

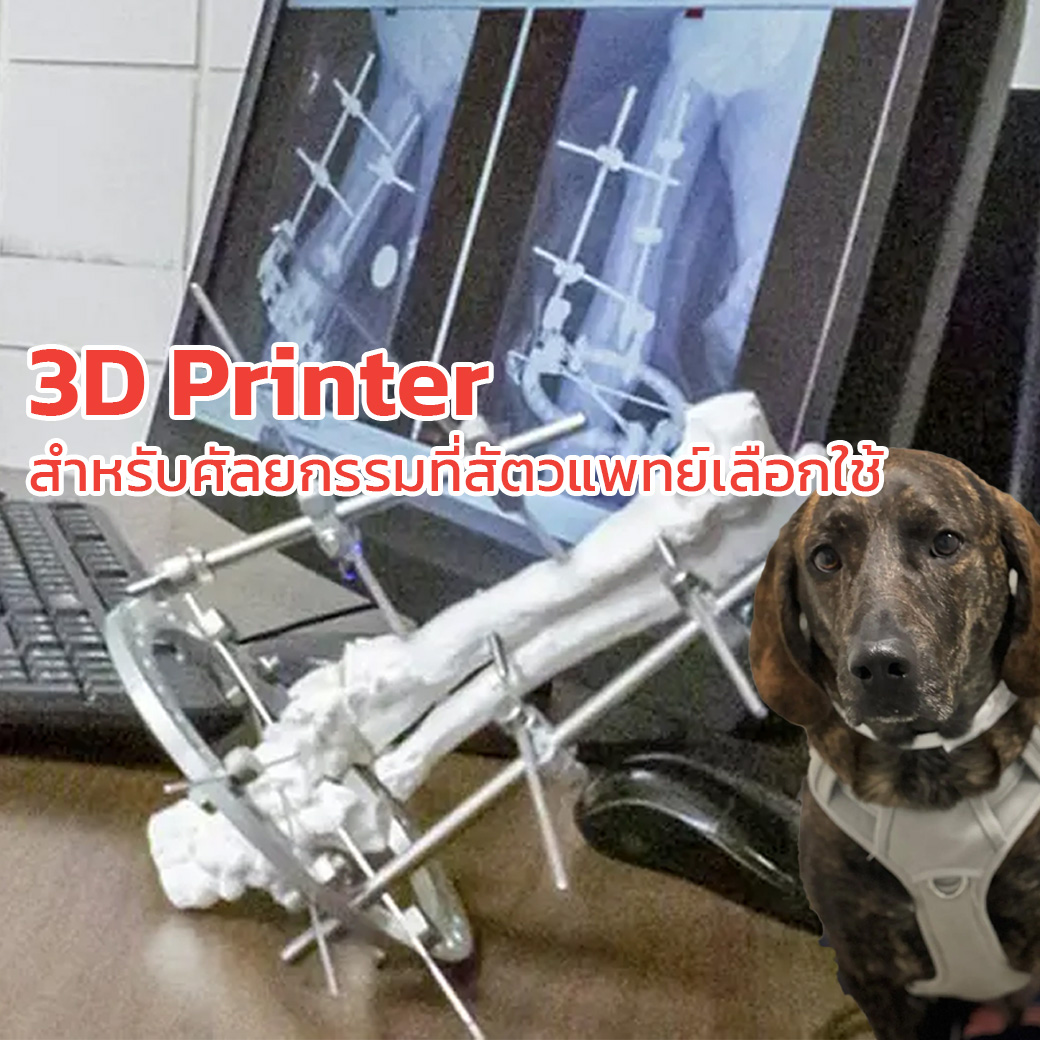
ที่ Michigan State University College ของสัตวแพทย์ศาสตร์ มีสัตว์เลี้ยงทุกรูปแบบ ทุกขนาด และทุกสายพันธ์ Dr. Danielle Marturello, DVM, MS, DACVS ผู้ช่วยศาสตราจารย์ด้านศัลยกรรมกระดูกสัตว์ขนาดเล็ก ต้องพบเจอสัตว์เลี้ยงที่เข้ามามากมาย ซึ่งบางครั้งจะพบสุนัขและน้องแมวกระดูกหัก โครงกระดูกผิดรูป หรือเอ็นฉีกขาด ซึ่งเป็นหน้าที่ของ Dr. Danielle ที่จะต้องช่วยแก้ไขรักษาพวกเขา ผู้ป่วยต่างกัน
Tag: Formlabs Form 3L
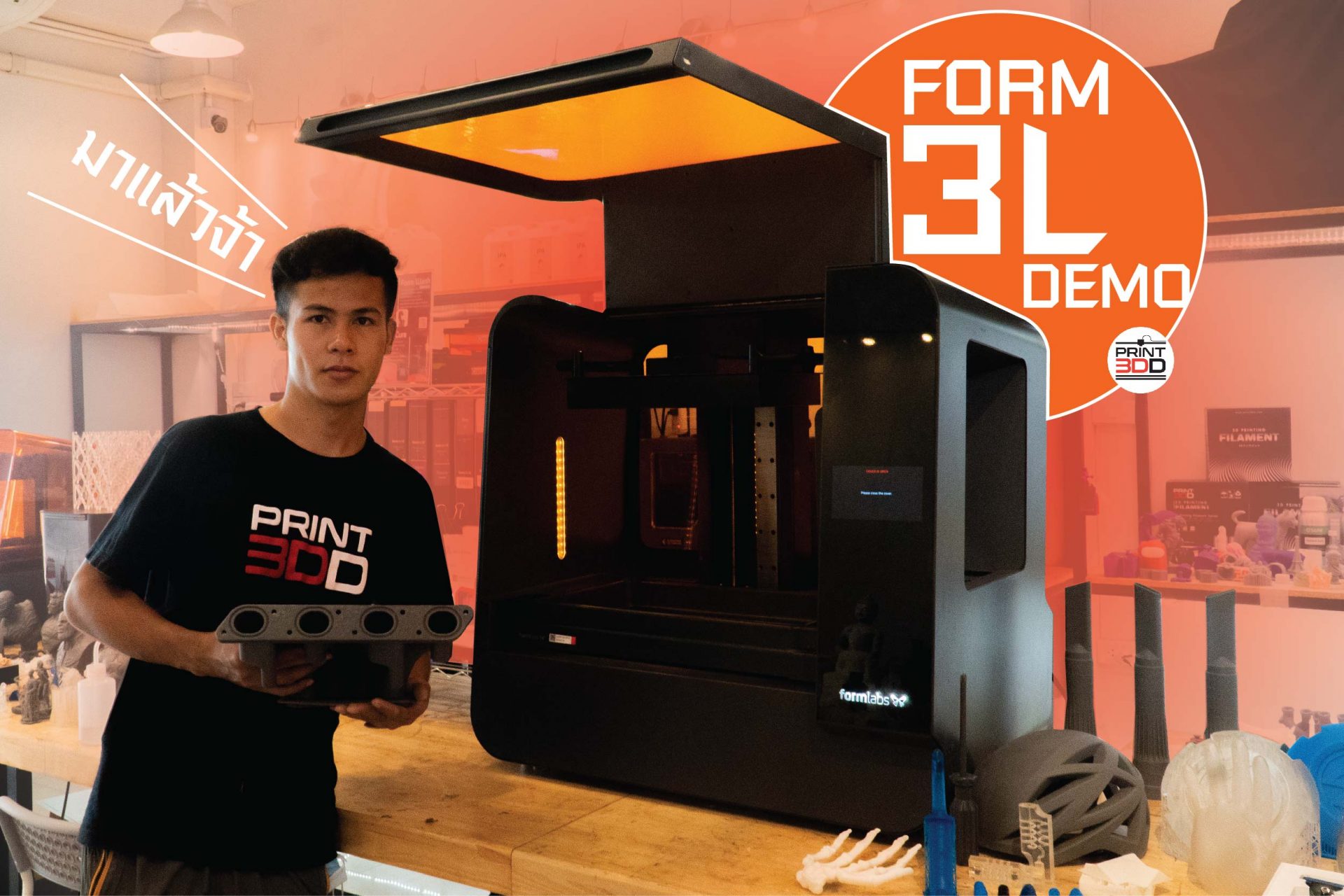
Form 3L เครื่องพิมพ์ 3มิติ ระบบ SLA เรซิ่นหลากชนิด เหมาะกับงานทุกประเภท

{kind=link}
{kind=link}
Form 3L เครื่องพิมพ์ 3มิติ ระบบ SLA เรซิ่นหลากชนิด เหมาะกับงานทุกประเภท 👉เครื่องระบบเรซิ่นจาก Formlabs มีขนาดพิมพ์ 33.5 x 20 x 30 cm. ใหญ่กว่า Form 3 ประมาณห้าเท่า 👉มีระบบใหม่เข้ามาชื่อ Low Force Stereolithography