

เมื่อไม่นานมานี้เราได้รับการสอบถามเข้ามาจาก มหาวิทยาลัยเทคโนโลยีราชมงคลตะวันออก วิทยาเขตอุเทนถวาย เกี่ยวกับเครื่องสแกนเนอร์ที่คุณภาพสูง ระดับ HD ที่สามารถสแกนได้ละเอียด เหมาะกับการสแกนวัตถุที่ต้องการรายละเอียดสูง สามารถสแกน Hybrid ได้ทั้งแบบ Fix Scan(ใช้ขาตั้งกล้อง) และ แบบมือถือสแกน(Handheld) จึงครอบคลุมงานที่หลากหลายตั้งแต่ชิ้นใหญ่ไปจนถึงชิ้นเล็ก มีความสามารถเหมือน EinScan Pro 2X 2020 แต่มีความเร็วในการสแกนสูงกว่า 33% รวมถึง 3D
Tag: [Flashforge Creator Pro]
เครื่องพิมพ์ 3D มีประโยชน์อย่างไรในอาชีพนางแบบคอสเพลย์ของ d’Arda Sisters

ผู้ที่เราจะกล่าวถึง คือ เรมี และ โนเอล เดอ อาร์ดา พวกเขาเป็นพี่น้องกัน และเป็นนักคอสเพลย์จากมิดเวสต์ของสหรัฐอเมริกา พวกเธอทำผลงานและโมเดลให้กับตัวเองมาตั้งแต่ปี 2011 การเดินทางของพวกเธอไม่ใช่แค่การแต่งตัวเพียงเท่านั้นแต่ยังเกี่ยวกับศิลปะ การสร้างสรรค์ และความเป็นไปได้ที่เทคโนโลยีการพิมพ์สามมิติจะสามารถสร้างให้พวกเขาได้ ทริกเกอร์การพิมพ์ 3 มิติของพวกเขา ” โนเอล ต้องการแต่งเป็น อัลลอย ในวิดีโอเกม Horizon Zero Dawn
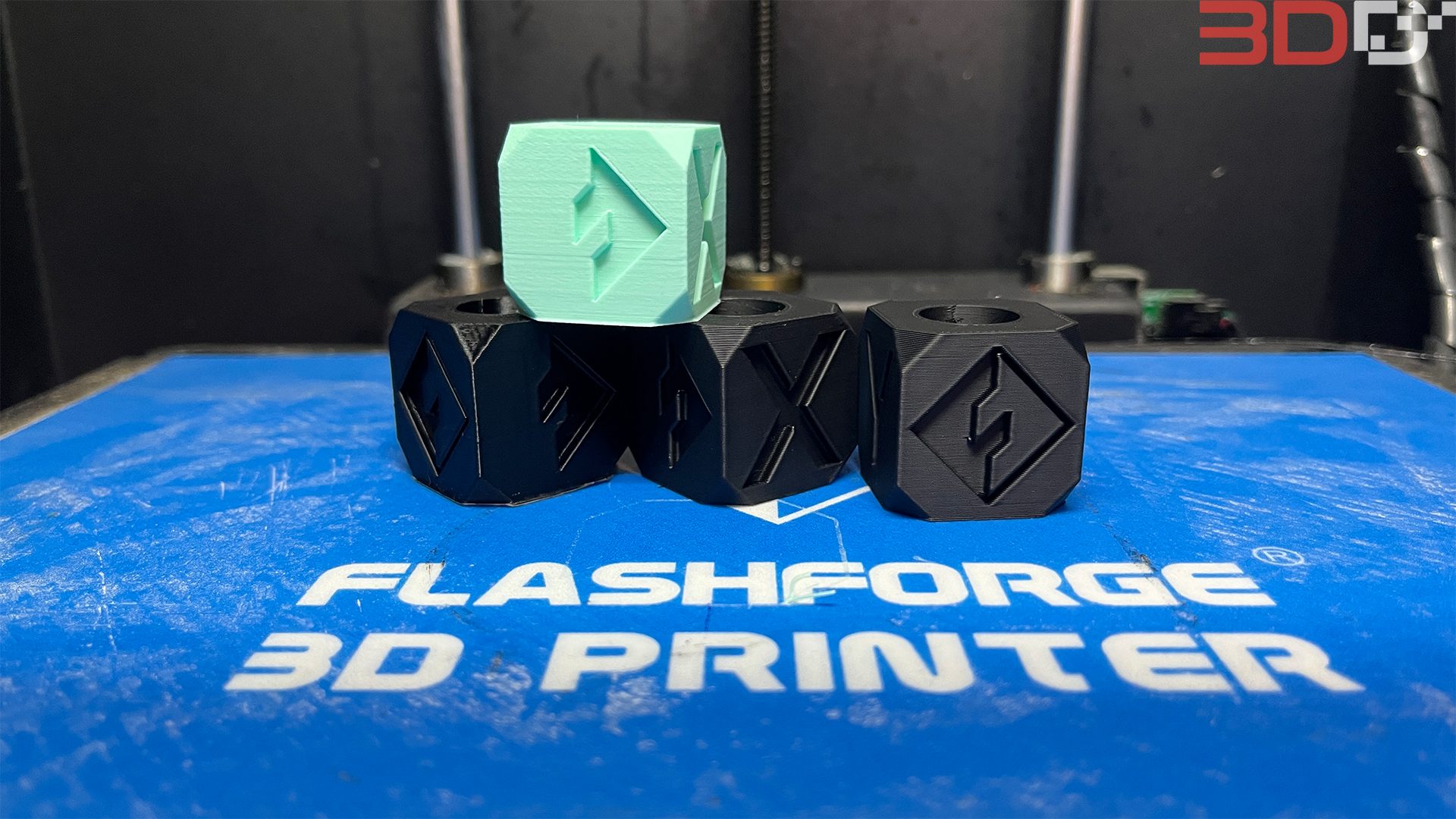
แจกไฟล์ Flashforge Calibration cube พร้อมกับวิธีการดูผลการทดสอบกัน

วันนี้เราได้ทำไฟล์ calibration cube ที่เป็น Flashforge version ขึ้นมาเพื่อทดสอบใช้เองครับ(หลังจากซ่อมแล้วใช้ไฟล์คนอื่นมานาน😁😁😁) สามารถดาวน์โหลดได้ที่นี่…… Thingiverse Printables Calibration cube คืออะไร… Calibration Cube จะเป็นไฟล็งานก้อนสี่เหลี่ยมทรงลูกบาศน์แบบง่ายๆครับ จะมีขนาดตั้งแต่10มม.-50ม. หรือตามแบบที่ผุ้ออกแบบถนัดครับแต่ที่นิยมใช้ส่วนใหญ่จะเป็นขนาด 20-30 มม. ครับเพราะขนาดไม่ใหญ่ทำให้ลดเวลาในการพิมพ์ หรือหากต้องการเทสบ่อยๆก้จะทำให้เทสได้หลายครั้งนั่นเองครับ แต่หลังๆผู้ออกแบบหลายคนก็เริ่มที่จะใส่ลวดลายต่างๆเพื่อที่จะทดสอบหลายๆอย่างไปพร้อมกันทำให้มีไฟลืลักษณะนี้มีให้โหลดฟรีมากมายแล้วแต่ผู้ใช้งานชอบกันเลยครับ เมื่อพิมพ์ Calibration
Flashprint 5.7.0 Updated มีอะไรใหม่บ้าง

หลังจากFlashprintได้อัพเดทเป็นเวอร์ชั่น5กันมาได้ประมาณปีได้แล้ว แต่ทางFlashforge ยังคงทำการอัพเดทโปรแกรมอย่างต่อเนื่องเพื่อเพิ่มขีดความสามารถของเครื่องพิมพ์ของFlashforgeให้สูงขึ้น พิมพ์งานได้ดีขึ้น ใช้งานได้สนุกสนานมากขึ้นไปอีก การอัพเดทเบื้องต้น การเพิ่มเครื่องรุ่นใหม่ๆที่กำลังจะเปิดตัวให้ๆด้ทดลองใช้กัน -Adventurer 4 Pro -Adventurer 3 Pro V2 -Guider3 Ultra การเพิ่มลูกเล่นสสำหรับสาย Expert สำหรับBasic mode หรือโหมดการพิมพ์อย่างง่ายนั้นยังไม่มีการเปลี่ยนแปลงใดๆ แต่จะมีเพียงแค่การปรับParameterของMaterial Profile เท่านั้น แต่สำหรับโหมดของ
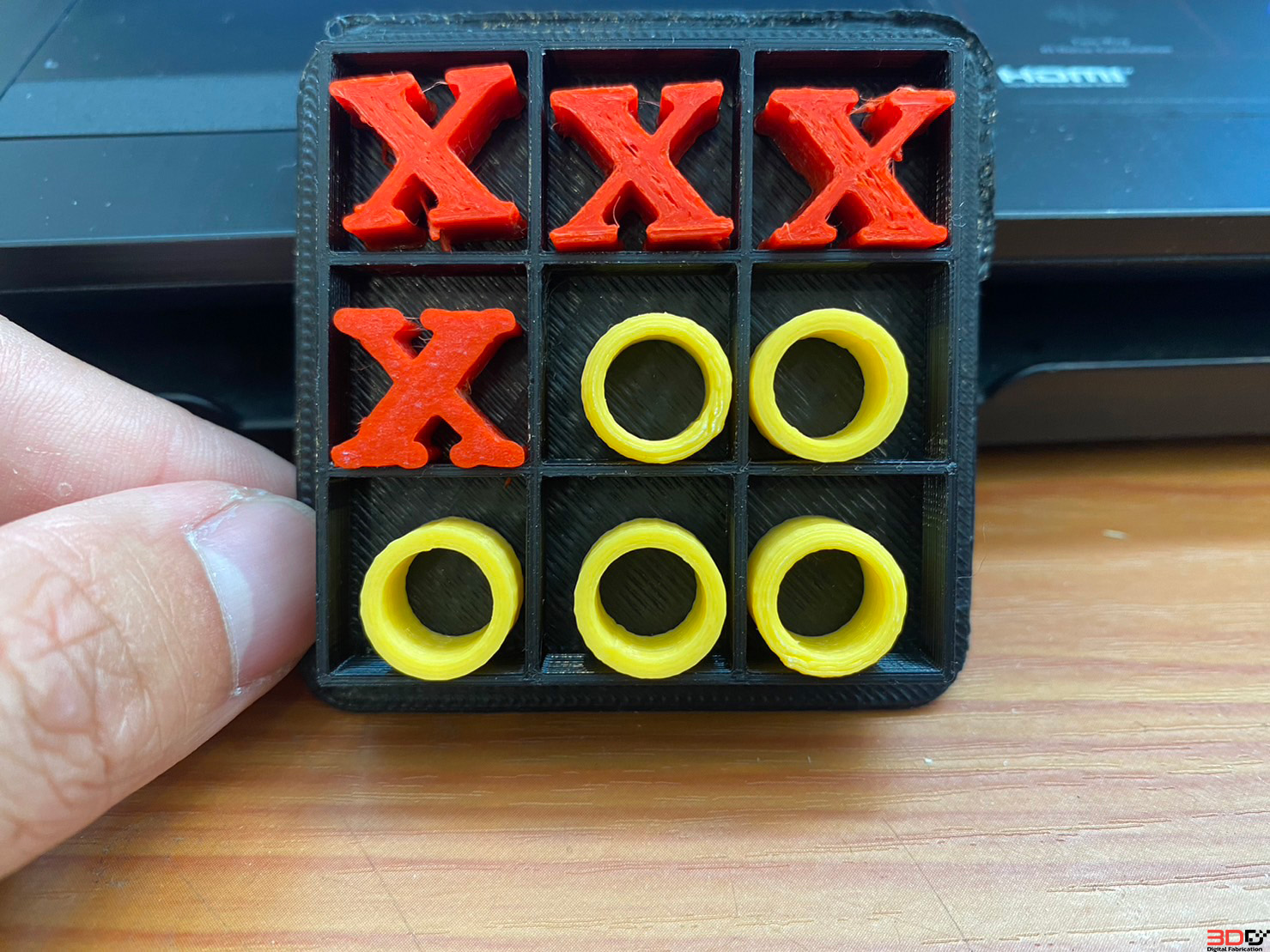
Tic-Tac Toe จาก เครื่อง printer 3D

สวัสดีครับ ผมจะพามาย้อนไปในช่วงเวลาหนึ่งของวัยเด็กครับ ซึ่งในวัยเด็กนั้น มีเกมส์ต่างๆ มากมายที่เราเล่นกัน แต่มีอยู่หนึ่งเกมส์ ที่ได้นึกถึง นั้นคือ เกมส์ Tic-Tac Toe หรือ เรียกง่ายๆว่า เกมส์ XO ที่เรารู้จักกัน ซึ่งเราได้สร้างบอร์ดเกมส์นี้ขึ้นมาในรูปร่างของ 3D โดยใช้เครื่องพิมพ์ 3D ในการพิมพ์ขึ้นมา ซึ่งยังสามารถใช้เครื่องพิมพ์ 3D ในการสร้างบอร์ดเกมส์ต่างๆ ได้อีกไม่จำกัด
รวม 5 ของอัพเกรดให้ Creator Pro เจ๋งขึ้น

flashforge Creator pro เป็นเครื่องพิมพ์เครื่องแรกๆของใครหลายๆคน เมื่อประมาณ5ปีที่แล้ว Creator Pro เป็นหนึ่งในเครื่องพิมพ์สามมิติที่ลูกค้าในหลายๆคนต่างเทใจบอกพร้อมกันว่า”อึด ถึก ทน” ถึงแม้จะเก่าแต่รุ่นนี้เรายังมีอะไหล่ซัพพอร์ตอยู่นะครับ วันนี้เราได้รวมรวม 5 ของที่จะอัพเกรดให้เครื่องของคุณใ้งานได้ดีขึ้นกันครับ ซึ่งทั้งหมดที่เลือกมานี้เราได้ใช้งานทั้งหมดและมีลุกค้าบางส่วนก็ทำใช้แล้วเช่นกัน 1.ปากเป่าพัดลม ปากเป่าพัดลมดั้งเดิมของเครื่องนั้นไม่ได้แย่อะไรขนาดนั้นครับ แต่ด้วยปากพัดลมที่อยู่ด้านซ้ายมือสุดทำให้การเป่างานที่หัวขวาทำได้ไม่ดีนัก การเปลี่ยนปากพัดลมนี้จะบังคับให้พัดลมเป่าชั้นงานเป่าที่ปลายหัวแีดของทั้งสองหัวในเวลาเดียวกันครับ ซึ่งทำให้สามารถเป่างานได้ทั้งสองหัว แล้วด้วยรูปแบบใหม่นี้บังคับใ้พัดลมก้มลงในแนวเฉียงทำให้ลมโดนชิ้นงานได้อย่างมีประสิทธิภาพ โดยที่หกลังจากพิมพ์เสร็จสาามารถใส่แทนปากพัดลมของเดิมได้ทันที ดาวน์โหลดไฟล์ได้ที่นี่ คลิก วัสดุที่ใช้
Upgradeให้ทันสมัยกับ Flexible build plate

Flashforge ได้ปล่อย Flexible build plate ออกมาให้ผู้ใช้งานไม่ต้องมาแซะงานจากเครื่องอีกต่อไป ทำให้ยกฐานออกมานอกเครื่องเพื่อบิดงอให้งานหลุดได้เลย ***Flexible build plate for Creator pro2 สามารถใช้กับเครื่อง CreatorX , Creator proรุ่นดั้งเดิมและ Dreamerได้ด้วยนะ การเปลี่ยนจากแผ่นรองพิมพ์รองพิมพ์จากแบบเดิมเป็นแม่เหล็ก เพียงเท่านี้ก็ทำให้การใช้งานFlashforge 3D Printer ของท่านง่ายขึ้นอย่างมากมาย
วิทยาลัยสารพัดช่างปราจีนบุรี Creator pro2 ไกลแค่ไหนเราก็ไปถึงงงง!!!

ขึ้นเหนือลงใต้เราไปได้หมด ส่งเครื่องถึงที่ โดยล่าสึดทาง Print3DD ได้มีโอกาสส่งเครื่องพิมพ์3มิติ ที่ วิทยาลัยสารพัดช่างปราจีนบุรี โดยจะได้ไปลงที่หมวด ช่างไฟฟ้า สำหรับให้นักเรียนได้สร้างอุปกรณืต่างๆเพื่อใช้ร่วมกับอิเล็กทรอนิกส์ โดยทางวิทยาลัยได้เลือกเป็นรุ่น Creator Pro2 Spec ICT ผ่านตามเกณฑ์ราคากลางและคุณสมบัติพื้นฐานหน่วยงานภาครัฐ เครื่องพิมพ์สามมิติยอดนิยมจาก Flashforge ที่ได้รับความนิยมสูงจากผู้ใช้ทั่วโลกหลายปีซ้อน Best of The Year หลายปีซ้อน (3DHUBS)
ลูกค้า กรมการสื่อสารทางทหาร creator pro2

งานราชการก็มี ล่าสุดทางกรมการสื่อสารทหารได้เล็งเห็นความน่าสนใจของเครื่องพิมพ์3มิติ เพื่อช่วยแก้ปัญหา การซื้ออะไหล่เครื่องมือสื่อสารที่มีราคาสูงและต้องจัดซื้อจากต่างประเทศเท่านั้น ซึ่งเทคโนโลยีการพิมพ์ 3มิติ นั้นสามารถช่วยในจุดๆนั้นได้ไม่ยาก เนื่องจากเป็นชิ้นส่วนที่ง่ายและไม่ซับซ้อน โดยทางกรมได้จัดซื้อเครื่องพิมพ์ 3มิติ รุ่น Flashforge Creator pro 2 เครื่องพิพม์ 3มิติ รุ่นกระทัดรัด ใช้งานง่าย รุ่นใหม่ล่าสุด พร้อมจุดเด่น สองหัวฉีดอิสระที่ช่วยให้การทำงานนั้นรวดเร็วและหลากหลายมากขึ้น ทางร้านจัดส่งสินค้าถึงที่พร้อมสอนการใช้งานเครื่องพิมพ์และโปรแกรมเตรียมพิมพ์ อย่างละเอียดเพื่อให้ทางลูกค้าสามารถนำไปใช้ทำงานได้ทันที
สถาปัตย์จุฬา กับ Creator pro2 (6เครื่อง) เพื่อการศึกษายุคใหม่
 เพื่อการศึกษายุคใหม่")
ก้าวเข้าสู่รั้วมหาลัยอีกครั้ง กับ มหาลัยระดับประเทศอย่าง จุฬาลงกรณ์มหาวิทยาลัย ที่ทางคณะสถาปัตยกรรมศาสตร์ได้ทำการจัดซื้อเครื่องพิมพ์ 3มิติ เพื่อการศึกษาด้านการออกแบบต่างๆ โดยครั้งนี้ได้ทำการสั่งซื้อถึง 6 เครื่อง กับเครื่อง Creator Pro 2 รุ่นใหม่ล่าสุดของทาง Flashforge เป็นตัวที่ขายดีและเหมาะแก่การศึกษาอย่างมาก เนื่องจากเป็นเครื่องพิมพ์ที่มีขนาดไม่ใหญ่ ไม่เล็กจนเกินไป พอเหมาะ กับการทำต้นแบบง่ายๆ แถมการใช้งานที่ไม่ยุ่งยากอีกด้วย โดยจุดเด่นของเครื่องพิมพ์นี้คือ มี 2หัวฉีดเส้นพลาสติกอิสระ
สวทช. CreatorPro2 เพื่อส่งเสริมงานด้านวิทยาศาสตร์

เครื่องพิมพ์3มิติ เพื่องานวิจัยและพัฒนาด้านวิทยาศาสตร์ แก่ สวทช. คราวนี้เป็นคราวของทาง สวทช. ที่ได้ทำการสั่งซื้อเครื่องพิมพ์ 3มิติ จากทางเรา Print3DD ซึ่งนั่นก็คือเครื่อง Creator Pro 2 เครื่องพิมพ์ 3มิติ รุ่นล่าสุดที่ได้รับความนิยมอย่างมากเนื่องจากการใช้งานสะดวก และขนาดที่พอเหมาะ เหมาะสำหรับผู้เริ่มต้นการใช้งาน ลักษณะเด่นของเครื่องพิมพ์ 1. หัวฉีด 2 หัว อิสระจากกัน
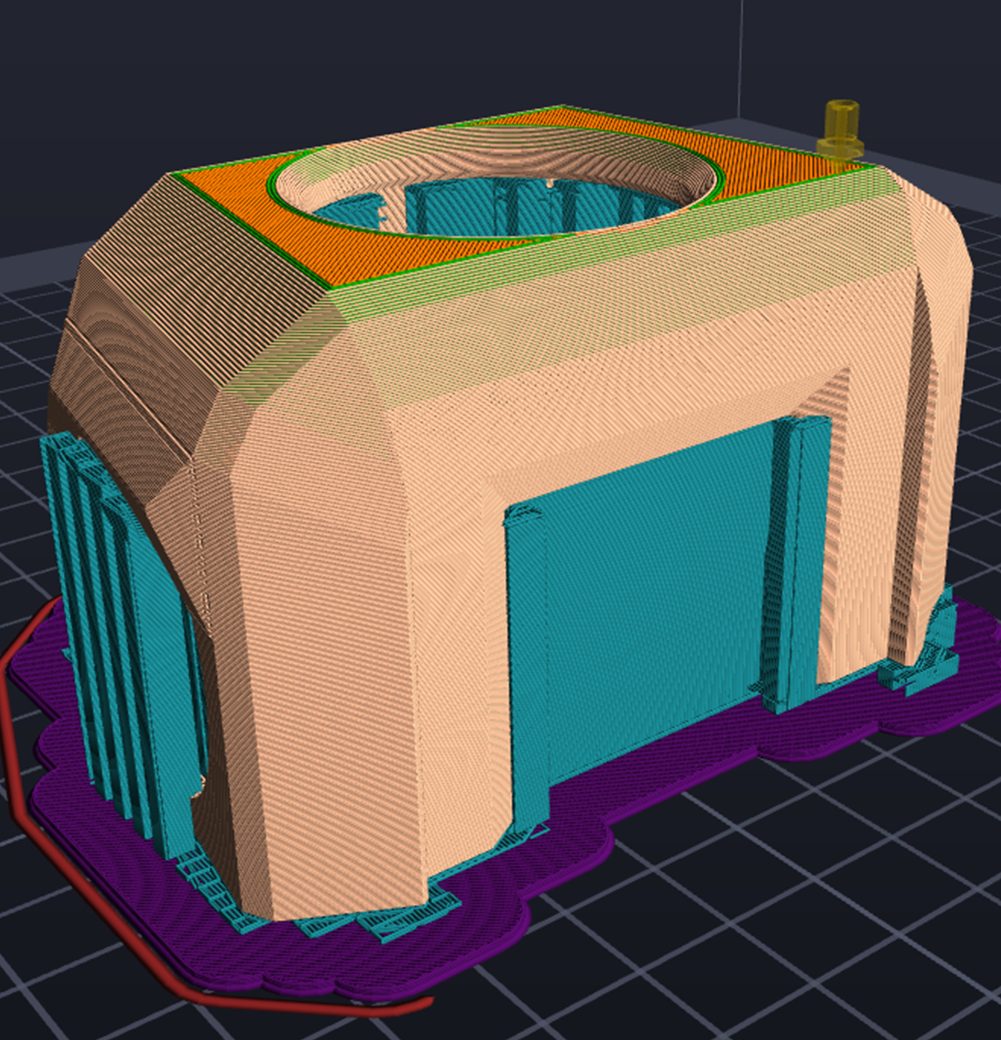
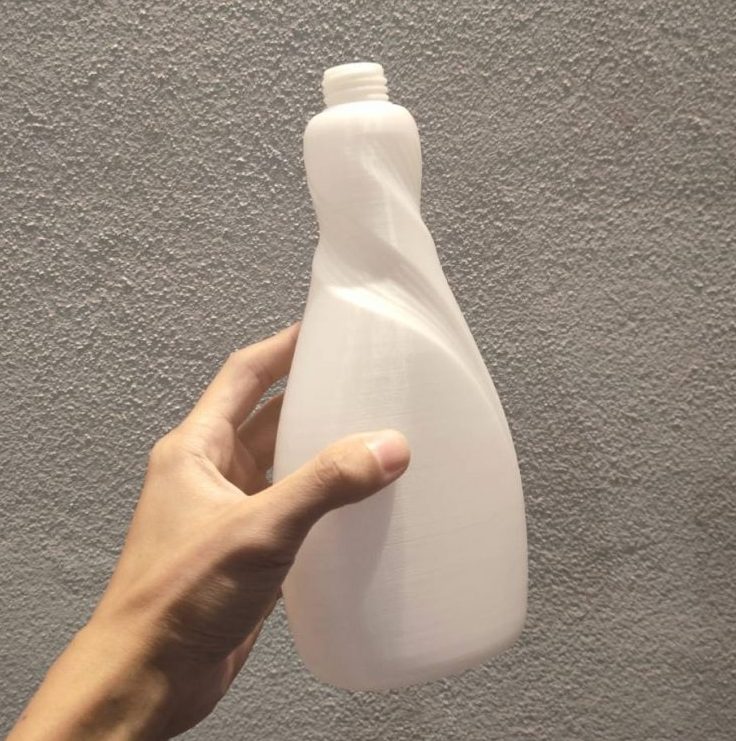
Packaging ขวดสวยๆด้วย 3D Printing – เพราะ Pakaging เีเป็นหน้าต่างของหัวใจการขาย

เคยได้ยินกันมั้ยว่า ” สินค้าเหมือนกัน รสชาติคล้ายกัน ราคาต่างกันไม่มาก แต่บรรจุภัณฑ์ดูดีกว่าก็สามารถแย่งชิงลูกค้ามาได้ไม่ยาก “ เป็นคำพูดที่มักจะถูกนำมาใช้ในงานออกแบบ บรรจุภัณฑ์ Packaging ในทุกๆ อย่างที่เป็นสินค้า เพราะเป็นเหมือนสื่ออย่างหนึ่งที่ช่วยให้ผู้บริโภครับสิ่งที่เราต้องการเสนอ เพื่อเปิดมุมมองและเปิดใจในการบริโภคสินค้าของเรา Packaging จึงกลายเป็นส่วนหนึ่งของหน้าตา และภาพลักษณ์ของบริษัท จึงไม่แปลกใจถ้าหากเราต้องลงทุนในสิ่งนี้ในราคาที่สูง แต่เมื่อเทียบกับผลที่ตามมาก็ค่อนข้างที่จะคุ้มค่าคุ้มราคาอยู่ ซึ่งในบรรดาบรรจุภัณฑ์ที่เราเห็นได้ตามห้าง ซุปเปอรืมาร์เก็ตนั้น คงหนีไม่พ้นสินค้าจำพวกน้ำดื่มที่มีอยู่เต็มไปหมด หลากหลานยชนิด และแน่นอน มีชนิดเดียวกันมากมายหลากหลายแบรนด์ให้เราเลือกซื้อ
พิมพ์กระเพาะหมูนุ่มนิ่มด้วย Flexible Filament

ในสายงาน 3D Print1 นั้นมีหลากหลายวัสดุ Filament ให้เลือกใช้กันมาก ถ้าจะให้พูดถึงทั่วไปคงหนีไม่พ้น PLA ABS ซึ่งเป็น Filament พื้นฐาน แต่ก็ยังมีอีกหลายอย่างแยกย่อยไปอีก เช่น พิมพ์โลหะ ฯลฯ และยังมีอีกชนิดหนึ่งที่ค่อนข้างได้รับความนิยมและใช้งานในเฉพาะด้านอย่างเส้น Flexible ที่มีคุณสมบัติเด่นเลยคือ ความยืดหยุ่น ที่มีมากตามชื่อ Flexible ซึ่งเส้นชนิดนี้มัดจะใช้ในงานจำพวกของเล่นที่ต้องการความนุ่มนิ่ม เพื่อป้องกันอันตลาดจากของแข็ง เคสโทรศัทพ์
อุปกรณ์เสริมการถ่ายวิดิโอด้วย 3D Printer

อุปกรณ์ในการทำงานถ่ายวิดิโอนั้นมีมากมายหลายอย่าง ที่ช่วยให้การทำงานเป็นไปได้อย่างราบรื่นยิ่งขึ้นและสะดวกสบาย สร้างสรรค์ผลงานได้มากกว่าเดิมจากการใช้อุปกรณ์เสริมต่างๆ สามรถเข้าถึงผลงานที่ดูยากให้ทำออกมาได้ง่ายมากขึ้น สวยยิ่งขึ้น และคุณภาพดียิ่งขึ้น แต่เนื่องจากอุปกรณ์ในปัจจุบันมีราคาที่ยังสูงอยู่ จึงทำให้มือสมัครเล่นในการถ่ายวิดิโอนั้นยังอาจจะไม่สามารถซื้อมาเพื่อทดลองใช้ เนื่องจากบางครั้งอุปกรณืบางชนิดอาจจะไม่เข้ากับการทำงานของแต่ละบุคคลได้ ทำให้หากซื้อมาก็อาจจะใช้ได้เพียงไม่กี่ครั้งเพราะไม่ถนัดและต้องเสียเงินนั้นไปเพื่อซื้ออุปกรณ์อื่นที่เข้ากับตนมากกว่า แต่ปัญหานั้นจะหมดไปหากเรามี 3D Printer ที่สามารถสร้างสรรค์ชิ้นงานโมเดล 3มิติ เอาไปใช้งานได้จริงในการทำงานต่างๆ และยังพิมพ์ออกมาได้หลากหลายและใช้เวลาไม่นาน หลังจากลองหาๆ หลังจากหาไฟล์โมเดลที่จะสามารถมาช่วยให้การทำงานด้านวิดิโอได้ง่ายและสะดวกมากขึ้น ก็ไปได้เจอกับไฟล์ Camera+Rig+for+Smartphones จาก Thingiverse (สามารถกดลิ้งเพื่ดดาวโหลดไปพิมพ์กันฟรีๆ ได้เลย)
ลูกค้า: วิทยาลัยเกษตรและเทคโนโลยีกระบี่

ขอขอบคุณ วิทยาลัยเกษตรและเทคโนโลยีกระบี่ ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro และเครื่องสแกนสามมิติ Einscan SE ไปใช้ในการวิจัย และการสอนนักศึกษาต่อไป
ลูกค้า: ศูนย์ฝึกพาณิชย์นาวี
ขอขอบคุณ ศูนย์ฝึกพาณิชย์นาวี ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro ไปใช้ในกิจการของหน่วยงาน 3D Printer : Flashforge Creator Pro
ลูกค้า: บริษัท ซันยอง (ประเทศไทย) จำกัด
ขอขอบคุณ บจ.ไทย เอสซังยอง ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro ไปใช้ในกิจการของหน่วยงาน 3D Printer : Flashforge Creator Pro
ลูกค้า: คณะวิศวกรรมศาสตร์ มหาวิทยาลัยศรีนครินทรวิโรฒ
ขอขอบคุณ ภาควิชาวิศวกรรมเครื่องกล คณะวิศวกรรมศาสตร์ มหาวิทยาลัยศรีนครินทรวิโรฒ ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro จำนวน 2 เครื่อง และ Fullscale Max 350 จำนวน 1 เครื่องเพื่อใช้ในการเรียนการสอนของมหาวิทยาลัย 3D Printer : Flashforge Creator Pro, Fullscale
ลูกค้า: บริษัท ไทยกูลิโกะ จำกัด
ขอขอบคุณ บริษัท ไทยกูลิโกะ จำกัด ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro เพื่อใช้พัฒนาสินค้าของบริษัท ฯ ให้มีคุณภาพดียิ่งขึ้น 3D Printer : Flashforge Creator Pro
ลูกค้า: บริษัท ต้าถุง (ประเทศไทย) จำกัด
 จำกัด")
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ขอขอบคุณ บริษัท ต้าถุง (ประเทศไทย) จำกัด ที่อุดหนุนเครื่องพิมพ์สามมิติ Flashforge Creator Pro จำนวน 2 เครื่อง เพื่อใช้ในการพัฒนาสินค้าของบริษัทฯ ให้มีคุณภาพมากขึ้น 3D Printer : Flashforge Creator Pro