

เรามีโอกาสได้ลองใช้ 3D Printer ระบบ Tool Changers หลายสิบชั่วโมง เอาประสบการณ์มาเล่าให้ฟังครับ พิมพ์สามมิติ ระบบ Tool Changer คือระบบมีหัวฉีดหลายหัวแยกอิสระ “หัวใครหัวมัน” ใช้หลักการเดียวกับเครื่อง CNC ที่มีสว่านหลายตัว Cutting Tools หลายขนาด ตัว Rotor จะไปหยิบหัวต่าง ๆ มาใส่เพื่อทำงาน
Author: Admin
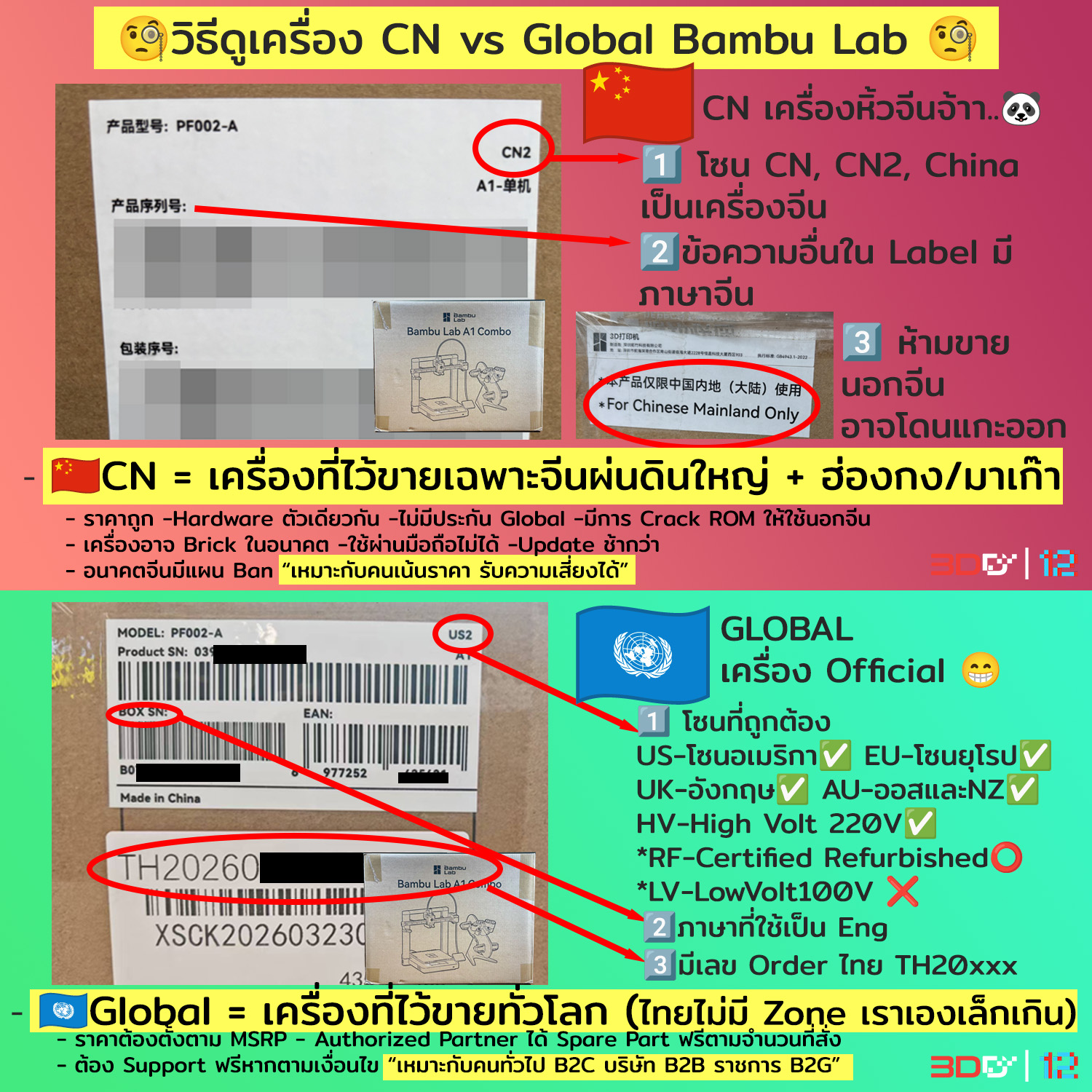
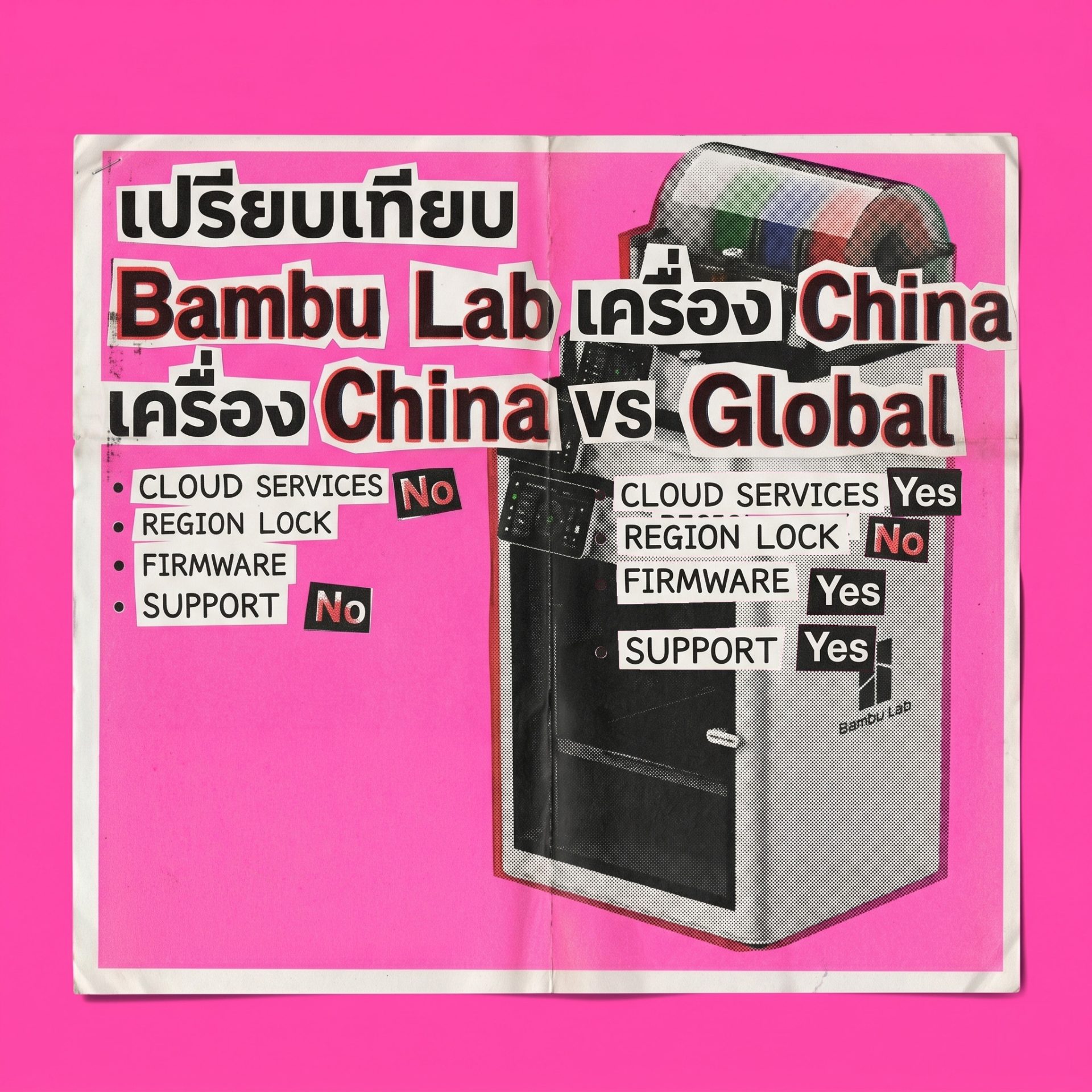
วิธีเชค Bambu Lab ว่าอยู่โซนไหน? CN vs Global จาก Label ที่กล่อง

วิธีเชค Bambu CN vs Global 🧐ข้อมูลเพื่อประโยชน์ของทุกคนนะครับ🧐 ซื้อใหม่ ซื้อมือสอง ลองอ่านดู (บทความนี้เขียนจาก สปก. และปร๊กษา บ.แม่ Bambu แล้ว) ช่วงนี้มี ลค. โดนมาเยอะครับ 😈ย้อมขาย เครื่องหิ้วจีน, เครื่อง Refurbish แล้วบอกเป็นเครื่อง Global เครื่องเสียมาให้ซ่อม
Bambu Lab จีน CN vs Global ต่างกันอย่างไง? ข้อดี-เสีย? Refurbished เป็นทางเลือกที่ 3

สวัสดีครับ กลับมาเจอกันอีกครั้งกับข้อมูล 3D Printer บริษัทเราขาย 3D Printer มา 12ปี จะมาแชร์ข้อมูลให้ฟังกันครับ หลายคนสงสัยและถามกันมามากว่า “Bambu Lab เครื่อง Chinese Version ถูกกว่าเยอะ ซื้อดีไหม?” ผู้ขายบางคนบอกว่า “เครื่อง CN ถูกกว่าเครื่อง Global เยอะ ทำได้เหมือนกันทุกอย่าง
3D Print Farm ระดับโลก ใช้เครื่องอะไร?

เพื่อนผม คุณเหรียญ Gibbon (คนไทยผู้สร้างตัวละคร Demogorgon ใน Stranger Things) ผู้คร่ำวอดใน 3D Printing และอยู่เบื้องหลังผลงานมาก IP พวก Gozilla เป็นต้น ไปเยือนจีนครั้งนี้ได้มีโอกาศ Exclusive ไปดูโรงงาน 3D Printing farm ที่ใหญ่ที่สุดแห่งหนึ่งในจีน มีเครื่องพิมพ์ 3D
3DGS Gaussian Splatting คืออะไร? ปฏิวัติวงการ 3D Visual / 3D Scanner อย่างไง?

เร็วๆนี้มีเทคโลยีใหม่ในการ Render 3มิติ ที่สมจริงมากๆ ใช้เพียงรูปถ่ายเพียงไม่กี่รูป ก็สามารถ 3D Visual เหมือนจริง เทคโนโลยีนี้เรียกว่า 3D Gaussian Splatting หรือ 3DGS (อ่านว่า เการ์เซียน สแปลทติ้ง” ว่ากันว่าจะมาปฏิวัติวงการ Computer Graphic, 3D Virtual, 3D Render
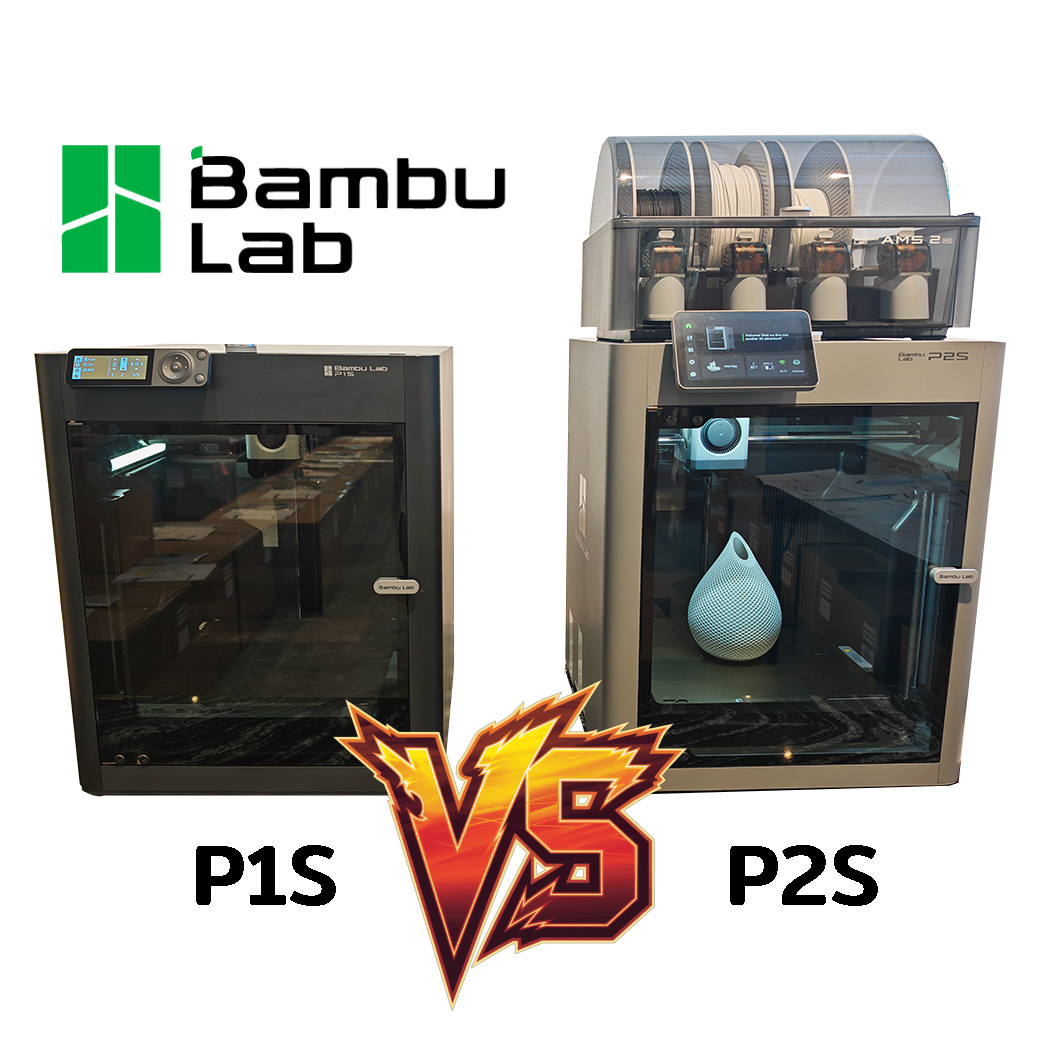
5ข้อแตกต่าง P2S กับ P1S 3D Printer รุ่นขายดีจาก Bambu Lab อ่านจบเลือกรุ่นถูก
หลายคนน่าจะรู้ความเหมือนของ P2S กับ P1S กันแล้ว เครื่องขนาดเดียวกัน โครงสร้างและขนาดพิมพ์เท่ากันคือ 256*256*256mm คุณภาพงานพิมพ์เท่าๆกัน P2S เป็นเหมือนการ Refresh รุ่นอย่าง P1S ยังตัดสินใจไม่ถูกว่าเลือกรุ่นไหนดี? อาจบทความนี้น่าจะช่วยได้ครับ หน้าจอแสดงผล วัสดุทำแกน XY หัวฉีดที่แตกต่างกัน รองรับเส้นวัสดุแตกต่างกัน AMS2 / HT ราคาแตกต่างกัน
CyberBrick สร้างหุ่นยนต์ รถบังคับ IOT Coding ต่อยอดจาก 3D Printer

อะไรคือ CyberBrick™? CyberBrick เป็นการนำชิ้นส่วนต่าง ๆ ที่พิมพ์จากเครื่องพิมพ์สามมิติ มารวมกับอุปกรณ์อิเลคโทรนิคส์ และการเขียนโค๊ด เพื่อสร้างเป็นโปรเจคที่สามารถเรียนรู้ และสนุกสนานไปกับมันได้อย่างไม่มีที่สิ้นสุด ตั้งแต่เครื่องเล่น R/C ไปถึงเครื่องมือที่สร้างประสิทธิผลได้ โดยได้รับการสนับสนุนจากทีม MakerWorld โดยออกแบบให้ CyberBrick เป็นมิตรกับผู้ใช้งาน และมีข้อมูลสนับสนุนในการใช้งานจำนวนมหาศาล มั่นใจได้ว่าจะมีโอกาสให้การสร้างสรรค์นวัตกรรมอย่างไม่มีข้อจำกัด รายละเอียด CyberBrick Ultimate Kit และ CyberBrick
สั่งได้แล้วทั้ง H2S และ H2S Combo

สั่ง H2S(ไม่มี AMS2) ได้แล้วนะ ** H2S ** 46,900บ. (รวมภาษีแล้ว) Lot1 — เพิ่่งเปิด (ETA 1-5Oct) **H2S Combo** 54,900บ. (รวมภาษีแล้ว) Lot1 — ส่งมอบแล้ว Lot2 — เต็๋มแล้ว (ETA
Rigil vs Raptor X | Laser 3D Scanner Wireless ที่น่าใช้ที่สุดปี 2025-26

ในปีนี้เทคโนโลยี 3D Scanner ได้พัฒนาอย่างไม่หยุดหย่อน แต่ละแบรนด์ก็ทำการแข่งขันกันอย่างดุเดือด เพื่อทำจะผลิต Scanner ที่คุ้มค่าที่สุดให้ลูกค้าได้ใช้งาน ซึ่ง 3DD เราก็เป็นตัวแทนจำหน่าย 3D Scanner หลากหลายรุ่น หลายแบรนด์แต่ตัวที่น่าจับตามองในหมวดหมู่ Scanner ระดับโปรคงหนีไม่พ้นตัว Creality Raptor X และตัว EinScan Rigil ที่ได้รับความสนใจในกลุ่มลูกค้าผู้ใช้งาน 3D
Bambu Farm Manager : โรงงานผลิตขนาดย่อม 3D Print ต้นทุนต่ำที่ใครก็เริ่มธุรกิจได้

Bambu Lab เปิดตัว Bambu Farm Manager เมื่อวันที่ 3 กค. 68 ที่ผ่านมาโดยมีความสามารถในการควบคุมเครื่องจำนวนมากๆได้ สั่งงาน จัดคิว ติดตามสถานะแต่ละเครื่องได้ ทำให้การทำงานจัดการ โรงงาน 3D Printing เป็นเรื่องง่ายขึ้นอย่างมาก ที่สำคัญสร้างเองโดย Bambu Lab แต่ก่อนโรงงาน 3D Printing
Preview : CR Otter Lite เครื่องแสกนเนอร์ 3มิติ ไร้สาย เริ่มต้นสำหรับมือใหม่

Preview Creality Otter Lite สแกนเนอร์ 3มิติตัวเริ่มต้น ที่น่ามองตัวหนึ่งเท่าที่ลองจับ เล่นมาได้ข้อสรุปได้ดังนี้ ✅ จุดเด่นเครื่องนี้จริงๆเลยคือ Wireless ครับคือให้มาจากโรงงานเลย ✅ Wireless เท่าที่ลองเสถียรมาก ✅แม้ว่าจะมีแต่ NIR (infrared ที่ตามองไม่เห็น) แต่ทำงานได้ฉลาด ต่อได้โอเคเลย ✅ ใช้งานได้ 3 Mode
แจกฟรี!! Elegoo Mar5 U, Saturn4 U Resin Drip Holder หยดเรซิ่นหลังพิมพ์ ประหยัดเรซิ่น, ล้างงานง่ายขึ้น

แจกไฟล์ฟรีนะครับ แนะนำให้มีสำหรับคนที่มีเครื่อง Elegoo M ar5 U, Elegoo Saturn4 U 16K เพราะช่วยประหยัดเรซิ่นให้ทำงานง่ายขึ้น แนะนำให้พิมพ์จากเครื่อง FDM (เครื่องระบบเส้น) โดยปรับ infill ประมาณ 50% เพื่อความแข็งแรงครับ ช่วยเรซิ่นหยด ประหยัดเรซิ่น่ส่วนเกินให้ใช้ใหม่ได้อีก ทำให้เวลาเอาชิ้นงานออกจากเครื่องไม่หก เลอะเทอะ ล้างชิ้นงานได้ง่ายขึ้น Mar5
Raptor Series สามพี่น้อง Raptor, Pro, X แรงต่างกัน ตามงบ

มาครบทีมแล้ว 3พี่น้อง Raptor Series เรียงราคามาเลย เหมือน iPhone, Pro, Max สแกนได้เหมือนกัน แต่แรงต่างกัน ⚡Raptor Series มี 3รุ่นตามงบลูกค้า ⚡ ✅Raptor น้องเล็กสุด NIR + Laser Parallel 7เส้น ✅Raptor Pro
3DD ประกาศแยก Line OA เป็น 2Account Sales และ Support เพื่อบริการที่มีประสิทธิภาพมากขึ้น
สวัสดีครับ แต่เดิมที่เรามี Line Official Account เพียงแค่ตัวเดียวทำให้ พนักงานตอบไม่สามารถให้บริการได้ทั่วถึง โดยมีการสับสนการทำงานระหว่าง Sales และ Support และด้วยลูกค้าเริ่มมีปริมาณเพิ่มขึ้นมาก (ปัจจุบันหลักหมื่น) ทำให้ทั้งทีม Sales และ Support ทำตอบส่งงงานกันไม่ทัน ทำให้เกิดปัญหา “ขึ้นว่าอ่านแล้ว แต่ไม่ตอบ” เชื่อว่าการแยกบริการครั้งนี้จะช่วยให้การทำงานมีประสิทธิภาพมากขึ้น น้องในทีมสามารถ Focus งานได้ถูก
Preview : Falcon A1 สมาร์ทเลเซอร์ Core XY แกะสลัก และตัด ใช้ที่บ้านก็ได้ ที่ทำงานก็ดี

สวัสดีครับ มีการเปิดตัว Falcon A1 ไปเร็วๆโดยมีฟัก์ชั่น Falcon A1 ทำออกมาแบบ Complete build ไม่ต้องมาประกอบ เครื่องดูน่าใช้ครับ เท่าที่เราลองเทส สรุปได้ดังนี้ ✅เครื่องหล่อจาก Alloy ทั้งชิ้น แข็งแรงดูน่าใช้ – งานประกอบดีมาก ✅Core XY สามารถทำงานแบบ HighSpeed ได้
สเปคคร่าวๆ K2 Plus Combo 3D Printer 4สี Core XY พิมพ์เร็ว High Speed จาก Creality

พรีวิวเครื่อง Creality K2 Plus Combo เครื่องพิมพ์ 3มิติ ขนาด 350*350*350mm ระบบเส้นพลาสติก เครื่องแบบ CoreXY ที่พิมพ์ได้ความเร็วสูง เรามีโอกาสแกะกล่องทดลองพิมพ์คร่าวก่อน ทำ Full Review ได้ข้อมูลมาแชร์กันก่อนครับ @3dd_official 🔥 ของเข้าแล้ว K2 Plus Combo🔥 K2
ซื้อ Bambu Lab กับ 3DD ดีอย่างไง?

ช่องทางการซื้อ Bambu Lab มีหลายทางทั้งจากตัวแทนจำหน่ายโดยตรง และ Gray Market นี่คือเหตุผลว่าทำไมคุณควรเลือกซื้อกับ 3DD 3DD เป็น Bambu Lab Authorized Distributor อย่างเป็นทางการ แต่งตั้งโดย บริษัทแม่ Bambu Lab ส่งจากไทย ประกันไทย มีหน้าร้าน 3DD มีประสบการณ์ใน
METALEX 2024 | 3DD เชิญไปเดินบูธ

METALEX 2024 | 3DD งานแสดงเทคโนโลยีโลหะการ และ นวัตกรรมระดับโลกในไทย 20-23 Nov 2024 (พุธ-เสาร์) ตั้งแต่เวลา 10:00-19:00 น. ที่ไบเทค บางนา บูธเลขที่ AA47 Hall98-100 จุดสังเกตุ : Hall 98 โซนด้านหลังติดห้องน้ำ Highlight
เปิดตัว EinScan Libre เครื่องสแกน 3D ไร้สายตัวแรก Blue Laser และ Infrared

เปิดตัว 3D Scanner Wireless ไร้สายตัวแรกของโลก ที่ใช้เทคโลยี Laser + Infrared พร้อมทั้งเก็บสี กล้องที่พร้อมกับเครื่องมีทั้งหมด 8ตัว ตัวเครื่องมาพร้อมหน้าจอ Touch Screeen และหน่วยประมวลผล Nvidia เป็นคอมพิวเตอร์เครื่องย่อมๆเลยก็ว่าได้ เครื่อง EinScan Libre (อ่านว่า ไอน์สแกน ลิเบรอ หรือ
Resin 3D น้ำยาเรซิ่นมีกี่ประเภท? Photopolymer Resin

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เรซิ่นสำหรับเครื่องพิมพ์ 3มิติ หรือ Photopolymer Resin มีการใช้กันอย่างแพร่หลายในช่วงเวลาหลายปีมานี้ มีราคาถูกลงอย่างมาก โดยหลายตัวราคาต่ำกว่า 1000 บ./กก. แล้ว มีให้เลือกหลากหลาย บทความนี้จะแนะนำข้อแตกต่าง เพื่อประโยชน์ในการเลือกซื้อเรซิ่นให้เหมาะกับเครื่องพิมพ์ระบบเรซิ่น 3D Printer SLA, MLCD, DLP ของท่านต่อไป โดยวัสดุมีคุณสมบัติที่หลากหลายเช่น ใช้กับงานทั่วไป, ทนความร้อนสูง, เติมวัสดุ Wax