

ปี 2026 กระแสเครื่องพิมพ์ 3มิติแบบ Tool Changers มาแรงมาก มีคนเคยบอกกันว่าต่อไปอาจเป็นมาตรฐานเครื่อง 3D Printer ต่อไป ประกอบกับ Flashforge ที่เคยเป็นแชมป์เก่า 3D Printer เมื่อสิบปีก่อน (ถ้าคนเคยใช้ 3D Printer มานานจะรู้จักกัน) อยากกลับหวนเข้าชิงตลาดนี้ด้วย โดย FF คาดหวังกับ
Category: 3D Print Show
รวมรูปภาพ และ Video ตัวอย่างงานที่พิมพ์จากเครื่องพิมพ์สามมิติ 3D Printer ซึ่งสามารถเป็นตัวอย่างไอเดียให้นำไปประยุกต์ใช้กับงานตัวเอง ทั้งเครื่องระบบ SLA, FDM, LCD, SLS nylon
เลือกเรซิน (Resin) เครื่องพิมพ์ 3 มิติ อย่างไรให้เหมาะกับงาน? รวมประเภทเรซินที่ต้องรู้
 เครื่องพิมพ์ 3 มิติ อย่างไรให้เหมาะกับงาน? รวมประเภทเรซินที่ต้องรู้")
ปัจจุบัน เครื่องพิมพ์ 3 มิติ (3D Printer) ระบบของเหลวอย่าง SLA, DLP และ LCD ได้รับความนิยมอย่างมาก เพราะสามารถพิมพ์โมเดล 3 มิติที่มีรายละเอียดคมชัดและพื้นผิวเรียบเนียนได้ดีกว่าระบบฉีดพลาสติก (FDM) แต่สิ่งสำคัญที่จะกำหนดว่าชิ้นงานของคุณจะออกมาสมบูรณ์และใช้งานได้จริงหรือไม่ คือการเลือกใช้ “เรซิน” (Resin) ให้ตรงกับจุดประสงค์การใช้งาน ในบทความนี้ เราจะพาไปทำความรู้จักกับประเภทของเรซินสำหรับเครื่องพิมพ์ 3 มิติ
อัพเดตเครื่องพิมพ์ Bambu lab ที่ใช้งานง่ายสำหรับมือใหม่ ใครไม่อยากพลาดต้องอ่าน !!!

สวัสดีครับ วันนี้เรา 3DD จะกลับมาพาทุกคนไปรู้จักกับเครื่องพิมพ์ 3D แบบฉบับตัวเริ่มต้นใช้งานง่าย User หลายๆ ท่าน อาจจะรู้จักอยู่แล้ว หรือเคยได้ยินมาบ้างสำหรับ เครื่องพิมพ์ 3D แบรนด์ Bambu lab มีหลายคนที่กำลังศึกษา ถึงความคุ้มค่าในการนำไป ใช้งาน เพื่อสร้างรายได้ หรือ เพื่อเป็นงานอดิเรกก็ตาม เราไปดูข้อมูล รุ่นที่เราจะมาแนะนำกันในวันนี้เลยดีกว่าครับ เริ่มต้นกันที่ตัวแรก
5 สถานการณ์ที่ควรใช้ PETG แทน PLA

PLA เป็นวัสดุที่พิมพ์ง่าย และใช้งานได้หลากหลาย สามารถใช้พิมพ์งานแทบทุกประเภท แต่ในบางสถานการณ์ เราสามารถใช้ PETG ทดแทนได้ดีกว่ามาก มาดูว่างานแบบไหนที่ควรใช้ PETG แทน PLA หมายเหตุ: PETG ย่อมาจาก Polyethylene Terephthalate Glycol-modified ซึ่งเป็นเทอร์โมพลาสติกที่ได้จากปิโตรเลียม ส่วน PLA ย่อมาจาก Polylactic Acid และเป็นเทอร์โมพลาสติกเช่นกัน
อยากเริ่มต้นพิมพ์งานเรซิ่น ต้องเตรียมอะไรบ้าง | เครื่องพิมพ์ 3 มิติ Elegoo

เครื่องพิมพ์ 3มิติ ระบบเรซิ่น SLA ช่วงนี้กระแส เครื่องพิมพ์ 3 มิติ 3D Printer กำลังมาแรงมากๆ ทำให้หลายคนอาจจะคุ้นเคยกับเครื่องระบบเส้นพลาสติก (FDM) กันมาบ้างแล้ว แต่ถ้าโจทย์ของคุณคือ “อยากได้โมเดลที่ผิวเรียบเนียน และได้ รายละเอียดคมชัด ในระดับที่ไม่มีเส้นเลเยอร์มากวนใจ” สุดท้ายยังไงก็ต้องมาจบที่ เครื่องพิมพ์ระบบเรซิ่นอย่างแน่นอน บทความนี้ทำมาสำหรับมือใหม่ที่อยากเข้าวงการเรซิ่น แต่ยังสงสัยว่า ถ้าจะเริ่มต้นใช้งานต้องซื้ออะไรบ้าง แล้วมันใช้งานยากไหม
เนรมิตตำนานให้มีชีวิต: รีวิวจัดเต็ม พิมพ์โมเดลพญานาคด้วย Bambu Lab

ในยุคที่เทคโนโลยีและศิลปะหลอมรวมเป็นหนึ่งเดียว การสร้างสรรค์งานพุทธศิลป์ประยุกต์หรือโมเดลตามความเชื่ออย่าง “พญานาค” ไม่ได้จำกัดอยู่แค่การปั้นด้วยมืออีกต่อไป วันนี้เราจะพาทุกคนไปเจาะลึกเบื้องหลังการเนรมิตโมเดลพญานาคสุดอลังการที่มีชีวิตชีวา ตั้งแต่ขั้นตอนการออกแบบด้วย AI ไปจนถึงการพิมพ์ออกมาเป็นชิ้นงานจริงด้วยระบบนิเวศของ Bambu Lab ครับ 🤖 ขั้นตอนที่ 1: ชุบชีวิตจินตนาการด้วย AI Generating จุดเริ่มต้นของผลงานชิ้นนี้เริ่มต้นจากการใช้ขุมพลังของ AI ในการช่วยขึ้นรูปและสร้างไฟล์โมเดล 3 มิติ (3D Model) ขึ้นมา
Tool Changer กับ AMS ตัวไหนดีกว่า? 3D Printer Muli-color เลือกตัวไหน?

เรามีโอกาสได้ลองใช้ 3D Printer ระบบ Tool Changers หลายสิบชั่วโมง เอาประสบการณ์มาเล่าให้ฟังครับ พิมพ์สามมิติ ระบบ Tool Changer คือระบบมีหัวฉีดหลายหัวแยกอิสระ “หัวใครหัวมัน” ใช้หลักการเดียวกับเครื่อง CNC ที่มีสว่านหลายตัว Cutting Tools หลายขนาด ตัว Rotor จะไปหยิบหัวต่าง ๆ มาใส่เพื่อทำงาน
ขั้นตอนเตรียมโมเดลให้พร้อมพิมพ์…กับเครื่องพิมพ์ระบบ SLA | Elegoo Jupiter 2

ในช่วงที่เทคโนโลยีเครื่องพิมพ์ 3มิติ พัฒนาขึ้นมากแบบก้าวกระโดดแบบนี้ การที่คนธรรมดาทั่วไปจะสร้างโมเดลได้ซักตัวไม่ใช้เรื่องยากเหมือนสมัยก่อนแล้ว เครื่องพิมพ์ 3 มิติในยุคนี้แทบจะเปรียบเหมือน เครื่องใช้ไฟฟ้าเครื่องนึงในบ้านเลย ประกอบกับกระแสของโมเดลอาร์ทอยสไตล์น่ารัก หรือฟิกเกอร์สไตล์สมจริงรายละเอียดคมๆที่ได้แรงบันดาลใจจากพวกเกมหรืออนิเมะก็ได้รับความนิยมขึ้นมาก ในปัจจุบัน ทำให้ไม่แปลกเลยที่บรรดานักออกแบบหรือใครก็ตามที่มีไอเดียความคิดสร้างสรรค์อยากจะสร้างโมเดลตของตัวเองกันมากขึ้น และใช่ครับ ” การสร้างโมเดลที่เราออกแบบเองในตอนนี้ เป็นได้ได้จริงแล้ว “ เราสามารถที่จะออกแบบโมเดลของเอาเอง แล้วเอามาพิมพ์ด้วยเครื่องพิมพ์ 3 มิติให้ออกมาเป็นตัวจริงๆได้ ซึ่งต้องขอบอกว่าการที่จะทำได้อาจจะไม่ง่าย แต่ก็ไม่ได้ยากอย่าที่คิด แต่เราต้องสะสมข้อมูลความรู้เกี่ยวกับการทำโมเดลและการพิมพ์ด้วยเครื่องพิมพ์ 3
บ้านพลาสติกที่พิมพ์จากเครื่องพิมพ์ 3 มิติหลังแรกในซีกโลกใต้

บ้านที่ทำจากพลาสติก? ต้องยอมรับว่ามันเป็นแนวคิดที่แปลก โดยเฉพาะอย่างยิ่งในยุคที่สังคมโลกกำลังพยายามลดการบริโภคพลาสติก แต่ในกรณีนี้ วัสดุที่ใช้คือพลาสติกรีไซเคิล แล้วโครงการใหม่นี้คืออะไรกันแน่? บริษัทระบุว่า นี่จะเป็นบ้านพลาสติกที่พิมพ์ด้วยเครื่องพิมพ์ 3 มิติหลังแรกในซีกโลกใต้ ซึ่ง Hyperion Systems ใช้เทคโนโลยีการผลิต 3 มิติด้วยหุ่นยนต์ (Robotic Additive Manufacturing) ในการผลิตชิ้นส่วนสำหรับอุตสาหกรรมต่าง ๆ อยู่แล้ว และด้วยโครงการนี้ บริษัทนี้กำลังก้าวเข้าสู่ภาคการก่อสร้างผ่านการร่วมมือกับ Little
สร้างโคมไฟต้นไม้สุดน่ารัก ด้วยเครื่องพิมพ์ 3มิติ | Bambu Lab | โมเดลโหลดฟรี 2026

การสร้างโคมไฟต้นไม้ด้วยเครื่องพิมพ์ 3 มิติ จาก Bambu Lab เป็นอีกหนึ่งชิ้นงานที่รวมทั้งงานออกแบบ งานพิมพ์ และงานประกอบไว้ในชิ้นเดียว โดยจุดเด่นของงานชิ้นนี้ไม่ใช่แค่เรื่องของความสวยงาม แต่ยังเป็นงานที่ช่วยให้เห็นศักยภาพของเครื่องพิมพ์ 3 มิติได้ค่อนข้างครบ ทั้งเรื่องของความละเอียด การจัดการชิ้นส่วนหลายสี รวมถึงการออกแบบโมเดลให้สามารถประกอบใช้งานจริง สิ่งที่น่าสนใจของโมเดลนี้ คือรูปทรงที่ถูกออกแบบให้คล้ายต้นไม้ขนาดเล็ก มีทั้งส่วนของลำต้น กิ่งไม้ และชุดกระจายแสงด้านล่าง เมื่อเปิดไฟแล้วแสงจะค่อยๆ กระจายผ่านเนื้อพลาสติกออกมา ให้บรรยากาศที่ดูแตกต่างจากโคมไฟทั่วไปพอสมควร ยิ่งถ้าเลือกใช้สีเส้นพลาสติกให้เหมาะกับโทนของแสง
GridfinityGenerator จัดระเบียบกล่องเครื่องมือช่างง่ายๆได้ด้วยตัวเอง

เคยไหมครับ? เวลาที่ต้องการใช้ไขควงเบอร์นี้ หรือประแจเบอร์นั้น แต่กลับต้องมานั่งคุ้ยหาในกล่องเครื่องมือที่ทุกอย่างกองรวมกันเป็นภูเขาขนาดย่อม จะพิมพ์ชิ้นงาน 3D มาช่วยจัดระเบียบกล่องเครื่องมือ การเขียนไฟล์ก็ช่างยุ่งยากและซับซ้อนเหลือเกิน แต่ปัญหาเหล่านี้จะหมดไปด้วยระบบจัดเก็บที่ชื่อว่า “Gridfinity” ที่ช่วยให้การจัดเก็บเครื่องมือเป็นระเบียบมากยิ่งขึ้น วันนี้เราจะมาแนะนำให้รู้จักกับเว็บไซต์ gridfinitygenerator.com เครื่องมือสวรรค์สำหรับชาว 3D Printing ที่จะช่วยให้คุณออกแบบและพิมพ์กล่องจัดระเบียบเครื่องมือช่างได้ง่ายๆ โดยไม่ต้องพึ่งโปรแกรมออกแบบ 3D (CAD) ให้ปวดหัว! 🛠️ Gridfinity คืออะไร? Gridfinity คือระบบจัดเก็บสิ่งของแบบโมดูลาร์
แนวทางกฎหมายในการขายสินค้าที่พิมพ์ด้วยเครื่องพิมพ์ 3D

ตลาดสินค้าที่พิมพ์จากเครื่องพิมพ์ 3D มีขนาดใหญ่มาก แต่ก่อนที่คุณจะเริ่มขายสินค้าเหล่านั้น โปรดทำความเข้าใจก่อนว่าสินค้าใดบ้างที่คุณสามารถ และไม่สามารถพิมพ์มาจำหน่ายได้ โดยใช้แนวทางฉบับปรับปรุงนี้ อยากสร้างธุรกิจทำเงินจากความรู้ทางการพิมพ์ 3D ของคุณไหม? ถ้าคุณเก่งด้านนี้ การพิมพ์ 3D สามารถเปลี่ยนจากงานอดิเรกไปเป็นธุรกิจที่คุ้มค่าได้ แทบไม่มีข้อจำกัดเลยสำหรับสิ่งของที่มีประโยชน์ มีศิลปะ และให้ความสนุกสนานที่คุณสามารถพิมพ์และขายของที่มาจากเครื่องพิมพ์ 3D ได้ แต่ก่อนที่คุณจะเริ่มต้นทำมัน มีสิ่งสำคัญที่ต้องพิจารณาทั้งในด้านการเงิน กฎหมาย และความเป็นไปได้ หากคุณจัดการกับสิ่งเหล่านี้ได้ คุณก็จะสามารถหารายได้จากการทำในสิ่งที่คุณรักได้
แค่คูลอย่างเดียวคงไม่พอ — พิมพ์อะไรขายดี

ไม่ใช่แค่เท่ แล้วจะมีประโยชน์จริง: งานพิมพ์ 3D ที่ดีที่สุดในการพิมพ์และขายได้ ไอเดียเกี่ยวกับการพิมพ์ 3 มิติมีมากมายนับไม่ถ้วน ลองเลื่อนดูในเว็บหรือแพลตฟอร์มต่างๆ คุณจะพบกับโมเดลนับแสน นับล้านที่ดูน่าประทับใจ แต่เมื่อเป้าหมายของคุณเปลี่ยนจากการพิมพ์เล่นเป็นงานอดิเรกไปเป็นการหารายได้ คำถามก็เปลี่ยนไป มันไม่ใช่แค่เรื่องของการหาสิ่งที่ดูเท่ๆ มาพิมพ์ 3 มิติอีกต่อไปแล้ว แต่เป็นเรื่องของการหาสิ่งที่ดีที่สุดที่จะนำมาพิมพ์ 3 มิติและเอาไปขายได้ ที่ผู้คนยินดีจ่ายเงินซื้อของ ๆ คุณจริงๆ ในปี 2026 นี้ช่องว่างระหว่าง
Maker World แหล่งรวมโมเดลฟรี!กว่าล้านไฟล์ มือใหม่ก็พิมพ์เองได้

ตอนนี้นับว่าเป็นช่วงที่เครื่องพิมพ์ 3 มิติกำลังมาแรงเลย ไม่ว่าจะวัยผู้ใหญ่ วัยรุ่น ไปจนถึงวัยเด็กต่างก็ให้ความสนใจกันมากเลย เพราะเครื่องพิมพ์ 3 มิติเป็นเครื่องมือที่ทำให้จินตนาการของเรากลายมาเป็นชิ้นงานที่จับต้องได้จริง แต่กว่าจะมาเป็นชิ้นงานโมเดลสวยๆให้เราเห็นกันนั้น ก็จะต้องผ่ายขั้นตอนการสร้างไฟล์โมเดล 3 มิติซะก่อน ซึ่งกระบวนการนี้แหละที่ทำให้ผู้ใช้งานมือใหม่อาจจะถอดใจจากการสนใจเครื่องพิมพ์ 3 มิติกันไปซะก่อน เพราะขั้นตอนนี้พูดตรงๆก็ถือว่ายากพอสมควรจะต้องใช้เวลาศึกษาไม่น้อยเลยค่ะ แต่วันนี้เราจะพามารู้จักกับอีกหนึ่งตัวช่วยที่จะทำให้เหล่าผู้ใช้งาน 3D Printer อย่างเราก็สามารถสร้างงานโมเดลสวยๆด้วยตัวเองได้ ตัวช่วยที่ว่านั้น ก็คือ ” Maker
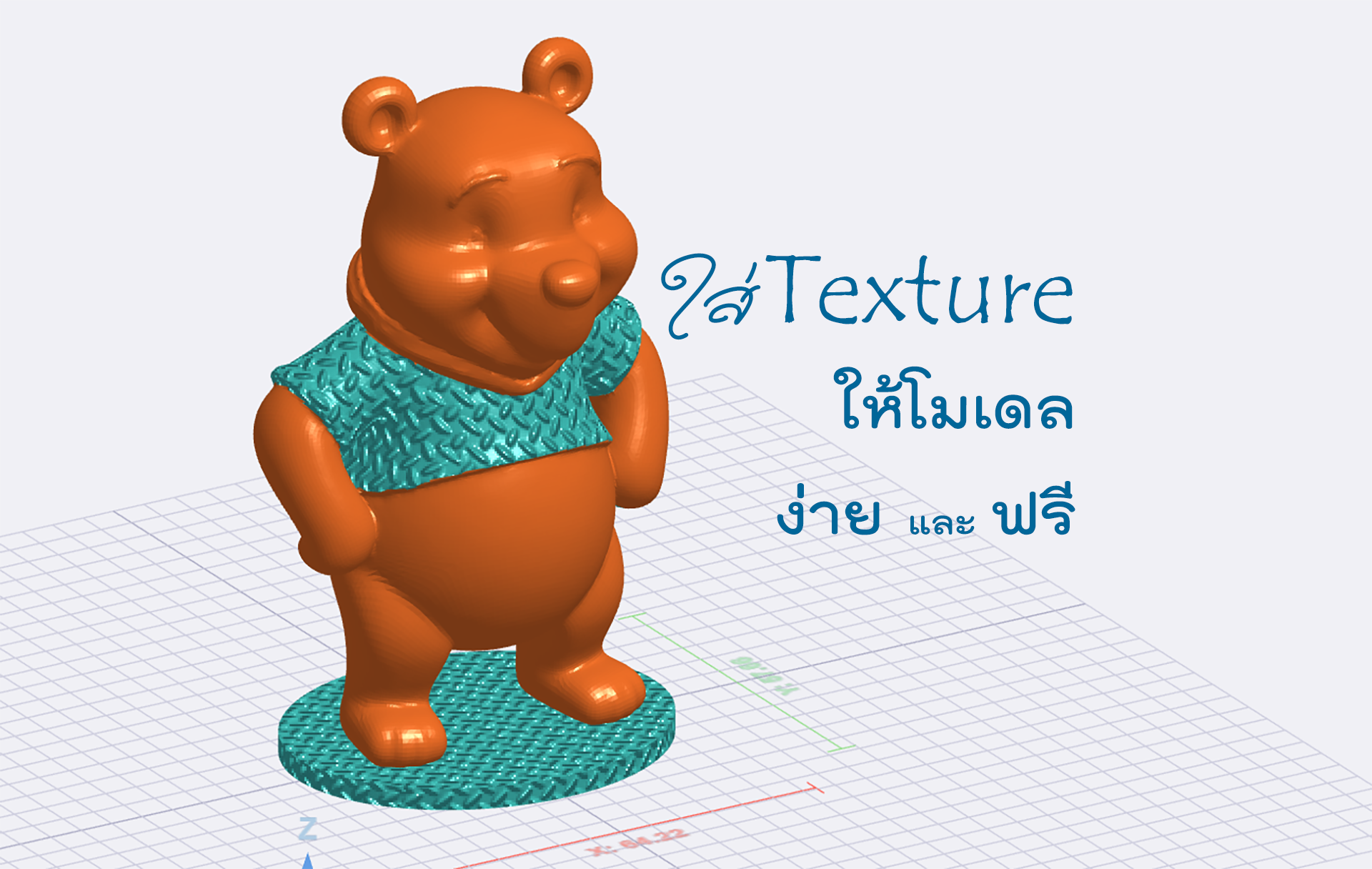
ใส่ลวดลายลงบนพื้นผิวโมเดลได้ ง่าย และฟรี

ใส่พื้นผิวให้กับงานพิมพ์ 3D อย่างง่าย ๆ ด้วยเครื่องมือ BumpMesh เวอร์ชันบนเว็บได้ฟรี คุณ Stefan จาก CNC Kitchen ได้สร้างเว็บ BumpMesh เพื่อช่วยให้การใส่พื้นผิวลวดลายต่าง ๆ ให้กับโมเดล 3 มิติของคุณเป็นเรื่องง่ายอย่างยิ่ง การใส่พื้นผิวลงบนโมเดล 3D ด้วยวิธีการแบบดั้งเดิมทำได้ยากมาก ๆ แต่มันก็เป็นสิ่งทุกคนอยากได้ หลายคนมักเก้ปัญหาด้วยการสร้างผ่านเทคนิคของโปรแกรม
เว็บไซต์ดาวน์โหลดไฟล์ 3 มิติที่ไม่ค่อยมีคนรู้จักที่น่าไปแวะชมกัน

เชื่อว่าคนที่มีเครื่องพิมพ์สามมิติ จะต้องรู้จักเวบที่เอาไว้โหลดไฟล์โมเดลสามมิติที่มีชื่อสียงอย่าง MakerWorld, Cults , Thingiverse และ Printables ซึ่งมีไฟล์นับล้าน ๆ ไฟล์ให้โหลดกันฟรี ๆ แต่ก็ยังมีเว็บไซต์เล็ก ๆ ที่ไม่ค่อยมีคนรู้จักที่เราสามารถค้นหาโมเดลเฉพาะทาง หรือโมเดลที่แปลกตา น่าสนใจ หาที่ไหนไม่ได้อยู่อีกจำนวนหนึ่ง ซึ่งเอาได้รวบรวมมาให้แล้ว ซึ่งมีทั้งแบบฟรี และต้องจ่ายเงินซื้อ แต่จะได้โมเดลไม่เหมือนใคร คุ้มค่า และพิมพ์ได้จริงแน่นอน Tecco
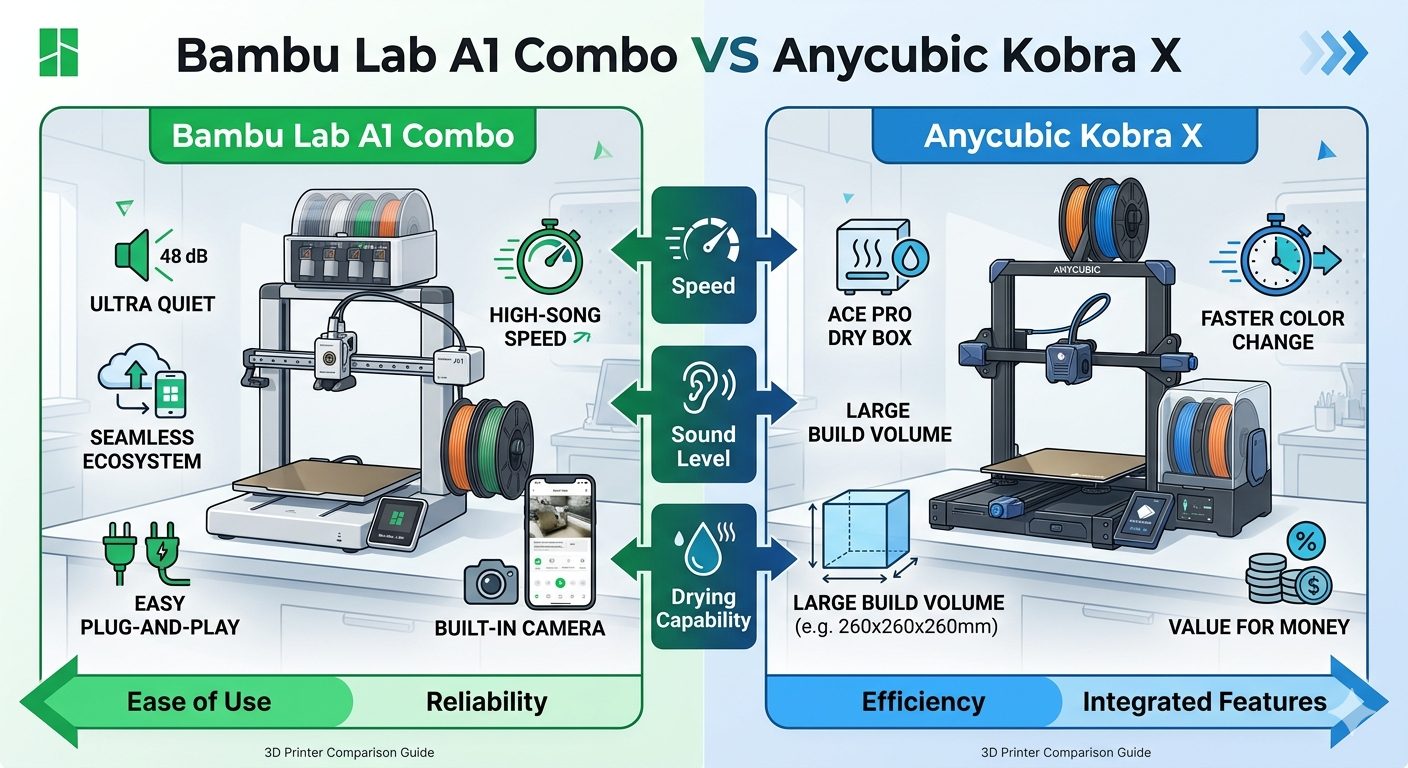
แนะนำการเลือกเครื่องพิมพ์สามมิติ รุ่นเริ่มต้นราคาหลักหมื่น

การเปรียบเทียบระหว่าง Bambu Lab A1 Combo และ Anycubic Kobra X (รุ่นใหม่ปี 2026) ถือเป็นการชกข้ามรุ่นที่น่าสนใจมาก เพราะ Anycubic ได้ออกแบบ Kobra X มาเพื่อท้าชนกับ A1 โดยเฉพาะด้วยเทคโนโลยีการสลับสีที่ “อยู่ในหัวพิมพ์” ซึ่งต่างจากระบบเดิมๆ ครับ เรามาเริ่มต้นกันเรียนรู้ข้อมูลเกี่ยวกับเครื่อง Bambu
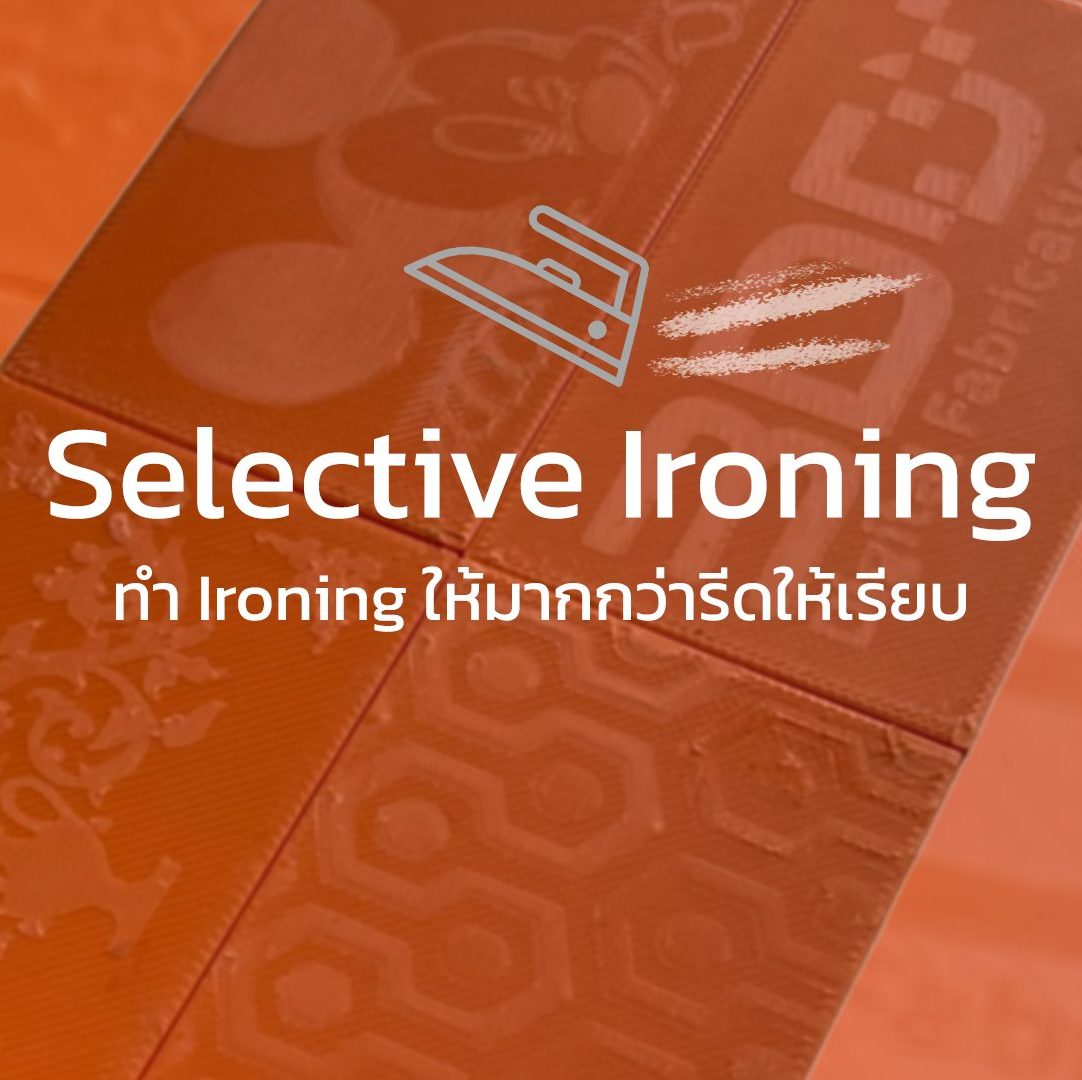
Selective Ironing | ทำ Ironing ให้มากกว่ารีดให้เรียบ

ปรกติเวลาสั่งทำ Ironing หรือการรีดผิวด้านบนของโมเดลให้เรียบเนียน เครื่องจะทำการรีดทั้งหมดของผิวหน้า ซึ่งมันก็จะสวยดีมาก ทำให้งานเรียบหรูดูมีราคา แต่คราวนี้เราจะมาสั่งให้มันรีดเป็นบางส่วน ซึ่งจะสร้างเป็นรูปแบบที่เรากำหนด ไม่ว่าจะเป็น โลโก้ ลวดลายน่ารัก ๆ หรือแม้แต่การใส่ลายเซ็นหรือสัญลักษณ์ที่เป็นเอกลักษณ์ลิขสิทธิ์ของเราเองก็ได้ ในการทำก็ไม่ยาก โดยเราจะอาศัยฟีเจอร์ Modifier ของ slicer ไม่ว่าจะเป็น Bambu Studio, Orca, Prusa, หรืออื่น ๆ
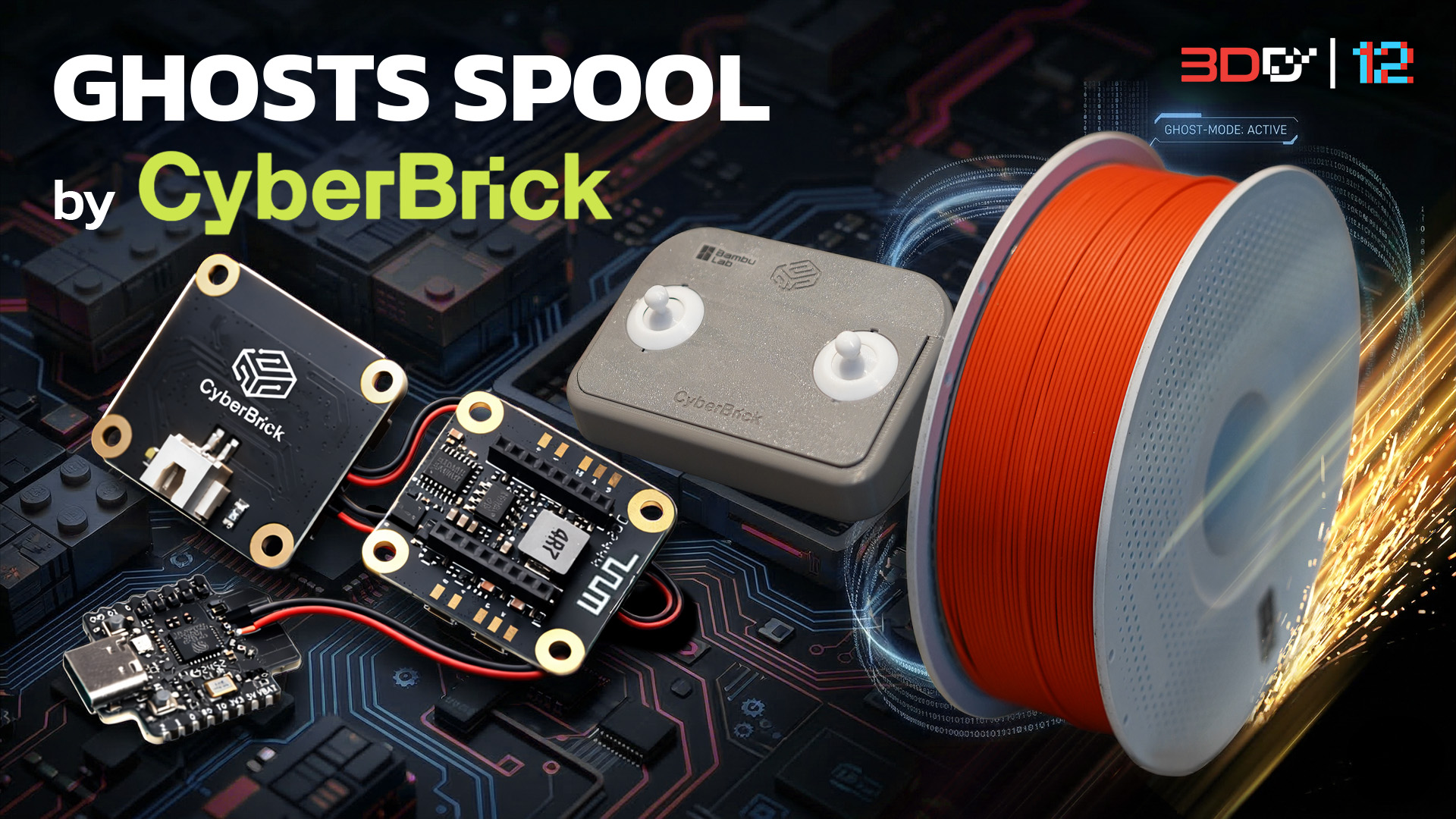
ม้วนเส้นก็ซิ่งได้!! ด้วย Cyber Brick ชุดวงจรอิเล็กทรอนิกส์สำหรับทำของเล่นจาก Bambu Lab

แต่ก่อนเวลาที่เราอยากได้ของเล่นซักชิ้น ก็ต้องอ้อนคุณพ่อ-คุณแม่ให้ซื้อให้ และสิ่งที่ถือว่าเป็นของเล่นแห่งชาติของเด็กผู้ชายส่วนมากก็คงต้องยกให้กับ “ของเล่นบังคับ” ทั้งหลาย ไม่ว่าจะเป็น รถบังคับ, เรือบังคับ, เครื่องบินบังคับ หรือหุ่นยนต์บังคับล้วนเป็นของเล่นที่เด็กผู้ชายทั้งหลายได้มาครอบครองละก็ต้องดีใจกระโดดโลดเต้นแน่นอน พวกของเล่นบังคับพวกนี้ แต่ละยุคแต่ละเจนก็อาจมีรูปร่างหน้าตา ต่างกันไป แล้วแต่ว่าในช่วงนั้นๆ กระแสนิยมของเด็กเป็นยังไง นั่นเท่ากับว่าหน้าตาของของเล่นก็จะเป็นแบบที่ผู้ผลิตออกแบบเท่านั้น และบางครั้งก็อาจมีให้เลือกอยู่เพียงไม่กี่แบบ ซึ่งถ้านึกถึงตอนที่เราเด็กๆ แน่นนอนว่าเราก็มักจะเลือกของเล่นที่ไม่อยากให้ซ้ำใคร อยากให้เราได้อันที่พิเศษกว่าใคร ซึ่งถ้ายังซื้อของเล่นแบบสำเร็จอยู่แน่นนอนว่าเป็นไปไม่ได้เลยที่จะเป็นของเล่นแบบยูนีคที่มีเฉพาะเรา แต่จะดีแค่ไหน ถ้าเราสามารถสร้างของเล่นแบบคัสตอมเองที่มีเฉพาะเราได้ล่ะ วันนี้ผมจะพามารู้จักกับชุดอุปกรณ์ที่ทำให้เราทำของเล่นเองได้ ที่ชื่อว่า
เทคโนโลยีการพิมพ์ 3 มิติกับอุตสาหกรรมยานยนต์

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เทคโนโลยี 3D Printing หรือ Additive Manufacturing ได้กลายเป็นเครื่องมือสำคัญที่กำลังเปลี่ยนแปลงวิธีการออกแบบและผลิตรถยนต์ทั่วโลก จากเดิมที่การผลิตรถยนต์ต้องใช้แม่พิมพ์ราคาแพงและกระบวนการผลิตที่ซับซ้อน ปัจจุบันผู้ผลิตสามารถสร้างชิ้นส่วนที่มีรูปทรงซับซ้อนและปรับแต่งได้เฉพาะบุคคลโดยใช้การพิมพ์สามมิติ ในช่วงหลายปีที่ผ่านมา บริษัทผู้ผลิตรถยนต์ระดับโลก รวมถึงซัพพลายเออร์ในอุตสาหกรรมยานยนต์ ได้เริ่มนำเทคโนโลยีนี้มาใช้ในหลายขั้นตอน ตั้งแต่การออกแบบ การสร้างต้นแบบ ไปจนถึงการผลิตชิ้นส่วนจริงสำหรับรถยนต์ การเปลี่ยนแปลงนี้ไม่เพียงช่วยลดต้นทุน แต่ยังช่วยให้การพัฒนารถยนต์รุ่นใหม่ทำได้รวดเร็วและมีประสิทธิภาพมากขึ้น การสร้างต้นแบบอย่างรวดเร็ว (Rapid Prototyping) หนึ่งในเหตุผลหลักที่อุตสาหกรรมยานยนต์นำ 3D Printing มาใช้คือ