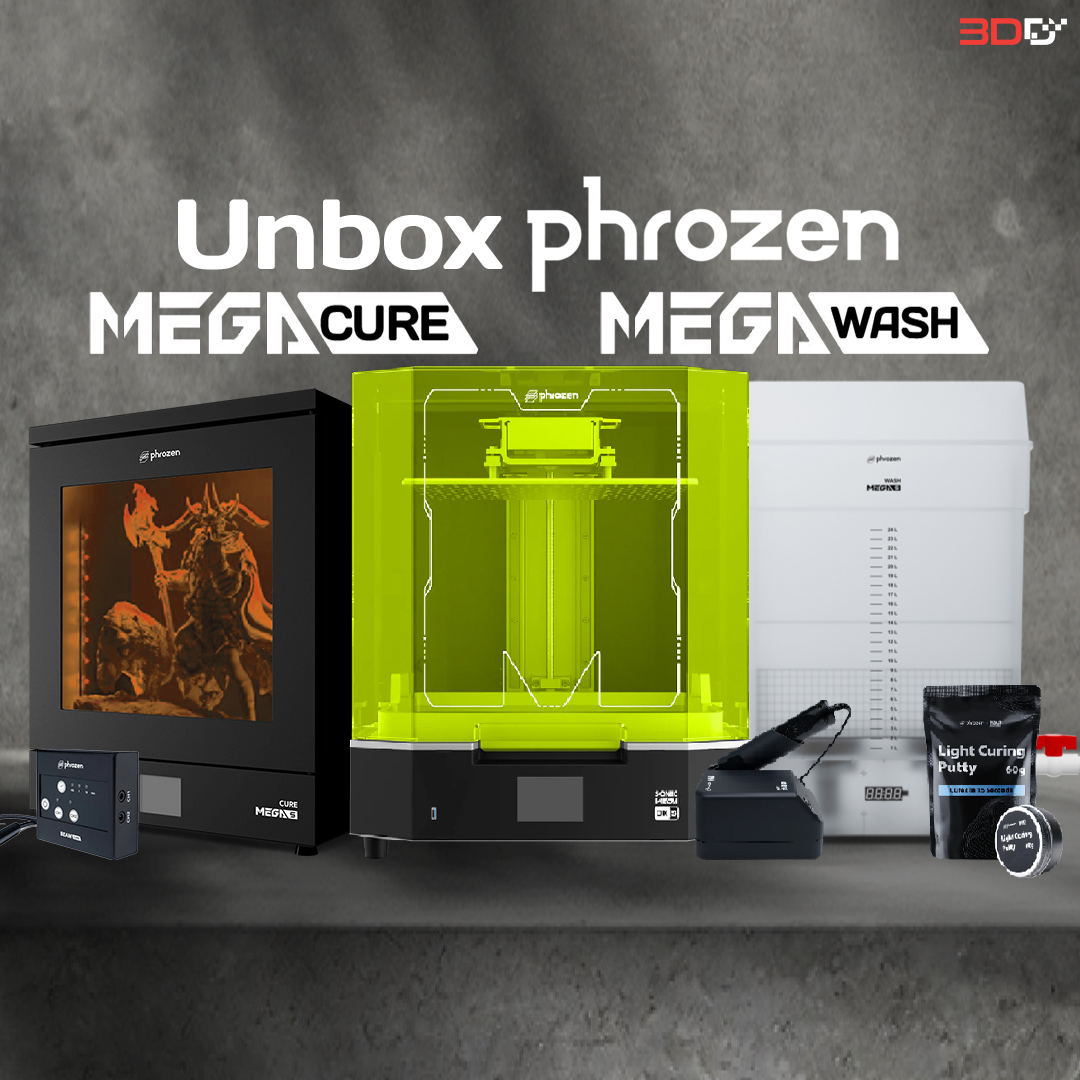
Review Unbox : Wash & Cure Mega S เครื่องล้าง เครื่องอบ ตัวช่วยเสริมพลังธุรกิจให้มืออาชีพมากขึ้น

ว่าด้วยเรื่องเครื่องล้างและเครื่องอบเกี่ยวกับงานเรซิ่นนั้นมีความสำคัญอย่างมาก สำหรับสายงานมืออาชีพ เนื่องจากการพิมพ์งานนั้นไม่มีเวลาที่แน่นอนและจบงานไม่แน่นอน ทำให้การพึ่งพาพลังของธรรมชาติอย่างเช่นการอบ UV ด้วยแสงแดด นั้นเรียกว่าเป็นไปได้ยาก และการล้างชิ้นงานด้วยมือเปล่านั้นก็เป็นเรื่องที่อันตาราย เพราะการสัมผัสเรซิ่นเป็นเวลามากๆนั้นไม่ดี รวมถึงกลิ่นที่ต้องสูดดมทำให้เสียสุขภาพได้ ในวันนี้เราได้นำเสนอ Phrozen Wash Mega s และ Phrozen Cure Mega s เครื่องอบ UVและเครื่องล้าง สำหรับงานเรซิ่น ขนาดใหญ่ ผู้ช่วยที่แสนดีที่จะช่วยให้ชิ้นงานเรซิ่นของคุณแข็งแรงได้เร็วขึ้น
แกะกล่อง ใช้งานครั้งแรกกับ Phrozen Sonic Mega 8k s 3D Printer ขนาดใหญ่พิมพ์ได้สูงถึง 30cm

หลังจากที่เปิดตัว Phrozen Sonic Mega 8k s ได้ไม่นานก็ได้มีตัวใหม่ที่น่าใช้งานออกมาอย่าง Phrozen Sonic Mega 8k s ที่มาในรูปแบบ ราคาที่ถูกลง และพิมพ์ได้ไวขึ้น ซึ่งเป็นเครื่อง 3D Printer SLA ขนาดใหญ่ พิมพ์ได้สูงถึง 300mm หรือ 30 cm
Review Revopoint Mini 3D Scanner มือถือขนาดเล็ก Precision 0.02mm Dual Camera Blue Light

รีวิว 3D Scanner Revopoint Mini สแกนเนอร์ที่มาในรูปแบบ Hybrid ใช้ได้ทั้งมือถือ Handheld และ แบบตั้งโต๊ะ Fix Scanner ขนาดเล็ก พกพาสะดวก ใช้งานง่าย และยังมาในรูปแบบ Dual Camera Blue Light แสงสีฟ้า เข้มข้น เพื่อความละเอียดที่เหนือชั้น Precision
Webinar : 3D Scanner ประสิทธิภาพเหนือชั้น ขนาดเล็กพกพาได้ ผู้เริ่มต้นควรเลือกใช้ 👉ในวันที่ 12 ตุลาคม 2566 14:00น.

Webinar : 3D Scanner ประสิทธิภาพเหนือชั้น ขนาดเล็กพกพาได้ ผู้เริ่มต้นควรเลือกใช้ 👉ในวันที่ 12 ตุลาคม 2566 14:00น. ✅หัวข้อการสัมนาออนไลน์✅ – 3D Scanner คืออะไร – แนะนำการใช้งานเบื้องต้นของแต่ละรูปแบบ – การเลือกสแกนเนอร์ให้เหมาะกับชิ้นงาน – การสแกนชิ้นงานด้วย Revopoint Mini –
แอปพลิเคชั่นของ Revopoint MINI 3D Scanner

เครื่องRevopoint Mini 3D Scanner เป็นเครื่องมือที่เปิดประตูให้กับนักออกแบบ วิศวกร ผู้ผลิต และนักวิจัยทางการแพทย์และวิทยาศาสตร์ที่ต้องการสร้างโมเดล3มิติอย่างรวดเร็ว ในบทบาทเหล่านี้ การสร้างแบบจำลอง 3 มิติมักมีความสำคัญต่องาน แต่ความสามารถในการดำเนินการนั้นถูกล็อกไว้เบื้องหลังซอฟต์แวร์การสร้างแบบจำลอง 3 มิติที่เรียนรู้ยากและใช้เวลานานหรือเครื่องสแกน 3 มิติที่มีราคาแพง โดยเครื่องRevopoint Mini 3D Scanner ตอบโจทย์อุปสรรคเหล่านี้ทั้งหมด ด้วยการลดอุปสรรคในการผลิตงานสร้างสรรค์ 3D ลงอย่างมาก
Revopoint’s MINI 3D Scanner Uses Blue Light เพื่อความแม่นยํา

MINI use Industrial-grade Blue Light Scanning Blue Light Scanning เพื่อความแม่นยําที่สูงขึ้น และใช้กันอย่างแพร่หลายสำหรับเครื่องสแกนเนอร์ 3 มิติ ระดับอุตสาหกรรม แต่ค่าใช้จ่ายทำให้ผู้ใช้ทั่วไปสะดุ้งกับราคาที่ต้องจ่ายกันได้ ด้วยเหตุนี้ Revopoint มีภารกิจเพื่อให้ทุกคนสามารถเข้าถึงการใช้งานเครื่องสแกน 3 มิติ จึงได้เปิดตัว Revopoint Mini 3D Scanner
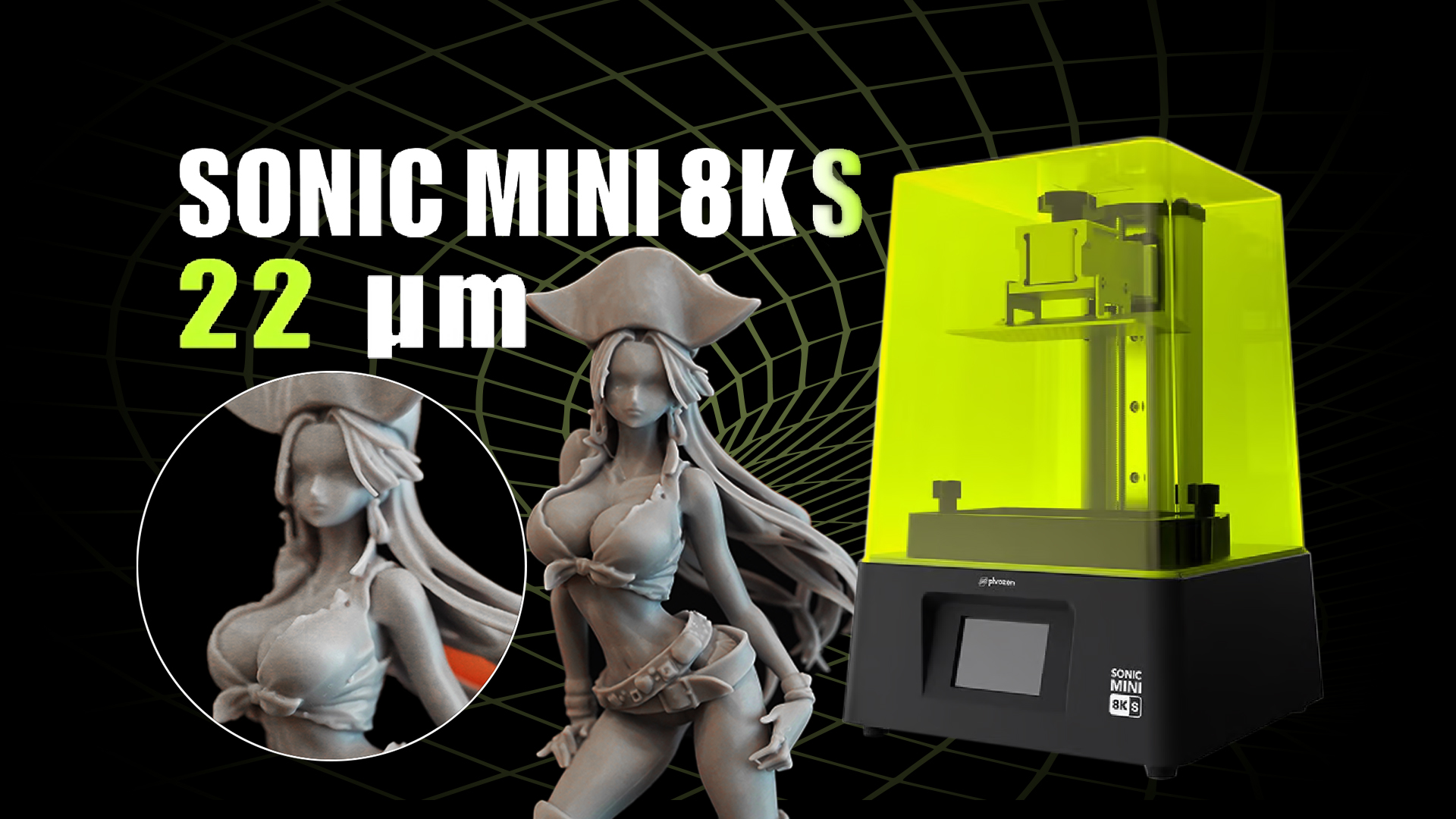
Phrozen Sonic Mini 8Ks การพิมพ์งานครั้งแรกกับโมเดลสวยๆ Boa Hancock

Phrozen ได้เปิดตัวสินค้าใหม่ Sonic mini 8ks โดยครั้งที่แล้วเราได้ทำการ Unbox แกะกล่องกันไป มารอบนี้จะพามาลองใช้งานครั้งแรกกันว่า งานที่ออกมาจะดีแค่ไหน ถ้าพร้อมแล้วเราจะเริ่มจากตั้งแต่การ Slicer File ในโปรแกรม ChiTuBox slicer,กันเลย หากใครเพิ่งเคยรู้จักและอยากใช้งานเป็นสามารถอ่านบทความนี้ไปพร้อมกับทำตามได้เลยนะ เพราะจะพยายามทำให้ละเอียดๆเพื่อให้ทุกคนได้ใช้งานเป็น การสั่งพิมพ์ เราต้องทำความเข้าใจก่อนว่่า Phrozen Sonic mini 8ks เป็นเพียงเครื่องพิมพ์
แหวนเสริมดวงใส่นิ้วไหนให้เฮง

เป็นที่เชื่อกันว่า นิ้วในมือของเราทั้งสองข้างทั้งมือซ้ายและมือขวา สามารถเชื่อมโยงถึงดวงดาวต่างๆที่อยู่ในดวงชะตาของคุณ ดังนั้น คงจะดีกว่าถ้าคุณสามารถ “ใส่แหวนเสริมดวง” เพื่อความสวยงาม อีกทั้งสามารถสวมได้ตามความเชื่อของคุณได้ด้วย เพราะในชีวิตของคนเรามักมีเหตุการณ์ไม่คาดฝันต่างๆเกิดขึ้นเสมอ จึงทำให้หลายคนมักกังวลใจถึงอนาคตข้างหน้า ทั้งเรื่องการเงิน ความรัก และสุขภาพ รวมไปถึงเรื่องความก้าวหน้าในหน้าที่การงาน อย่างไรก็ดี ในสังคมไทยเป็นที่เชื่อกันอย่างกว้างขวางถึงเรื่องดวงชะตาที่คุณสามารถปรับเปลี่ยนได้โดยการใส่เครื่องประดับเสริมดวงหรือ “ใส่แหวนเสริมดวง” ที่ถ้าหากมีลักษณะของตัวแหวนและอัญมณี รวมไปถึงวิธีสวมใส่ที่ถูกต้องตามหลักโหราศาสตร์ ก็จะช่วยเสริมให้ดวงชะตาของคุณมีแต่โชคลาภความสุข เงินทองไหลมาเทมา ซึ่งคุณอาจนำไปประยุกต์ในการสั่งทำแหวนแต่งงานได้ด้วยเช่นกัน แต่ทว่า ในการเลือกใส่แหวนเสริมดวง ใช่ว่าคุณจะสามารถหาซื้อแหวนแบบใดก็ได้แล้วนำมาใส่นิ้วไหนก็ได้ตามต้องการ
รวม 10โปรแกรมสร้าง 3D CAD “สำหรับคนใช้ MacOS” ต้องการ!!! (โปรแกรมเท่านั้นไม่รวมในเว็ปไซต์)
")
ทำความรู้จักกับโปรแกรม 3D CAD คืออะไร การขึ้นรูปในรูปแบบ 3 มิติ โดยใช้คอมพิวเตอร์ช่วยในการออกแบบ ช่วยในการสร้างชิ้นส่วนหรือ Part ด้วยแบบจำลองทางเรขาคณิต (Geometry) ชิ้นส่วนที่ถูกสร้างขึ้นมาเรียกว่าแบบจำลองหรือ Model และแบบจำลองนี้ก็สามารถแสดงเป็นแบบ Drawing หรือไฟล์ข้อมูล CAD โดยสามารถนำข้อมูลนั้นๆไปใช้งานได้หลากหลาย เช่น 3D Printer CNC และอื่นๆ ซึ่งแน่นอนว่าเป็นสิ่งสำคัญมากๆ
INTERMACH 2023 งานเเสดงเทคโนโลยีอุตสาหกรรมการผลิตแห่งปี 10-13 พ ค. 66

INTERMACH 2023 งานเเสดงเทคโนโลยีอุตสาหกรรมการผลิตแห่งปี 10-13 พฤษภาคม 2566 ตั้งแต่เวลา 10:00-18:00 น. ที่ไบเทค บางนา บูธเลขที่ V39 Hall 102 พบกับเครื่องพิมพ์3มิติ, สแกนเนอร์, เลเซอร์ แบบจัดเต็มทั้งงานเล็กและงานใหญ่ ระดับเริ่มต้น ไปจนถึงระดับการใช้ในอุตสาหกรรม พร้อมให้ได้ทดลองใช้งานกันจริงๆ ร่วมกับทีมงานEngineerที่จะคอยดูแลและตอบคำถามที่สงสัยในงาน 3D Printing
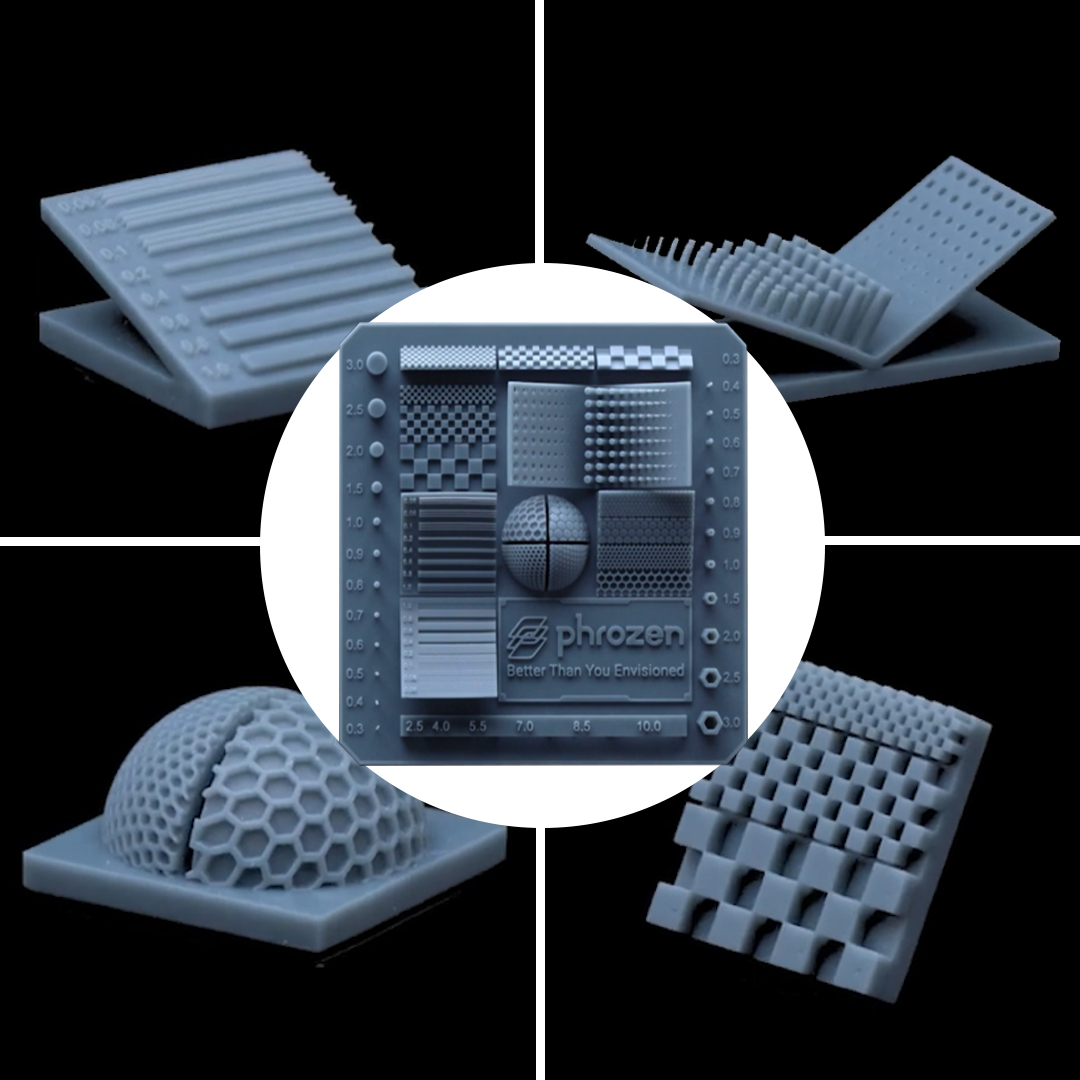
ทำความรู้จักไฟล์ Tester 3D Printer SLA ใช้ทดสอบอะไรบ้างจาก Phrozen

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เชื่อว่าหลายๆคนหลังจากได้รับ 3D Printer แล้วอยากรู้ประสิทธิภาพของเครื่องตนเอง แต่จะเอาไฟล์อะไรทดสอบดี หรือจะทดสอบอะไร แล้วทดสอบเพื่อดูอะไร วันนี้เรามาหาคำตอบกัน เราโดยได้หยิบการยกตัวอย่างของ Phrozen Sonic Mighty 8K เนื่องจากเป็นเครื่องที่มีความละเอียดสูงและ Phrozen Aqua 8K Resin และมองเห็นอย่างชัดเจนในส่วนที่เราจะทดสอบกันและมีไฟล์พิเศษไว้ให้ดาวน์โหลดเพื่อใช้งานอีกด้วยพร้อมแล้วไปดูกัน 1 Pin Diameter มีลักษณะเป็นแท่ง ทรงกระบอก