

Fuse 1+ 30W Nylon 11 CF Powder Made with Carbon Fiber Formlabs มีความภูมิใจที่จะประกาศเปิดตัววัสดุเสริมใยคาร์บอนชนิดแรกในห้องสมุดของเรา นั่นคือNylon 11 CF Powderสำหรับเครื่องพิมพ์ 3 มิติFuse 1+ 30W elective laser sintering (SLS)
Tag: [Formlabs Form 3B]
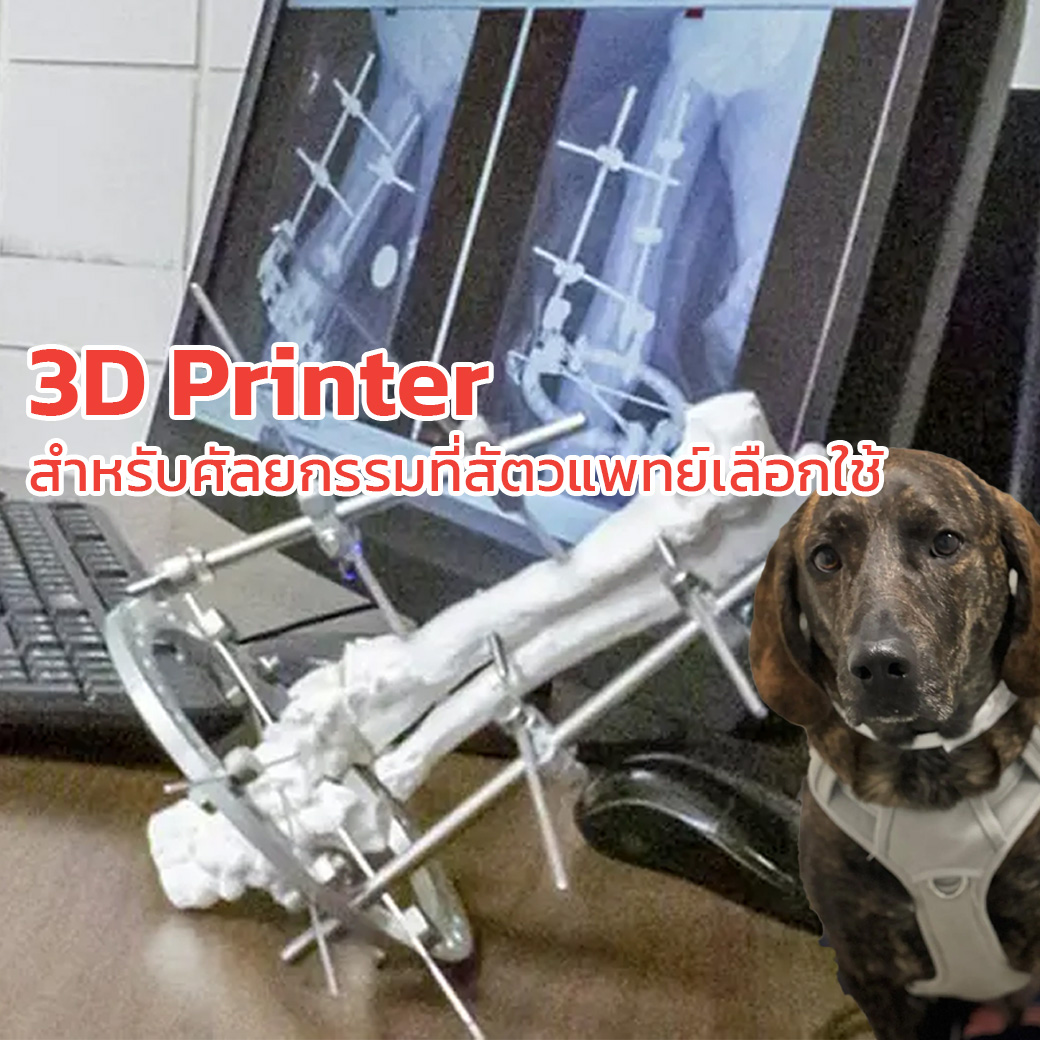
3D Printer สำหรับศัลยกรรมที่สัตวแพทย์เลือกใช้

ที่ Michigan State University College ของสัตวแพทย์ศาสตร์ มีสัตว์เลี้ยงทุกรูปแบบ ทุกขนาด และทุกสายพันธ์ Dr. Danielle Marturello, DVM, MS, DACVS ผู้ช่วยศาสตราจารย์ด้านศัลยกรรมกระดูกสัตว์ขนาดเล็ก ต้องพบเจอสัตว์เลี้ยงที่เข้ามามากมาย ซึ่งบางครั้งจะพบสุนัขและน้องแมวกระดูกหัก โครงกระดูกผิดรูป หรือเอ็นฉีกขาด ซึ่งเป็นหน้าที่ของ Dr. Danielle ที่จะต้องช่วยแก้ไขรักษาพวกเขา ผู้ป่วยต่างกัน
3D Printer กับการพัฒนาธุรกิจผู้ผลิตเกี่ยวกับวัสดุ อุปกรณ์ทางทันตแพทย์

เคอิชิคาอิ เดนตัล เซอร์วิส แอนด์ แล็ป ผู้จำหน่ายเกี่ยวกับอุปกรณ์ต่างๆของทันตแพทย์ รวมถึงการผลิตเกี่ยวกับฟันเทียมและอื่นๆ ได้หยิบยก 3D Printer ขึ้นมาเพื่อพัฒนาส่งเสริมธุรกิจของตัวเองโดยมีโจทย์ว่า ต้องการเครื่องที่สามารถใช้ได้กับทันตแพทย์ หรือการแพทย์ได้เท่านั้น รวมถึงจะต้องใช้งานที่ง่าย ใครๆก็สามารถเข้าถึงการใช้งานได้ เราเลยจัดให้เลยกับ Form3B เป็นเครื่องที่ผลิตมาเพื่อการแพทย์โดยเฉพาะ และยังมีน้ำยาเรซิ่นที่ได้รับการรับรองจากนักวิจัยถึง 30 ชนิด นอกจากนี้เราได้ทำการจัดส่งสินค้าพร้อมสอนการใช้งานโดยวิศวกรมืออาชีพ ที่ชำนาญการโดยเริ่มสอนตั้งต้นจนจบการทำงาน และนอกจากการสอนแล้วยังมีทีมงานคอยให้คำปรึกษาเกี่ยวกับใช้งานอีกด้วย Form3B
Dental Artistry ได้ทำเทคโนโลยี 3D Printer & 3D Scaner เข้าใช้งานกับธุรกิจของตัวเองอย่างเป็นทางการ

เมื่อไม่นานมานี้ ทาง Dental Artistry Clinic จะทำการเปิดร้านใหม่ และมีแนวคิดว่าจะเอาเทคโนโลยีใหม่ๆเข้ามาใช้งานกับทาง Clinic จึงได้ติดต่อพวกเราเข้ามา ทาง Print3Dd พวกเราได้มีการทำคอนเท้นท์หรือตัวอย่างเกี่ยวกับ Solution Dental มาอยู่แล้ว ก็เข้าทางของเราเลยเนื่องจากเราได้ทำการทำงานและมีฐานลูกค้าที่เกี่ยวกับทางด้าน Solution นี้มาอยู่แล้ว จึงทำให้ง่ายต่อการแนะนำสินค้า หรือการเลือกสินค้าให้ทางผู้ใช้ตัดสินใจ เราได้ทำการจัดส่งและติดตั้งให้ถึงที่ โดยเครื่องที่เราเสนอให้ทางคุณหมอวันนี้เป็น Form3B ที่เป็นเครื่องสำหรับแพทย์หรือทันตกรรมโดยเฉพาะ เนื่องจากเครื่องนี้จะรองรับน้ำยาเรซิ่นพิเศษที่ใช้ทางด้านการแพทย์ได้
นักวิจัยได้พัฒนาหน้ากาก PPE ที่ประสิทธิภาพการใช้งานที่สูงถึง 8เท่า โดยการใช้ 3D Printer

เมื่อช่วงหลายๆเดือนที่ผ่านมามีการระบาดของ covid-19 ในหลายๆประเทศ ซึ่งทำให้ห้องปฏิบัติการและหลายๆสถานที่จะต้องขาดแคลนชุด PPE จึงทำให้ทีมนักวิจัยหลายๆที่ขาดแคลหน้ากาก N95 ไปด้วย และได้เปลี่ยนความกังวลให้กลายเป็นความจริงด้วยการสร้างหน้ากากอนามัยที่สั่งทำพิเศษ และมีประสิทธิภาพสูงกว่าหน้ากาก N95 ถึง8เท่าโดยใช้เครื่อง 3D Printer ของ Formlabs และที่ผ่านมาในช่วงที่ยังขาดแคลนหน้ากาก N95 จึงต้องสร้าง Solution ทางการแพทย์เพื่อตอบสนองความปลอดภัยต่อการขาดแคลน PPE ที่ส่งผลกระทบอยู่ทั่วประเทศ ต่อมาได้ทำเริ่มทำแบบพิเศษด้วยการใช้ Scaner
เรซินใหม่ 6 ชนิดจาก Formlabs

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เมื่อวันที่ 30 มิถุนายนที่ผ่านมานี้ Formlabs ได้เปิดตัวเรซินใหม่ 6 ตัว โดยเป็นแบบ Bio-Compatible ถึง 5 ตัว ดังนี้ เรซินทางวิศวกรรมและการดูแลสุขภาพ Flexible 80A Resin (ปรับปรุงสูตรจาก Flexible Resin, ไม่เป็น biocompatible) BioMed Amber Resin