

เมื่อวาน Formlabs เปิดตัว Form 4L จัดว่าเป็นตัว Hi-End สุดในโลกของเครื่องระบบ MSLA (Masked Stereolithography) โดยมีราคาเครื่องเปล่าอยู่ที่ 9,999USD หรือ ประมาณ 350,000บาท จัดว่าสูงกว่าค่ายจากไต้หวัน และ จีนหลายเท่าตัวทีเดียว แต่ด้วยขนาดนี้ก็ได้มาซึ่งคุณภาพและจุดต่างจากคู่แข่งหลากหลาย ข้อดี แผ่นฟิมล์พิเศษที่ทนทานมากๆ ทาง Formlabs ได้โชว์โดยการเอาตัวดูดสุญญากาศ
Tag: [Formlabs]
เตรียมตัวก่อนตัดสินใจซื้อ Printer 3D

เครื่องพิมพ์ 3D มีอยู่ด้วยกันหลากหลายชนิด เรามาทำความรู้จักกับประเภทเครื่องพิมพ์ 3D ชนิดต่างๆ กัน 3D printer หรือ ที่คนทั่วไปเรียกว่า เครื่องพิมพ์ 3 มิติ นั้นมีกลไกการสร้างชิ้นงานขึ้นมาที่แตกต่าง จากระบบ 2 มิติ โดย 2 มิติ จะทำงานโดยหลักการเป็นแค่แนวระนาบ x,y ที่เปรียบเสมือนเราปริ้นกระดาษอกกจากเครื่องปริ้น ที่ได้เพียง
INTERMACH 2023 งานเเสดงเทคโนโลยีอุตสาหกรรมการผลิตแห่งปี 10-13 พ ค. 66

INTERMACH 2023 งานเเสดงเทคโนโลยีอุตสาหกรรมการผลิตแห่งปี 10-13 พฤษภาคม 2566 ตั้งแต่เวลา 10:00-18:00 น. ที่ไบเทค บางนา บูธเลขที่ V39 Hall 102 พบกับเครื่องพิมพ์3มิติ, สแกนเนอร์, เลเซอร์ แบบจัดเต็มทั้งงานเล็กและงานใหญ่ ระดับเริ่มต้น ไปจนถึงระดับการใช้ในอุตสาหกรรม พร้อมให้ได้ทดลองใช้งานกันจริงๆ ร่วมกับทีมงานEngineerที่จะคอยดูแลและตอบคำถามที่สงสัยในงาน 3D Printing
ขอบคุณ : มหาวิทยาลัยมหิดล คณะเภสัชศาสตร์ ที่นำ Form3B+ ไปใช้ในงานวิจัยและศึกษา

มหาวิทยาลัยมหิดล คณะเภสัชศาสตร์ เป็นคณะที่มีชื่อเสียงด้านการวิจัย และฝ่ายด้านการใช้งานทาง เภสัชที่มีคุณภาพ และต้องการ 3D Printer ที่มีคุณภาพสูง พร้อมกับการใช้งานที่เฉพาะเจาะจง ในการวิจัยทางการแพทย์ รวมถึงการผลิตผลงาน Prototype 3DD จึงได้ทำการนำเสนอ Formlabs Form3B+ ซึ่งเป็น 3D Printer เฉพาะเจาะจงทางด้านการแพทย์ เนื่องจากมี เรซิ่นที่รองรับโดยการวิจัย และทางการแพทย์ ทำให้
ขอบคุณ : มหาวิทยาลัยสงขลานครินทร์ ที่เลือกใช้ Formlabs

เมื่อไม่นานมานี้เราได้มีโอกาส นำเสนอเกี่ยวกับ 3D Printer ให้กับ มหาวิทยาลัยสงขลานครินทร์ เพื่อใช้เป็นสื่อการเรียนรู้ และทดลองในด้านต่างๆสำหรับการศึกษา โดยเน้นการศึกษาด้านเกี่ยวกับ Resin ที่ใช้ได้กับมนุษย์ 3DD จึงได้นำเสนอกับ Formlabs 3B+ สำหรับงานทัตกรรม การแพทย์ เราได้ทำการจัดส่ง พร้อมเทรนนิ่งสอนการใช้งาน โดยช่างมืออาชีพ Formlabs พัฒนาต่อมาจาก Form 2 ที่ประสบความสำเร็จอย่างมาก
ขอขอบคุณ : บริษัท เมธาวี เอ็นจิเนียริ่ง จํากัด สนับสนุนสินค้าของพวกเรา 3DD

เมื่อไม่นานมานี้ได้มีการติดต่อมาจาก บริษัท เมธาวี เอ็นจิเนียริ่ง จํากัด ที่ต้องการทำเกี่ยวกับงาน อะไหล่ Jigs ของเครื่องจักร โดยได้ทำการสั่งซื้อเครื่อง Form3 เครื่องพิมพ์สามมิติ ระบบเรซิ่น ที่คุณภาพสูง งานสวยเพิ่มเติม พร้อมทั้งมีการวิจัยรองรับเกี่ยวกับเรซิ่น และต้องการแบบ 3D Set เพื่อความสะดวกในการใช้งาน เราจึงทำการจัดส่งและติดตั้งไปให้ถึงที่ รวม 3D Scanner Einscan HX ที่พร้อมกับโปรแกรม Geomagic Essential และ Solid
ขอขอบคุณ : ศูนย์เทคโนโลยีสารสนเทศมรดกศิลปวัฒนธรรม กรมศิลปกร

ได้มีการสั่งซื้อเครื่อง Form3L เครื่องพิมพ์สามมิติ ระบบเรซิ่น ที่คุณภาพสูง งานสวยเพิ่มเติม พร้อมทั้งมีการวิจัยรองรับเกี่ยวกับเรซิ่น และต้องการแบบ 3D Set เพื่อความสะดวกในการใช้งาน เราจึงทำการจัดส่งและติดตั้งไปให้ถึงที่ รวม 3D Scanner Einscan HX ที่พร้อมกับโปรแกรม Geomagic Essential และ Solid Edge 3DD ได้เข้าทำการ Training พร้อมกับสอนการใช้งานทั้งเครื่องและโปรแกรม
Fuse 1+ 30W Nylon 11 CF Powder Made with Carbon Fiber

Fuse 1+ 30W Nylon 11 CF Powder Made with Carbon Fiber Formlabs มีความภูมิใจที่จะประกาศเปิดตัววัสดุเสริมใยคาร์บอนชนิดแรกในห้องสมุดของเรา นั่นคือNylon 11 CF Powderสำหรับเครื่องพิมพ์ 3 มิติFuse 1+ 30W elective laser sintering (SLS)
ลดต้นทุนและของเสียด้วยฟิวส์ 1+ 30W Circular Ecosystem

ลดต้นทุนและของเสียด้วยฟิวส์ 1+ 30W Circular Ecosystem Reduce Costs And Waste With the Fuse 1+ 30W Circular Ecosystem เนื่องจากธุรกิจจำนวนมากต้องการทำให้โครงสร้างและกระบวนการของตนมีความยั่งยืนมากขึ้น การพิมพ์ 3 มิติจึงได้รับการประเมินว่าเป็นเครื่องมือที่ช่วยลดของเสียในแอปพลิเคชันการสร้างต้นแบบ และการผลิตด้วยการเร่งการทำซ้ำ จัดหาวิธีการผลิตทางเลือก และผลิตเฉพาะสิ่งที่จำเป็น การมีเครื่องพิมพ์การเผาด้วยเลเซอร์ (SLS)
ความก้าวหน้าของ Fuse1+ 30w SLS Printer & Sift

Next Generation in SLS 3D Printing: Fuse 1+ 30W ขอแนะนำรุ่นถัดไปในการพิมพ์ SLS 3D: ฟิวส์ 1+ 30W เป็นรุ่นที่มีความเร็วที่เหนือกว่าและวัสดุประสิทธิภาพสูง เมื่อ Formlabs เริ่มจัดส่งเครื่องพิมพ์ Fuse 1 selective laser sintering (SLS)
มันเมามาก Mini on tour @pattaya งานสุด exclusive ที่รวมวิชาการยุคดิจิตอล และคุณหมอเข้าร่วมงานเยอะที่สุด

ทาง 3DD ได้เกียรติจากคุณหมอปกป้อง อมรวิทย์ (Pokpong Amornvit) เข้าจัดบูธในงาน มันเมามาก Mini on tour @pattaya งานสุด exclusive ที่รวมวิชาการยุคดิจิตอล และมีคุณหมอเข้าร่วมงานเยอะที่สุด โดยการเชิญครั้งนี้ เราได้นำสินค้าไปโชว์ ให้กับทางคุณหมอ ในหัวข้อ The Tomorrow War ยักใหญ่ไล่ยักษ์เล็ก ยักษ์เล็กสู้ยักษ์ใหญ่
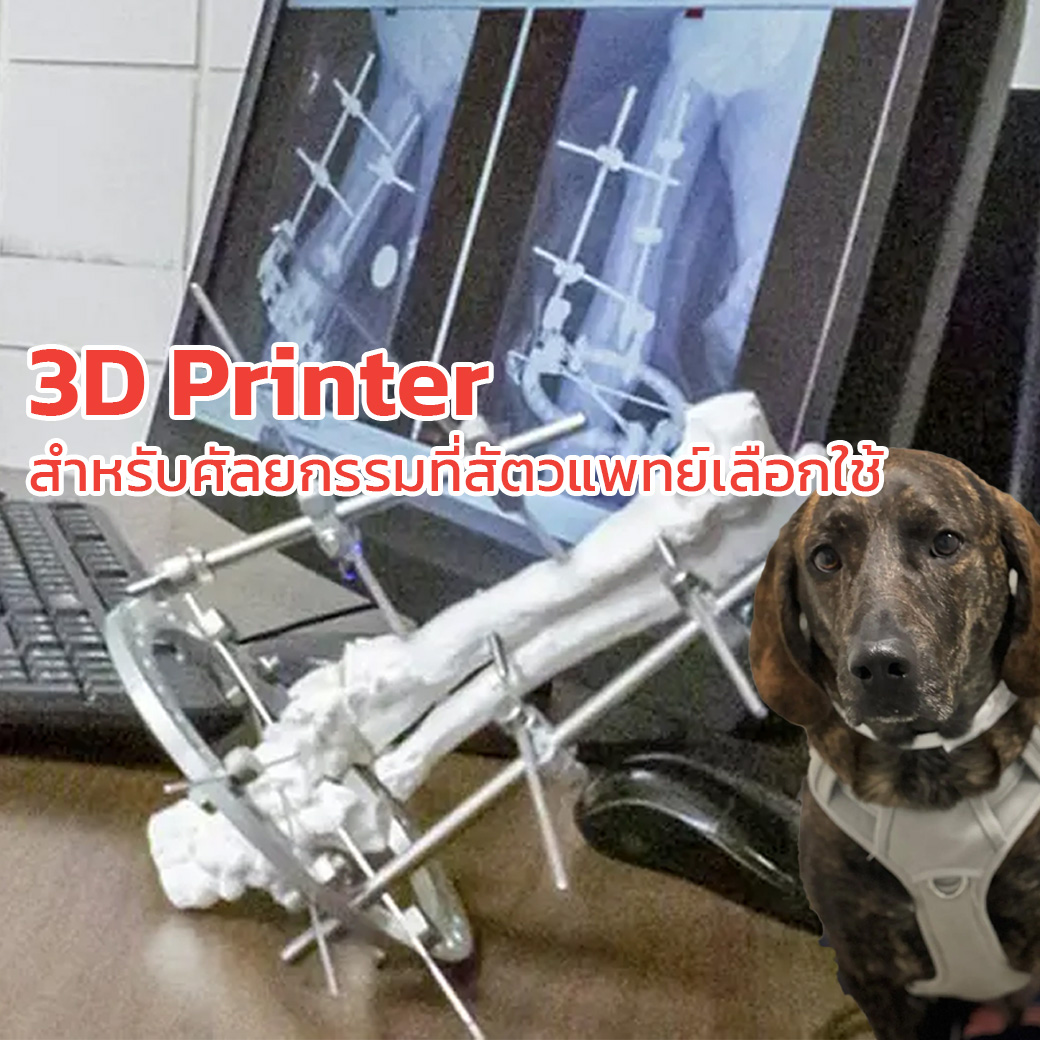
3D Printer สำหรับศัลยกรรมที่สัตวแพทย์เลือกใช้

ที่ Michigan State University College ของสัตวแพทย์ศาสตร์ มีสัตว์เลี้ยงทุกรูปแบบ ทุกขนาด และทุกสายพันธ์ Dr. Danielle Marturello, DVM, MS, DACVS ผู้ช่วยศาสตราจารย์ด้านศัลยกรรมกระดูกสัตว์ขนาดเล็ก ต้องพบเจอสัตว์เลี้ยงที่เข้ามามากมาย ซึ่งบางครั้งจะพบสุนัขและน้องแมวกระดูกหัก โครงกระดูกผิดรูป หรือเอ็นฉีกขาด ซึ่งเป็นหน้าที่ของ Dr. Danielle ที่จะต้องช่วยแก้ไขรักษาพวกเขา ผู้ป่วยต่างกัน
กรมศิลปากรกับ 3D Printer ระบบ SLA ที่คุณภาพสูง งานสวยที่สุดในตอนนี้

ได้มีการสั่งซื้อเครื่อง Form3L เครื่องพิมพ์สามมิติ ระบบเรซิ่น ที่คุณภาพสูง งานสวยเพิ่มเติม พร้อมทั้งมีการวิจัยรองรับเกี่ยวกับเรซิ่น และต้องการแบบ 3D Set เพื่อความสะดวกในการใช้งาน เราจึงทำการจัดส่งและติดตั้งไปให้ถึงที่ หลังจากครั้งที่แล้วได้มีการสั่งซื้อ EinScan HX เพื่อไปใช้งานเกี่ยวกับการสแกนงานศิลป์และอื่นๆ อ่านเพิ่มเติม ทำการจัดส่งและติดตั้ง Form3L เครื่องพิมพ์ 3มิติ ระบบเรซิ่น นับว่าเป็นเครื่องที่ขายดีที่สุดเนื่องจากมีขนาดพื้นที่การพิมพ์ใหญ่ถึง 33.5*20*30cm และยังรองรับเรซิ่นให้เลือกได้มากถึง
วิทยาลัยอาชีวะ ต้องการทำห้อง Lab สำหรับการศึกษาวิจัย การออกแบบผลิตภัณฑ์เสมือนจริง

เมื่อไม่นานมานี้ได้มีการติดต่อจากทาง วิทยาลัยอาชีวศึกษาเทคโนโลยีฐานวิทยาศาสตร์ (ชลบุรี) ได้ทำห้องปฏิบัติการออกแบบผลิตภัณฑ์เสมือนจริง ซึ่งทาง 3DD Digital Fabrication เราเชี่ยวชาญด้านการจัดการเกี่ยวกับ Solution การผลิตและออกแบบ อย่างครบวงจร โดยเราได้จัดทำชุด Set 3D โดยมีการอัพเกรดหลายสินค้าเดิมที่อยู่ใน Set 3D ให้ พร้อมทั้งการจัดส่งติดตั้งให้ถึงที่ ภายใน Set 3D สำหรับห้องปฏิบัติการออกแบบผลิตภัณฑ์เสมือนจริง ของวิทยาลัยอาชีวศึกษาเทคโนโลยีฐานวิทยาศาสตร์
3D Printer กับการพัฒนาธุรกิจผู้ผลิตเกี่ยวกับวัสดุ อุปกรณ์ทางทันตแพทย์

เคอิชิคาอิ เดนตัล เซอร์วิส แอนด์ แล็ป ผู้จำหน่ายเกี่ยวกับอุปกรณ์ต่างๆของทันตแพทย์ รวมถึงการผลิตเกี่ยวกับฟันเทียมและอื่นๆ ได้หยิบยก 3D Printer ขึ้นมาเพื่อพัฒนาส่งเสริมธุรกิจของตัวเองโดยมีโจทย์ว่า ต้องการเครื่องที่สามารถใช้ได้กับทันตแพทย์ หรือการแพทย์ได้เท่านั้น รวมถึงจะต้องใช้งานที่ง่าย ใครๆก็สามารถเข้าถึงการใช้งานได้ เราเลยจัดให้เลยกับ Form3B เป็นเครื่องที่ผลิตมาเพื่อการแพทย์โดยเฉพาะ และยังมีน้ำยาเรซิ่นที่ได้รับการรับรองจากนักวิจัยถึง 30 ชนิด นอกจากนี้เราได้ทำการจัดส่งสินค้าพร้อมสอนการใช้งานโดยวิศวกรมืออาชีพ ที่ชำนาญการโดยเริ่มสอนตั้งต้นจนจบการทำงาน และนอกจากการสอนแล้วยังมีทีมงานคอยให้คำปรึกษาเกี่ยวกับใช้งานอีกด้วย Form3B
แพทย์ใช้ 3D Printer ทำแบบจำลองทารกฝาแฝดเพื่อใช้ศึกษาในการผ่าตัด

3D Printed แบบจำลองกายวิภาคการผ่าตัดของทารกแฝด โดยการทำเป็นโมเดลเพื่อศึกษาก่อนนำไปใช้จริง เนื่องจากการผ่าตัดนั้นมีความยากมากๆ และมีภาวะแทรกซ้อนหลายอย่างจึงต้องมีความแม่นยำ จึงได้นำเทคโนโลยี 3D Printer เข้ามามีส่วนช่วยในงานการแพทย์ครั้งนี้ เริ่มต้นโดยการสร้างจำลองโมเดลเด็ก2คนขึ้นมา ซึ่งโมเดลนี้จะเป็นโมเดลที่จะแยกตัวจากกัน แต่มีการจำลองในส่วนหัวที่ติดกัน โดยสิ่งที่ติดกันอยู่นั้นเป็นส่วนเดียวกัน การผ่าตัดจะแยกออกจากกันและจากนั้นจะทำ ศัลยกรรม โดย ศัลยแพทย์ผู้เชี่ยวชาญเข้ามามีส่วนเกี่ยวข้องในการออกแบบ ทำให้การออกแบบจำลองฝาแฝดที่ติดกันเป็นไปได้ด้วยดี และได้มีการส่งมอบตัวอย่างไปให้อีกหลายๆโรงพยาบาล และไม่ต้องห่วงในด้านการขนส่ง เพราะโมเดลนี้มีการออกแบบมาให้มีการใส่แม่เหล็กไปเพื่อเวลาทำการติดตั้งโมเดล จะได้ง่ายขึ้น หรือที่เข้าใจคือสามารถแกะและติดตั้งได้เลย ทำให้งานต่อการขนส่งและติดตั้ง
ผู้ให้บริการ ออกแบบชุดสายไฟสำหรับยานพาหนะ SEWS-Asia Technical Center กับ 3D Printer SLA

ผู้ให้บริการ ออกแบบชุดสายไฟสำหรับยานพาหนะ SEWS-Asia Technical Center ได้ทำการสั่งซื้อเครื่อง 3D Printer Form3L เพื่อนำไปใช้พัฒนาธุรกิจของตัวเอง โดยต้องการ 3D Printer ที่มีประสิทธิภาพสูง สามารถใช้งานได้หลากหลาย รวมถึงสามารถใช้ในงานของเค้าได้ทั้งด้านการออกแบบ และใช้งานจริง ทำไมถึงต้องเป็น Form3L เนื่องจาก 3D Printer เครื่องนี้เป็นเครื่องที่สามารถใช้งานได้หลากหลาย และมีการวิจัยมาแล้วว่า สามารถใช้น้ำยาเรซิ่นได้มากกว่า
รวมสุดยอด 12 เว็บไซต์ดาวน์โหลด 3D Model ฟรี!!

เมื่อไม่นานมานี้ทางทีมงานได้รับคำถามเกี่ยวกับลูกค้า ที่ถามว่า ถ้าทำไฟล์3D ไม่เป็นแล้วจะเล่น 3D Printer ได้ไหม ??? ทำให้พวกเรา Print3DD เกิดไอเดีย ที่จะช่วยลูกค้า โดยการรวบรวมเว็ปไซต์ที่มีไฟล์ 3D Printer มาไว้ในบทความนี้ถึง 10 เว็ปไซต์ ที่จะมีทั้งเว็ปไซต์ ที่โหลดฟรี และแบบเสียเงิน โดย10เว็ปไซต์ที่เรานำมานี้ ไม่ได้มีการจัดอันดับอะไร เพราะทุกเว็ปไซต์มีข้อแตกต่างกัน และจุดเด่นคนละแบบกัน
การใช้การพิมพ์ 3 มิติเพื่อผลิตชิ้นส่วนและอะไหล่ทนความร้อนสำหรับมอเตอร์ไซค์

Andrea Pirazzini ผู้ก่อตั้ง Help3D ใช้เครื่องพิมพ์ Formlabs 3D เพื่อสร้างท่อร่วมไอดีสำหรับพิทไบค์ที่เขาขี่ในการแข่งขันชิงแชมป์ 12 Pollici Italian Cup เมื่อทีมของเขาปรับแต่งรถมอเตอร์ไซค์ พวกเขาพยายามให้มากที่สุดเท่าที่จะเป็นไปได้เพื่อให้ได้เอาท์พุตกำลังเชิงเส้น Pirazzini ใช้การวิเคราะห์ของไหล-ไดนามิกกับการออกแบบการบิดท่อร่วมที่เป็นไปได้เพื่อจำกัดแรงม้าโดยไม่ต้องใช้หน้าแปลนลด ซึ่งอาจทำให้แรงดันตกคร่อมเฉพาะที่ Pirazzini หันมาใช้การพิมพ์ 3 มิติ เนื่องจากทำให้เขาสามารถพิมพ์ชิ้นส่วนเดียวกันได้หลายเวอร์ชันด้วยต้นทุนที่ต่ำ ทดสอบการออกแบบในวันถัดไป และได้เปรียบในสนามแข่ง Elia
เมื่อผู้ผลิตและจำหน่ายถุงยางอนามัย ต้องการเครื่องพิมพ์3มิติเพื่อใช้ในธุรกิจ

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เมื่อไม่นานมานี้ทาง Print3DD ได้มีการสอบถามเข้ามาเกี่ยวกับเครื่อง 3D Printer ในด้าน Solution ของอุตสาหกรรมการออกแบบและผลิตภัณฑ์ ของSSL manufacturing (thailand) โดยเน้นไปที่งานสามารถทำเป็นต้นแบบ Prototype ได้และนำไปใช้งานจริงได้ เราจึงได้นำเสนอ Formlabs Form3 ที่ครบเซ็ท โดยสามารถใช้งานตั้งแต่เริ่มจนถึงจบงานได้เลย สำหรับเครื่องนี้การออกแบบหรือการผลิตภัณฑ์ก็นับว่าใช้ได้และเข้ากันได้กับหลายๆงาน เนื่องจากเป็นเครื่องที่ใช้งานง่าย Formlabs Form3 มีระบบลดแรงดึงที่จะช่วยให้ชิ้นงานไม่พัง และสำเร็จโดยง่าย