

หากคุณกำลังมองหาโมเดล 3 มิติที่สามารถนำไปศึกษา แก้ไข หรือแม้แต่พิมพ์ด้วยเครื่อง 3D Printer ได้ หนึ่งในแหล่งข้อมูลที่ดีที่สุดของโลกคือ NASA 3D Resources ซึ่งเป็นเว็บไซต์ที่รวบรวมโมเดลจากภารกิจอวกาศจริงของ NASA เปิดให้ดาวน์โหลดฟรีสำหรับทุกคน เว็บไซต์นี้ไม่ได้เหมาะเพียงสำหรับผู้ที่สนใจอวกาศเท่านั้น แต่ยังเป็นแหล่งเรียนรู้ที่ยอดเยี่ยมสำหรับนักออกแบบผลิตภัณฑ์ วิศวกร นักศึกษา Maker และผู้ใช้งานเครื่องพิมพ์สามมิติอีกด้วย เพราะโมเดลจำนวนมากถูกสร้างขึ้นจากข้อมูลจริงของภารกิจสำรวจอวกาศ ทำให้มีความสมจริงและรายละเอียดสูง NASA
Category: classroom
สอนการใช้งานเครื่องพิมพ์ 3มิติ 3D printer, 3D Scanner, Laser Machine การใช้งานเบื้องต้น ขั้นตอนการออกแบบ CAD, ใช้ Software Slicer, ใช้งานเครื่อง นำชิ้นงานมาใช้จริง
5 สถานการณ์ที่ควรใช้ PETG แทน PLA

PLA เป็นวัสดุที่พิมพ์ง่าย และใช้งานได้หลากหลาย สามารถใช้พิมพ์งานแทบทุกประเภท แต่ในบางสถานการณ์ เราสามารถใช้ PETG ทดแทนได้ดีกว่ามาก มาดูว่างานแบบไหนที่ควรใช้ PETG แทน PLA หมายเหตุ: PETG ย่อมาจาก Polyethylene Terephthalate Glycol-modified ซึ่งเป็นเทอร์โมพลาสติกที่ได้จากปิโตรเลียม ส่วน PLA ย่อมาจาก Polylactic Acid และเป็นเทอร์โมพลาสติกเช่นกัน
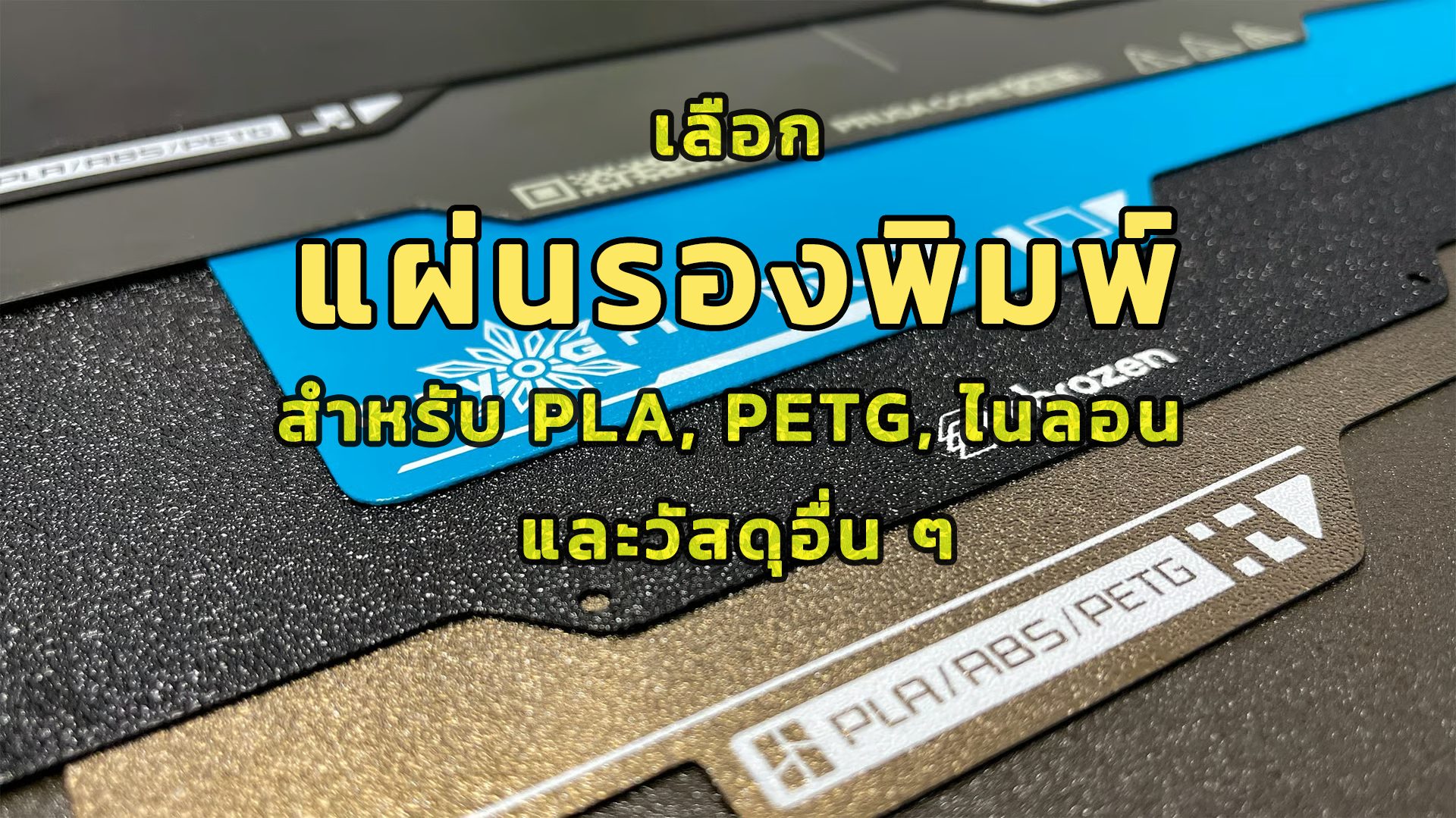
เลือกแผ่นรองพิมพ์ที่เหมาะสมสำหรับ PLA, PETG, ไนลอน และวัสดุอื่น ๆ

กำลังมองหาแผ่นรองพิมพ์ใหม่ใช่ไหม? แต่ยังตัดสินใจไม่ได้ว่าจะซื้อแบบไหนดี? ให้เราช่วยคุณตัดสินใจเลือกแผ่นรองพิมพ์ที่เหมาะสมที่สุดสำหรับเครื่องพิมพ์ 3 มิติของคุณ! แผ่นรองพิมพ์อาจไม่ใช่ส่วนที่เด่นที่สุดของเครื่องพิมพ์ 3 มิติ แต่มันมีบทบาทสำคัญอย่างมากต่อการที่จะพิมพ์ได้สำเร็จหรือล้มเหลว หากการยึดเกาะไม่ดี มุมชิ้นงานจะยกตัวขึ้น เลเยอร์จะบิดเบี้ยว หรือทั้งโมเดลอาจหลุดออกมาระหว่างที่พิมพ์อยู่ ในทางกลับกัน หากการยึดเกาะแน่นเกินไป ก็อาจเสี่ยงต่อการทำให้ชิ้นงาน แผ่นรองพิมพ์ หรือทั้งสองอย่างเสียหายได้ แผ่นรองพิมพ์ที่ดีที่สุดนั้นขึ้นอยู่กับสามสิ่ง: ชนิดของเส้นพลาสติก ผิวด้านล่างที่ต้องการ การแกะชิ้นงานออกง่าย การเลือกพื้นผิวของแผ่นรองพิมพ์ที่เหมาะสมนั้นขึ้นอยู่กับชนิดของเส้นพลาสติกที่คุณใช้พิมพ์ ลักษณะพื้นผิวด้านล่างของชิ้นงานที่คุณต้องการ และความง่ายในการใช้งานที่คุณคาดหวังจากเครื่องพิมพ์
โปรแกรมแก้ไขไฟล์ STL ฟรี: วิธีแก้ไขและซ่อมแซมไฟล์ STL และ 3MF

เครื่องมือการซ่อมหรือแก้ไขไฟล์โมเดล STL ฟรี! ที่ดีที่สุด ตั้งแต่ขั้นพื้นฐานไปจนถึงขั้นสูง ตั้งแต่ Tinkercad ไปจนถึง Blender และอีกมากมาย หากคุณดาวน์โหลดไฟล์ ได้รับมา หรือสร้างไฟล์ดิจิทัล 3 มิติจากโปรแกรม AI คุณอาจต้องมีการแก้ไข ปรับปรุง หรือเปลี่ยนแปลงบางอย่างก่อนส่งไปยังเครื่องพิมพ์ บางทีคำสั่งในการตัดแบ่งชิ้นงานอาจแจ้งเตือนคุณถึงข้อบกพร่องของไฟล์ เช่น ขอบงานที่ไม่สมบูรณ์ ไม่ต้องกังวลไป ตอนนี้การซ่อมแซมไฟล์ STL
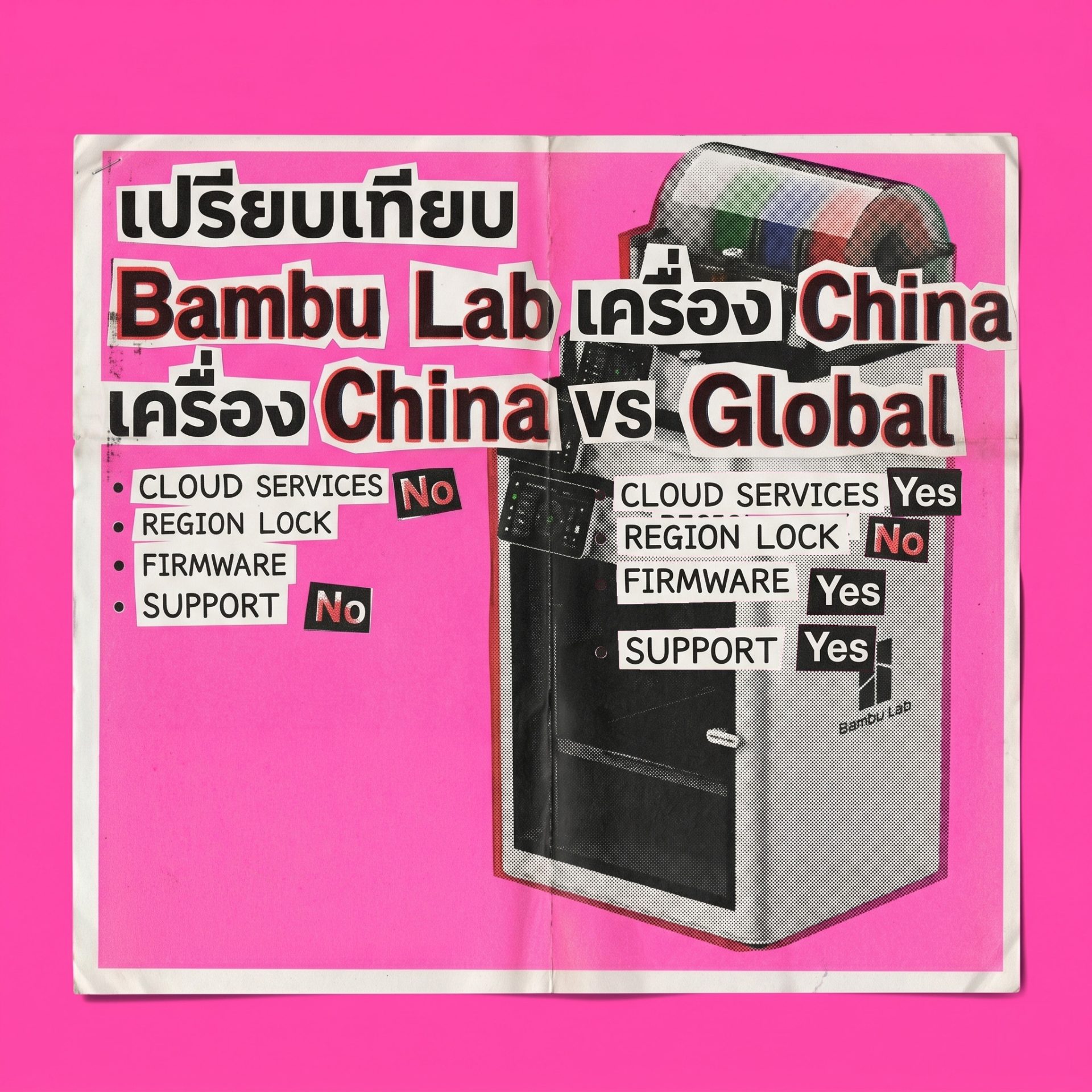
Bambu Lab จีน CN vs Global ต่างกันอย่างไง? ข้อดี-เสีย? Refurbished เป็นทางเลือกที่ 3

สวัสดีครับ กลับมาเจอกันอีกครั้งกับข้อมูล 3D Printer บริษัทเราขาย 3D Printer มา 12ปี จะมาแชร์ข้อมูลให้ฟังกันครับ หลายคนสงสัยและถามกันมามากว่า “Bambu Lab เครื่อง Chinese Version ถูกกว่าเยอะ ซื้อดีไหม?” ผู้ขายบางคนบอกว่า “เครื่อง CN ถูกกว่าเครื่อง Global เยอะ ทำได้เหมือนกันทุกอย่าง
Basic maintenance: Bambu Lab X2D | การบำรุงรักษาเบื้องต้น Bambu Lab X2D

คำแนะนำในการทำความสะอาด และการบำรุงรักษาเครื่องพิมพ์ X2D เพื่อให้เครื่องพิมพ์ของคุณยังคงความแม่นยำ เที่ยงตรงในการพิมพ์อยู่เสมอเป็นเวลายาวนาน และป้องกันการสึกหรอ และความเสียหายที่อาจเกิดขึ้น คุณควรทำการบำรุงรักษาเครื่องพิมพ์ของคุณเป็นประจำตามคำแนะนำในบทความนี้ อุปกรณ์ และเครื่องมือที่จำเป็นต้องใช้ น้ำมันหล่อลื่น / จารบี ผ้า non-woven (ผ้าที่ผลิตขึ้นโดยไม่ได้ผ่านกระบวนการถักทอ เช่น ผ้าเปียกเช็ดมือ หน้ากากอนามัย) ไอโซโพรพิล แอลกอฮอล์ แปรง ปากคีบ/แหนบ คำเตือนด้านความปลอดภัย ⚠️ เรื่องสำคัญ!
แค่คูลอย่างเดียวคงไม่พอ — พิมพ์อะไรขายดี

ไม่ใช่แค่เท่ แล้วจะมีประโยชน์จริง: งานพิมพ์ 3D ที่ดีที่สุดในการพิมพ์และขายได้ ไอเดียเกี่ยวกับการพิมพ์ 3 มิติมีมากมายนับไม่ถ้วน ลองเลื่อนดูในเว็บหรือแพลตฟอร์มต่างๆ คุณจะพบกับโมเดลนับแสน นับล้านที่ดูน่าประทับใจ แต่เมื่อเป้าหมายของคุณเปลี่ยนจากการพิมพ์เล่นเป็นงานอดิเรกไปเป็นการหารายได้ คำถามก็เปลี่ยนไป มันไม่ใช่แค่เรื่องของการหาสิ่งที่ดูเท่ๆ มาพิมพ์ 3 มิติอีกต่อไปแล้ว แต่เป็นเรื่องของการหาสิ่งที่ดีที่สุดที่จะนำมาพิมพ์ 3 มิติและเอาไปขายได้ ที่ผู้คนยินดีจ่ายเงินซื้อของ ๆ คุณจริงๆ ในปี 2026 นี้ช่องว่างระหว่าง
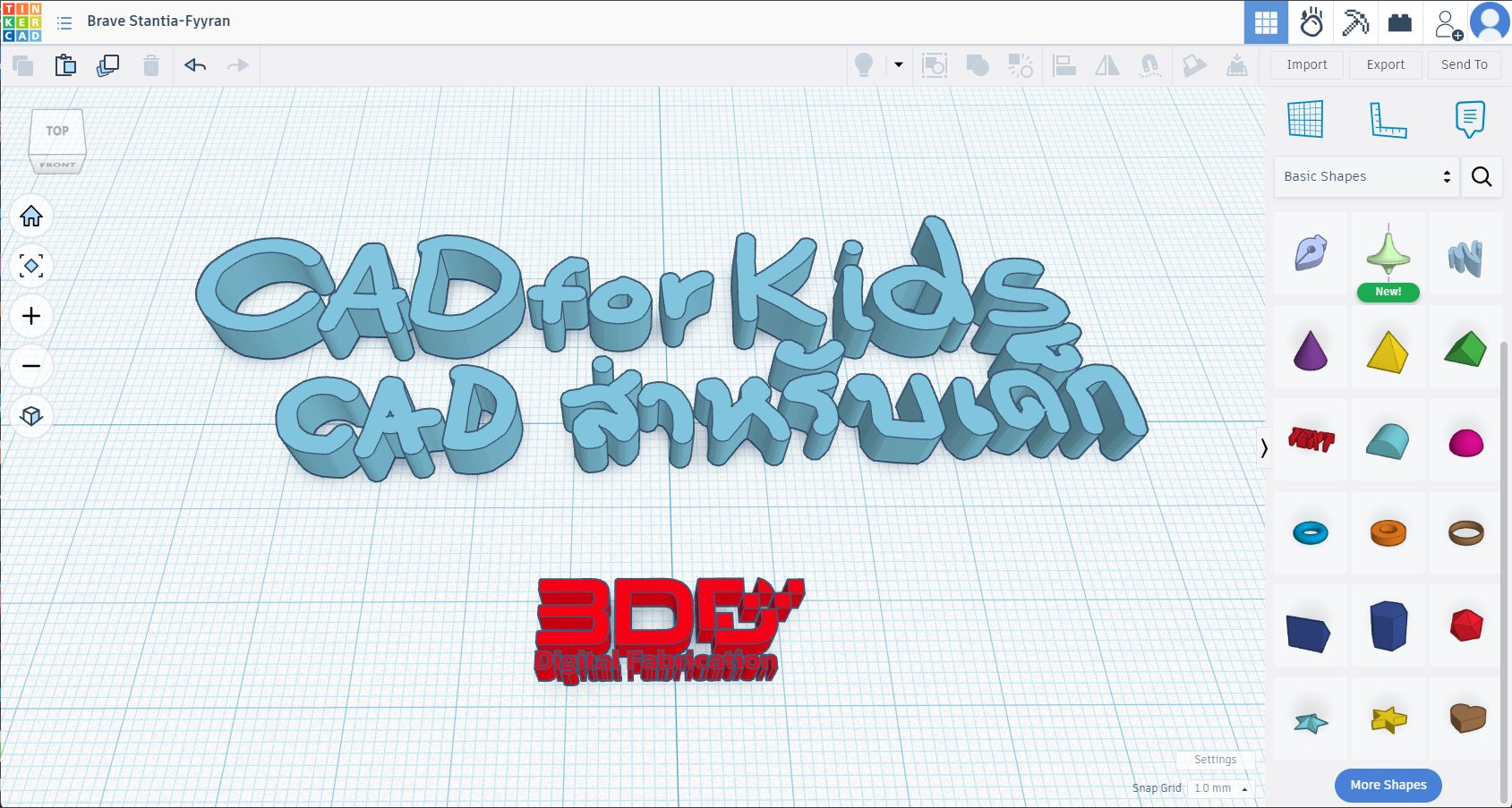
CAD for Kids | โปรแกรม CAD สำหรับเด็ก ๆ สนุก ได้ความรู้ และความคิดสร้างสรรค์

จะดีมั้ยถ้าจะเปลี่ยนเวลาที่อยู่กับหน้าจอของเด็ก ๆ ให้เป็นเวลาในการเรียนรู้ที่สนุกสนาน และมีประสิทธิผลตามแบบสะเต็มศึกษา โปรแกรม CAD เหล่านี้ช่วยให้สร้างโมเดลง่ายราวกับการต่อเลโก้แบบดิจิตอล ถ้าลูก ๆ ของคุณสนใจในการออกแบบด้วยคอมพิวเตอร์ (CAD) คุณคงไม่อยากตัดจบความฝันของพวกเขาด้วยการเสนอโปรแกรมระดับโปรฯ อย่าง Fusion หรอก เคล็ดลับในการช่วยให้เด็ก ๆ ใช้โปรแกรมได้อย่างต่อเนื่องไม่ได้อยู่ที่การใช้งานง่าย แต่อย่างเดียว มันต้องสนุกระหว่างทำงานไปด้วย! ตั้งแต่หน้าจอที่เหมือนเกมส์ ถึงการทำงานที่เหมือนการเล่น ซอฟแวร์ CAD ที่เหมาะสมจะเปลี่ยนการทำงานที่น่าเบื่อ
Anti-Aliasing ในเครื่องพิมพ์ 3D ระบบ FDM ลดขั้นบันไดแทบไม่เหลือ

ในการพิมพ์โมเดลสามมิติ มักจะมีส่วนหนึ่งในโมเดลที่โค้งนูน หรือเอียงใกล้แนวราบ ซึ่งเป็นส่วนที่สร้างปัญหาให้กับความสวยงาม และการตกแต่งหลังจากพิมพ์เสร็จ ทั้งการขัด การลงสี วันนี้เราจะมีตัวช่วยตัวหนึ่งที่เรียกว่า Anti-aliasing เชื่อว่าหลายคนคงเคยได้ยินคำ ๆ นี้จากงานกราฟฟิก หรือแม้แต่การพิมพ์ 3D ในระบบ SLA ก็มีใช้กันเหมือนรูปด้านล่างนี้ อาจจะรู้สึกว่ามันจะทำได้ยังไงในระบบ FDM จะขอเกริ่นก่อนว่ามันมีความเป็นมายังไง ในการพิมพ์ระบบ FDM เป็นการเรียงชั้นของเส้นพลาสติกซ้อนกันเป็นชั้น ๆ เทียบได้กับการเรียงอิฐในการก่อสร้าง
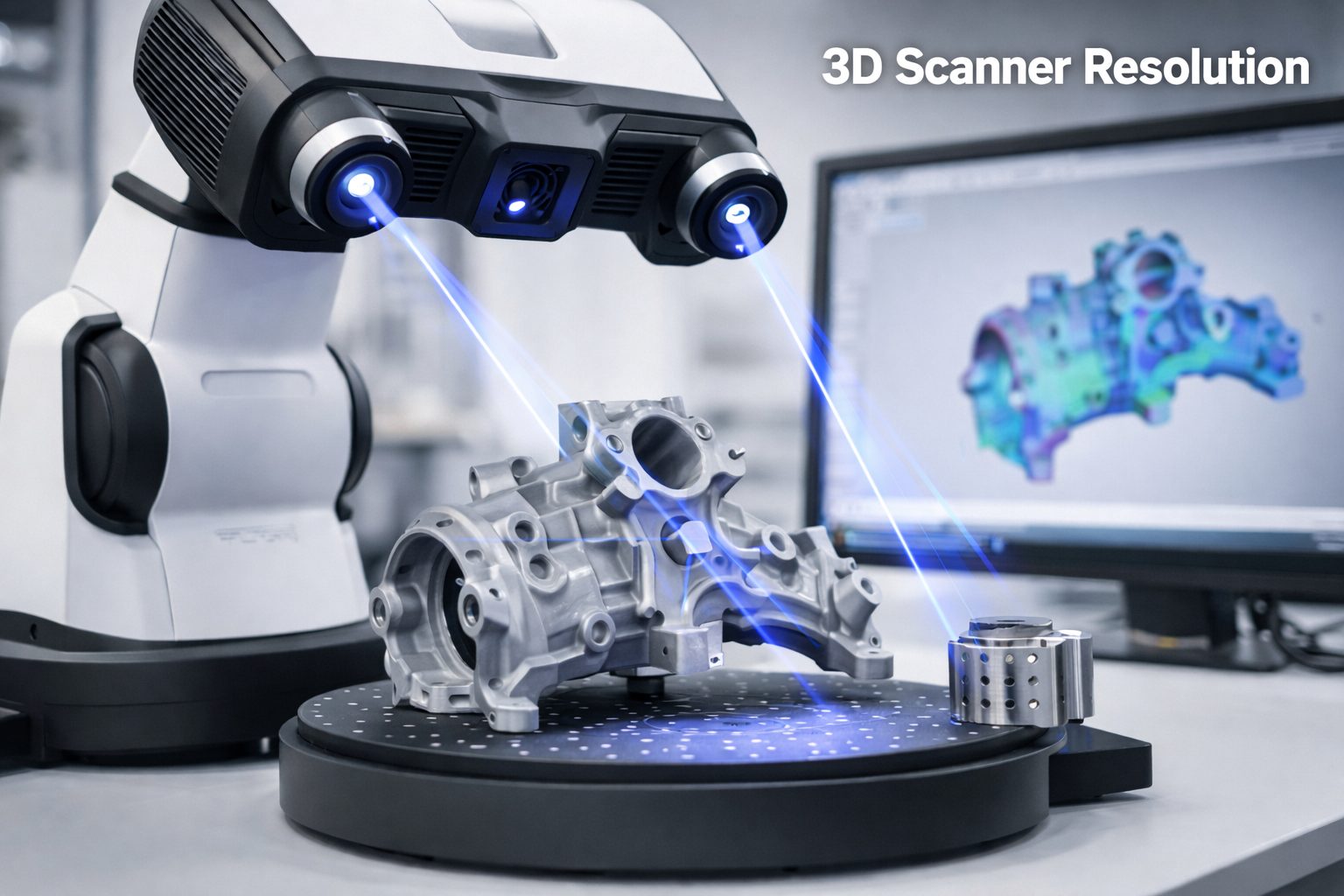
เลือกความละเอียด 3D Scanner แบบไหนให้จบงานได้จริง?

เลือกความละเอียด 3D Scanner แบบไหนให้จบงานได้จริง? การลงทุนซื้อ 3D Scanner สักเครื่อง ไม่ใช่แค่ดูที่ราคา แต่หัวใจสำคัญที่สุดคือ “ความละเอียด (Resolution)”เพราะถ้าเลือกผิด ผลลัพธ์อาจต่างกันแบบหน้ามือเป็นหลังมือ เลือกความละเอียด ต่ำเกินไป → งานไม่คม รายละเอียดหาย เลือกความละเอียด สูงเกินจำเป็น → ไฟล์ใหญ่ เครื่องคอมทำงานไม่ไหว เสียเวลาฟรี บทความนี้จะช่วยให้คุณเลือก
กำจัดรอย seam ให้เนียนกริบ…ง่ายมาก

ทำความรู้จักกับ Seam Seam คือช่องว่างของเส้นรอบรูประหว่างจุดเริ่มต้น และจุดสุดท้ายของแต่ละเลเยอร์ (ยกเว้นการพิมพ์แบบโหมดแจกัน หรือ Vase mode) ซึ่งจะทำให้เกิดรอยที่เรียกว่า seam ในแนวแกน Z บนผิวงาน และมันไม่สามารถหลีกเลี่ยงได้ในการพิมพ์งานระบบ FDM โดยปรกติมันจะถูกซ่อนอยู่บริเวณมุมของโมเดล โดยโปรแกรม slicer จะพยายามหลบไม่ให้เห็น แต่ในกรณีที่โมเดลเป็นโค้งวงกลม ไม่มีที่ให้หลบก็จะเห็น seam ได้ชัดเจนมาก จุดสีขาวคือรอยต่อเลเยอร์
The Best Bed & Nozzle Temperatures for Perfect TPU Prints

ตั้งอุณหภูมิที่ฐาน และหัวฉีดให้ดีที่สุด เพื่อการพิมพ์ TPU ที่เพอร์เฟค อย่าให้เส้นใยแมงมุม หรืองานบิดเบี้ยวทำให้ผลงานการพิมพ์วัสดุยืดหยุ่นของคุณเสียหาย มาค้นหาอุณหภูมิที่เหมาะสมในการพิมพ์ที่ช่วยให้คุณเป็นเทพในการพิมพ์ TPU กับเครื่องพิมพ์ไหนก็ได้ ทำไมการพิมพ์วัสดุยืดหยุ่น เช่น TPU ถึงได้เป็นเรื่องท้าทายนักหนา Thermoplastic polyurethane หรือที่รู้จักกันในนาม TPU เป็นที่นิยมอย่างมากจากคุณสมบัติความยืดหยุ่น ให้ตัวได้ เหมาะกับงานที่ต้องการให้อ่อนตัวได้ หรือใช้รับแรงกระแทก เช่นขาโต๊ะ ตัวยึด Go
วิธีเลือกเครื่องสแกน 3 มิติที่เหมาะสมที่สุดสำหรับอุตสาหกรรมและการใช้งานของคุณ

วิธีเลือกเครื่องสแกน 3 มิติที่เหมาะสมที่สุดสำหรับอุตสาหกรรมและการใช้งานของคุณ คู่มือฉบับนี้จะเจาะลึกองค์ประกอบสำคัญของเทคโนโลยีการสแกน 3 มิติ รวมถึงการประยุกต์ใช้งาน และปัจจัยสำคัญที่ต้องพิจารณา เพื่อช่วยให้คุณตัดสินใจเลือกสิ่งที่ตอบโจทย์ความต้องการเฉพาะด้านได้อย่างแม่นยำ ในโลกยุคดิจิทัลปัจจุบัน เทคโนโลยีการสแกน 3 มิติ (3D scanning) ได้กลายมาเป็นเครื่องมือสำคัญสำหรับหลากหลายอุตสาหกรรม ตั้งแต่ภาคการผลิตและการดูแลสุขภาพ ไปจนถึงการอนุรักษ์ทางวัฒนธรรมและโลกเสมือนจริง (Virtual Reality) ด้วยความสามารถในการบันทึกข้อมูลทางเรขาคณิตที่ละเอียดแม่นยำ เทคโนโลยีนี้จึงช่วยเร่งกระบวนการทำงานให้รวดเร็วยิ่งขึ้น เพิ่มความเที่ยงตรง และขับเคลื่อนการดำเนินงานให้มีประสิทธิภาพสูงสุด อย่างไรก็ตาม
จะต่อ H2C กับ AMS หลายตัวยังไง

Bambu Lab H2C เป็นเครื่องพิมพ์ที่สามารถพิมพ์ได้ถึง 7 สี/วัสดุ โดยไม่ต้องฉีดพลาสติกทิ้งตอนเปลี่ยนสี/วัสดุ ทำให้ประหยัดเวลา และวัสดุได้มาก แต่ Bambu Lab H2C Combo ในชุดมาตรฐาน จะมี AMS มาหนึ่งตัว ซึ่งทำให้พิมพ์ได้มากสุด 5 สีเท่านั้น ในกรณีที่ต้องการพิมพ์สีมากกว่า 5 สีต้องใช้ AMS
3DGS Gaussian Splatting คืออะไร? ปฏิวัติวงการ 3D Visual / 3D Scanner อย่างไง?

เร็วๆนี้มีเทคโลยีใหม่ในการ Render 3มิติ ที่สมจริงมากๆ ใช้เพียงรูปถ่ายเพียงไม่กี่รูป ก็สามารถ 3D Visual เหมือนจริง เทคโนโลยีนี้เรียกว่า 3D Gaussian Splatting หรือ 3DGS (อ่านว่า เการ์เซียน สแปลทติ้ง” ว่ากันว่าจะมาปฏิวัติวงการ Computer Graphic, 3D Virtual, 3D Render
Basic maintenance: Bambu Lab A1 | การบำรุงรักษาเบื้องต้น Bambu Lab A1

การบำรุงรักษาเบื้องต้น หลังจากเราเริ่มใช้เครื่องพิมพ์ 3D สุดที่รักของเรามาได้สักพักแล้ว ก็ควรจะถึงเวลาบำรุงรักษาเครื่องพิมพ์ของเราให้มีสุขภาพดี มันจะได้อยู่กับเรา พิมพ์งานให้เราไปนาน ๆ โดยมีความสึกหรอน้อยที่สุด และพิมพ์งานได้สำเร็จทุก ๆ งาน เครื่องพิมพ์สามมิติก็เหมือนของใช้อื่น ๆ เช่นรถยนต์ หรือเครื่องใช้ไฟฟ้าต่าง ๆ ที่ต้องการการดูแลรักษาตามอายุการใช้งาน เราจะนำวิธีการบำรุงรักษามาเสนอให้ทราบ ซึ่งวิธีการก็ได้ยุ่งยากมาก เครื่องมือที่ต้องใช้ทาง Bambu Lab ก็เตรียมมาให้เกือบครบแล้ว ในตอนแรกนี้เราจะขอแนะนำการบำรุงรักษาเครื่อง
Setting ให้ PETG พิมพ์ได้ปังอย่างเห็นได้ชัด

พบกับการตั้งค่าการพิมพ์ PETG ที่เหมาะสมที่สุดสำหรับงานของคุณเพียงปรับอุณหภูมิ ความเร็วในการพิมพ์ และการตั้งค่า retraction! ข้ามไปยังหัวข้อที่สนใจ ค่าการพิมพ์ที่สร้างปัญหาของ PETG การจัดการแท่นพิมพ์ การอบ PETG ให้แห้งก่อนพิมพ์ อุณหภูมิ, retraction, และการเกิดใยแมงมุม การตั้งค่า Retraction ที่ถูกต้องสำหรับ PETG เครื่องที่เป็นตู้ปิด, ความเร็วพัดลม และการระบายความร้อน การตั้งค่าซัพพอร์ตสำหรับ PETG
CyberBrick สร้างหุ่นยนต์ รถบังคับ IOT Coding ต่อยอดจาก 3D Printer

อะไรคือ CyberBrick™? CyberBrick เป็นการนำชิ้นส่วนต่าง ๆ ที่พิมพ์จากเครื่องพิมพ์สามมิติ มารวมกับอุปกรณ์อิเลคโทรนิคส์ และการเขียนโค๊ด เพื่อสร้างเป็นโปรเจคที่สามารถเรียนรู้ และสนุกสนานไปกับมันได้อย่างไม่มีที่สิ้นสุด ตั้งแต่เครื่องเล่น R/C ไปถึงเครื่องมือที่สร้างประสิทธิผลได้ โดยได้รับการสนับสนุนจากทีม MakerWorld โดยออกแบบให้ CyberBrick เป็นมิตรกับผู้ใช้งาน และมีข้อมูลสนับสนุนในการใช้งานจำนวนมหาศาล มั่นใจได้ว่าจะมีโอกาสให้การสร้างสรรค์นวัตกรรมอย่างไม่มีข้อจำกัด รายละเอียด CyberBrick Ultimate Kit และ CyberBrick
Color Lithophane จาก CMYW Filament ของ 3DD

เบื่อมั้ย กับการพิมพ์ Lithophane ขาว ๆ แบบเดิม ๆ มาลองทำ Lithophane สีกันดีกว่า Lithophane คือแผ่นวัสดุโปร่งแสงที่มีความหนาแตกต่างกัน เมื่อแสงส่องผ่าน แสงจะส่องผ่านได้ไม่เท่ากัน ทำให้เกิดเป็นภาพที่มีมิติขึ้นมา สามารถพิมพ์ด้วยเครื่องพิมพ์ 3 มิติ ภาพลิโทเฟนจะมองเห็นได้ชัดเจนเมื่อมีแสงส่องผ่านด้านหลัง ทำให้เกิดเป็นภาพที่สวยงามและมีเอกลักษณ์ ปกติแล้วจะพิมพ์ด้วย filament สีขาวเพียงสีเดียว ทำให้ได้ภาพ lithophane
เปลี่ยนอึพลาสติกจาก 3D printer ไปเป็นของใช้สุดคูล

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ตั้งแต่เริ่มมีการพิมพ์สามมิติหลากหลายสี ที่นำโดย Bambu Lab กับ ระบบ AMS ทำให้เรามีโมเดลหลากสีสวยงาม แต่สิ่งหนึ่งที่เป็นผลพลอยได้(แม้ไม่อยากได้ก็เถอะ) คืออึ(poop/purge) ของเครื่องพิมพ์ที่ดีดออกมาจากเครื่องระหว่างการเปลี่ยนสี/ชนิดของเส้นพลาสติก ซึ่งโดยส่วนใหญ่จะมีปริมาณมากกว่าตัวโมเดลเสียอีก แล้วอึปริมาณมากมายเหล่านั้นจะต้องทิ้งอย่างเดียวเลยหรือ น่าเสียดายเหมือนกันนะ เราขอแนะนำการเอาอึมันไปทำของเล่น ของใช้คูล ๆ กันดีกว่า 1 Purge Tower มีไม่กี่เกมหรอกที่จะเปลี่ยนเศษพลาสติกเป็นของเล่นสนุก ๆ อย่าง Purge