

ปี 2026 กระแสเครื่องพิมพ์ 3มิติแบบ Tool Changers มาแรงมาก มีคนเคยบอกกันว่าต่อไปอาจเป็นมาตรฐานเครื่อง 3D Printer ต่อไป ประกอบกับ Flashforge ที่เคยเป็นแชมป์เก่า 3D Printer เมื่อสิบปีก่อน (ถ้าคนเคยใช้ 3D Printer มานานจะรู้จักกัน) อยากกลับหวนเข้าชิงตลาดนี้ด้วย โดย FF คาดหวังกับ
Category: review
รีวิว สาธิต ทดลองใช้งาน ข้อดี ข้อเสีย เกี่ยวกับเครื่องพิมพ์ 3มิติ 3D Printer, 3D Scanner, Laser Machine และอื่นๆ filament ABS PLA ให้ตัดสินใจกันง่ายขึ้น
อัพเดตเครื่องพิมพ์ Bambu lab ที่ใช้งานง่ายสำหรับมือใหม่ ใครไม่อยากพลาดต้องอ่าน !!!

สวัสดีครับ วันนี้เรา 3DD จะกลับมาพาทุกคนไปรู้จักกับเครื่องพิมพ์ 3D แบบฉบับตัวเริ่มต้นใช้งานง่าย User หลายๆ ท่าน อาจจะรู้จักอยู่แล้ว หรือเคยได้ยินมาบ้างสำหรับ เครื่องพิมพ์ 3D แบรนด์ Bambu lab มีหลายคนที่กำลังศึกษา ถึงความคุ้มค่าในการนำไป ใช้งาน เพื่อสร้างรายได้ หรือ เพื่อเป็นงานอดิเรกก็ตาม เราไปดูข้อมูล รุ่นที่เราจะมาแนะนำกันในวันนี้เลยดีกว่าครับ เริ่มต้นกันที่ตัวแรก
อยากเริ่มต้นพิมพ์งานเรซิ่น ต้องเตรียมอะไรบ้าง | เครื่องพิมพ์ 3 มิติ Elegoo

เครื่องพิมพ์ 3มิติ ระบบเรซิ่น SLA ช่วงนี้กระแส เครื่องพิมพ์ 3 มิติ 3D Printer กำลังมาแรงมากๆ ทำให้หลายคนอาจจะคุ้นเคยกับเครื่องระบบเส้นพลาสติก (FDM) กันมาบ้างแล้ว แต่ถ้าโจทย์ของคุณคือ “อยากได้โมเดลที่ผิวเรียบเนียน และได้ รายละเอียดคมชัด ในระดับที่ไม่มีเส้นเลเยอร์มากวนใจ” สุดท้ายยังไงก็ต้องมาจบที่ เครื่องพิมพ์ระบบเรซิ่นอย่างแน่นอน บทความนี้ทำมาสำหรับมือใหม่ที่อยากเข้าวงการเรซิ่น แต่ยังสงสัยว่า ถ้าจะเริ่มต้นใช้งานต้องซื้ออะไรบ้าง แล้วมันใช้งานยากไหม
ระหว่าง X2D กับ P2S ซื้อรุ่นไหนดี? เครื่องโครงปิดไซส์กลางที่เหมาะกับธุรกิจ 3D Print แบบยาวๆ

ตอนนี้โลกธุกิจ 3D Print กำลังมาแรงมากๆ ทำให้หลายๆคนก็เริ่มสนใจที่จะมี 3D Printer ของตัวเองซักเครื่อง โดยที่บางคนอาจจะยังไม่เคยมีประสบการ์ณเกี่ยวกับ 3D Print มาก่อน แต่ด้วยความไฟแรง ก็อยากจะลองซื้อมาเล่นเลย โดยที่ปัญหาแรกที่มือใหม่เพิ่งเข้าวงการมักจะเจอเลยก็คือ การพบว่าเครื่องพิมพ์ 3 มิติในปัจจุบันนี้มีรุ่นให้เลือกเยอะแบบลายตาเลย แม้แต่ในแบรนด์เครื่องพิมพ์หลักเบอร์ต้น อย่าง Bambu Lab เอง ก็ยังแบ่งรุ่นเครื่องพิมพ์ออกเป็นหลาย ซีรี่หลายรุ่นย่อย
เนรมิตตำนานให้มีชีวิต: รีวิวจัดเต็ม พิมพ์โมเดลพญานาคด้วย Bambu Lab

ในยุคที่เทคโนโลยีและศิลปะหลอมรวมเป็นหนึ่งเดียว การสร้างสรรค์งานพุทธศิลป์ประยุกต์หรือโมเดลตามความเชื่ออย่าง “พญานาค” ไม่ได้จำกัดอยู่แค่การปั้นด้วยมืออีกต่อไป วันนี้เราจะพาทุกคนไปเจาะลึกเบื้องหลังการเนรมิตโมเดลพญานาคสุดอลังการที่มีชีวิตชีวา ตั้งแต่ขั้นตอนการออกแบบด้วย AI ไปจนถึงการพิมพ์ออกมาเป็นชิ้นงานจริงด้วยระบบนิเวศของ Bambu Lab ครับ 🤖 ขั้นตอนที่ 1: ชุบชีวิตจินตนาการด้วย AI Generating จุดเริ่มต้นของผลงานชิ้นนี้เริ่มต้นจากการใช้ขุมพลังของ AI ในการช่วยขึ้นรูปและสร้างไฟล์โมเดล 3 มิติ (3D Model) ขึ้นมา
Tool Changer กับ AMS ตัวไหนดีกว่า? 3D Printer Muli-color เลือกตัวไหน?

เรามีโอกาสได้ลองใช้ 3D Printer ระบบ Tool Changers หลายสิบชั่วโมง เอาประสบการณ์มาเล่าให้ฟังครับ พิมพ์สามมิติ ระบบ Tool Changer คือระบบมีหัวฉีดหลายหัวแยกอิสระ “หัวใครหัวมัน” ใช้หลักการเดียวกับเครื่อง CNC ที่มีสว่านหลายตัว Cutting Tools หลายขนาด ตัว Rotor จะไปหยิบหัวต่าง ๆ มาใส่เพื่อทำงาน
แกะกล่อง+รีวิวงานพิมพ์จาก Bambu Lab A2L Combo ใหญ่กว่าเดิม 105%

ดีไซน์เดิม เพิ่มขนาดให้มาใหญ่จุก Bambu Lab ตระกูล A Series ปล่อยน้องใหม่ A2L Combo ! พิมพ์งานขนาดใหญ่กว่าเดิมถึง 330 x 320 x 325 มม.! อยากเริ่มต้นด้วยเครื่องใหญ่ ใช้ง่าย ห้ามพลาด ! Bambu Lab A2L
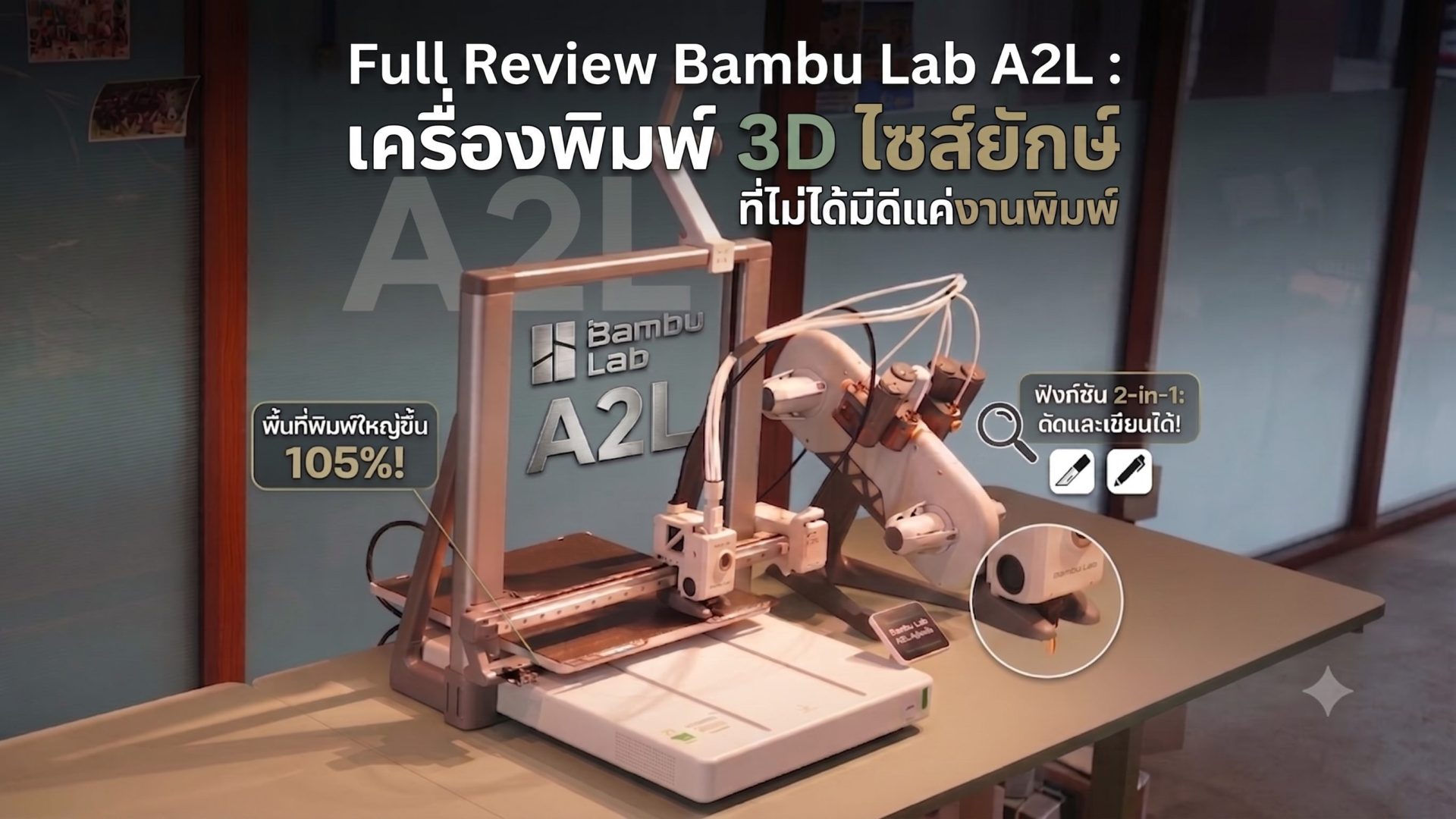
Full Review Bambu Lab A2L : เครื่องพิมพ์ 3D ไซส์ยักษ์ ที่ไม่ได้มีดีแค่งานพิมพ์

“เจาะลึกรีวิว Bambu Lab A2L พี่ใหญ่รุ่นใหม่ล่าสุด ขยายพื้นที่พิมพ์ใหญ่จุใจ 330 mm³ พร้อมฟังก์ชัน 2-in-1 เปลี่ยนหัวตัดใบมีดและปากกาคราฟต์ได้ ในราคาประหยัด ซื้อแล้วจบจริงไหม? มาดูกัน!” เป็นอีกครั้งที่ Bambulab ทำให้เราประหลาดใจ หลังจากที่เคยทำตลาดเครื่องพิมพ์สามมิติแตก ด้วยเครื่องพิมพ์รุ่นยอดฮิตอย่าง Bambulab A1 ที่ใช้งานง่าย ในราคาประหยัด เหมาะกับมือใหม่แบบสุดๆ แต่ล่าสุดพวกเขาได้เปิดตัวน้องใหม่ไซส์ยักษ์อย่าง
เก็บพื้นที่วัดทั้งหลังเป็นไฟล์ Point Cloud ใช้เวลาหลักนาที ?? #Raven 3D Scanner

Raven 3D Scanner จาก 3DMakerpro เป็นเครื่องสแกน 3 มิติที่ออกแบบมาเพื่อการเก็บข้อมูลพื้นที่ขนาดใหญ่และวัตถุจริงให้อยู่ในรูปแบบดิจิทัล ด้วยเทคโนโลยี LiDAR Scanning ที่สามารถสร้างไฟล์ Point Cloud ได้อย่างรวดเร็วและแม่นยำ ช่วยลดระยะเวลาในการสำรวจหน้างานและเพิ่มประสิทธิภาพในการจัดเก็บข้อมูล ไม่ว่าจะเป็นงานสถาปัตยกรรม งานก่อสร้าง งานอนุรักษ์โบราณสถาน งานสำรวจอาคาร หรือการสร้าง Digital Twin ผู้ใช้งานสามารถสแกนพื้นที่จริงและนำข้อมูลไปใช้งานต่อในซอฟต์แวร์ CAD,
สร้างโคมไฟต้นไม้สุดน่ารัก ด้วยเครื่องพิมพ์ 3มิติ | Bambu Lab | โมเดลโหลดฟรี 2026

การสร้างโคมไฟต้นไม้ด้วยเครื่องพิมพ์ 3 มิติ จาก Bambu Lab เป็นอีกหนึ่งชิ้นงานที่รวมทั้งงานออกแบบ งานพิมพ์ และงานประกอบไว้ในชิ้นเดียว โดยจุดเด่นของงานชิ้นนี้ไม่ใช่แค่เรื่องของความสวยงาม แต่ยังเป็นงานที่ช่วยให้เห็นศักยภาพของเครื่องพิมพ์ 3 มิติได้ค่อนข้างครบ ทั้งเรื่องของความละเอียด การจัดการชิ้นส่วนหลายสี รวมถึงการออกแบบโมเดลให้สามารถประกอบใช้งานจริง สิ่งที่น่าสนใจของโมเดลนี้ คือรูปทรงที่ถูกออกแบบให้คล้ายต้นไม้ขนาดเล็ก มีทั้งส่วนของลำต้น กิ่งไม้ และชุดกระจายแสงด้านล่าง เมื่อเปิดไฟแล้วแสงจะค่อยๆ กระจายผ่านเนื้อพลาสติกออกมา ให้บรรยากาศที่ดูแตกต่างจากโคมไฟทั่วไปพอสมควร ยิ่งถ้าเลือกใช้สีเส้นพลาสติกให้เหมาะกับโทนของแสง
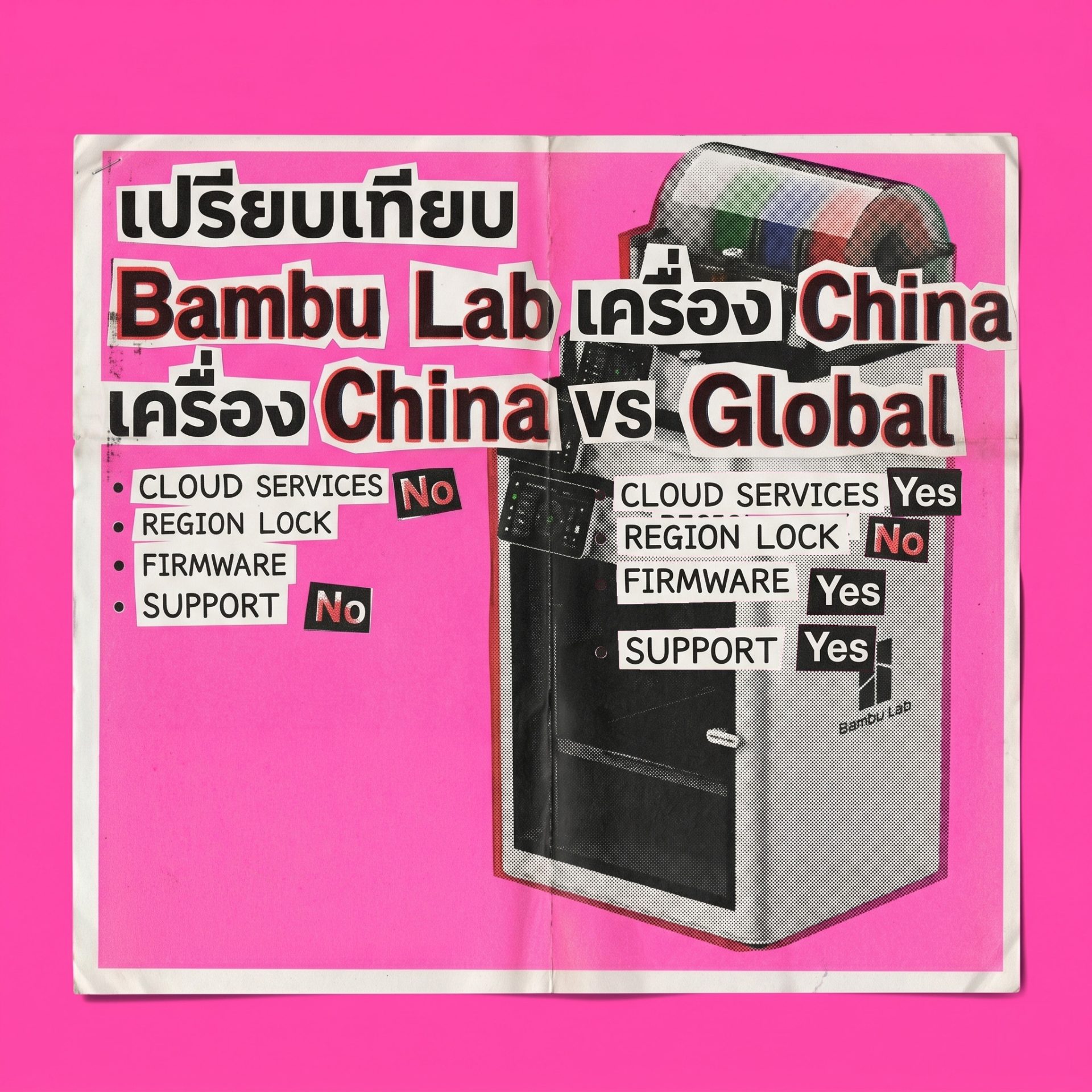
Bambu Lab จีน CN vs Global ต่างกันอย่างไง? ข้อดี-เสีย? Refurbished เป็นทางเลือกที่ 3

สวัสดีครับ กลับมาเจอกันอีกครั้งกับข้อมูล 3D Printer บริษัทเราขาย 3D Printer มา 12ปี จะมาแชร์ข้อมูลให้ฟังกันครับ หลายคนสงสัยและถามกันมามากว่า “Bambu Lab เครื่อง Chinese Version ถูกกว่าเยอะ ซื้อดีไหม?” ผู้ขายบางคนบอกว่า “เครื่อง CN ถูกกว่าเครื่อง Global เยอะ ทำได้เหมือนกันทุกอย่าง
แกะกล่อง Reven นวัตกรรมสแกน Lidar ย่อส่วนแต่คุณภาพระดับตัวโปร

สิ้นสุดการรอคอยครับ! วันนี้ Print3DD จะมาแกะกล่อง Reven Max LiDAR Scanner ตัวแรงที่หลายคนจับตามองมากที่สุดในปีนี้ ตัวนี้จัดเต็มด้วยจุดเด่นเรื่องความแม่นยำระดับมิลลิเมตร และระยะการสแกนที่ไกลกว่ารุ่นก่อนอย่างเห็นได้ชัด แถมยังมาพร้อมระบบประมวลผลอัจฉริยะที่ช่วยลดสัญญาณรบกวน (Noise) ทำให้ได้ Point Cloud ที่เนียนตาแบบไม่ต้องเหนื่อยแก้ไฟล์ เดี๋ยวเรามาดูกันครับว่าอุปกรณ์ภายในกล่องจะมีอะไรเด็ดๆ ให้มาบ้าง และสัมผัสแรกของความพรีเมียมนี้จะสมคำร่ำลือขนาดไหน ไปติดตามพร้อมกันเลยครับ! ภาพรวมของตัวเครื่อง
Maker World แหล่งรวมโมเดลฟรี!กว่าล้านไฟล์ มือใหม่ก็พิมพ์เองได้

ตอนนี้นับว่าเป็นช่วงที่เครื่องพิมพ์ 3 มิติกำลังมาแรงเลย ไม่ว่าจะวัยผู้ใหญ่ วัยรุ่น ไปจนถึงวัยเด็กต่างก็ให้ความสนใจกันมากเลย เพราะเครื่องพิมพ์ 3 มิติเป็นเครื่องมือที่ทำให้จินตนาการของเรากลายมาเป็นชิ้นงานที่จับต้องได้จริง แต่กว่าจะมาเป็นชิ้นงานโมเดลสวยๆให้เราเห็นกันนั้น ก็จะต้องผ่ายขั้นตอนการสร้างไฟล์โมเดล 3 มิติซะก่อน ซึ่งกระบวนการนี้แหละที่ทำให้ผู้ใช้งานมือใหม่อาจจะถอดใจจากการสนใจเครื่องพิมพ์ 3 มิติกันไปซะก่อน เพราะขั้นตอนนี้พูดตรงๆก็ถือว่ายากพอสมควรจะต้องใช้เวลาศึกษาไม่น้อยเลยค่ะ แต่วันนี้เราจะพามารู้จักกับอีกหนึ่งตัวช่วยที่จะทำให้เหล่าผู้ใช้งาน 3D Printer อย่างเราก็สามารถสร้างงานโมเดลสวยๆด้วยตัวเองได้ ตัวช่วยที่ว่านั้น ก็คือ ” Maker
Unitree Go2Pro – เปิดตัว 5 ฟังก์ชั่นโรบอทสุนัขสุดล้ำ

Unitree Go2 Pro มันคือ “หุ่นยนต์สี่ขา (robot dog)” ที่เป็นหุ่นยนต์เลียนแบบพฤติกรรมสุนัขเหมือนที่สุดในโลก จากบริษัท Unitree Robotics ซึ่งเป็นรุ่นกลาง–สูงในตระกูล Go2 (มี Air / Pro / EDU) สำหรับเพื่อนๆ ที่ยังไม่ทราบว่าหุ่นยนต์สุนัขตัวนี้ ทำอะไรได้บ้าง วันนี้จะมาเปิดตัว 5 ฟังก์ชั่นที่โดดเด่นกับเจ้าตัวโรบอทสุนัขนี้กันครับ
แกะกล่อง Unitree Go2 Pro “หุ่นยนต์สุนัขอัจฉริยะ” ที่ไม่ได้มีดีแค่เดินได้!

Unitree Go2 Pro คือ หุ่นยนต์สุนัข (Robot Dog) ประเภท “หุ่นยนต์สี่ขา” หรือที่เรียกว่า Quadruped Robot ซึ่งถูกออกแบบมาให้เคลื่อนไหวคล้ายสัตว์จริง พร้อมระบบ AI และเซนเซอร์อัจฉริยะ จุดเด่นที่ทำให้ต่างจาก “ของเล่น” มี 4D LiDAR มองรอบตัว 360° เดินได้บนพื้นจริง ไม่ใช่แค่พื้นเรียบ
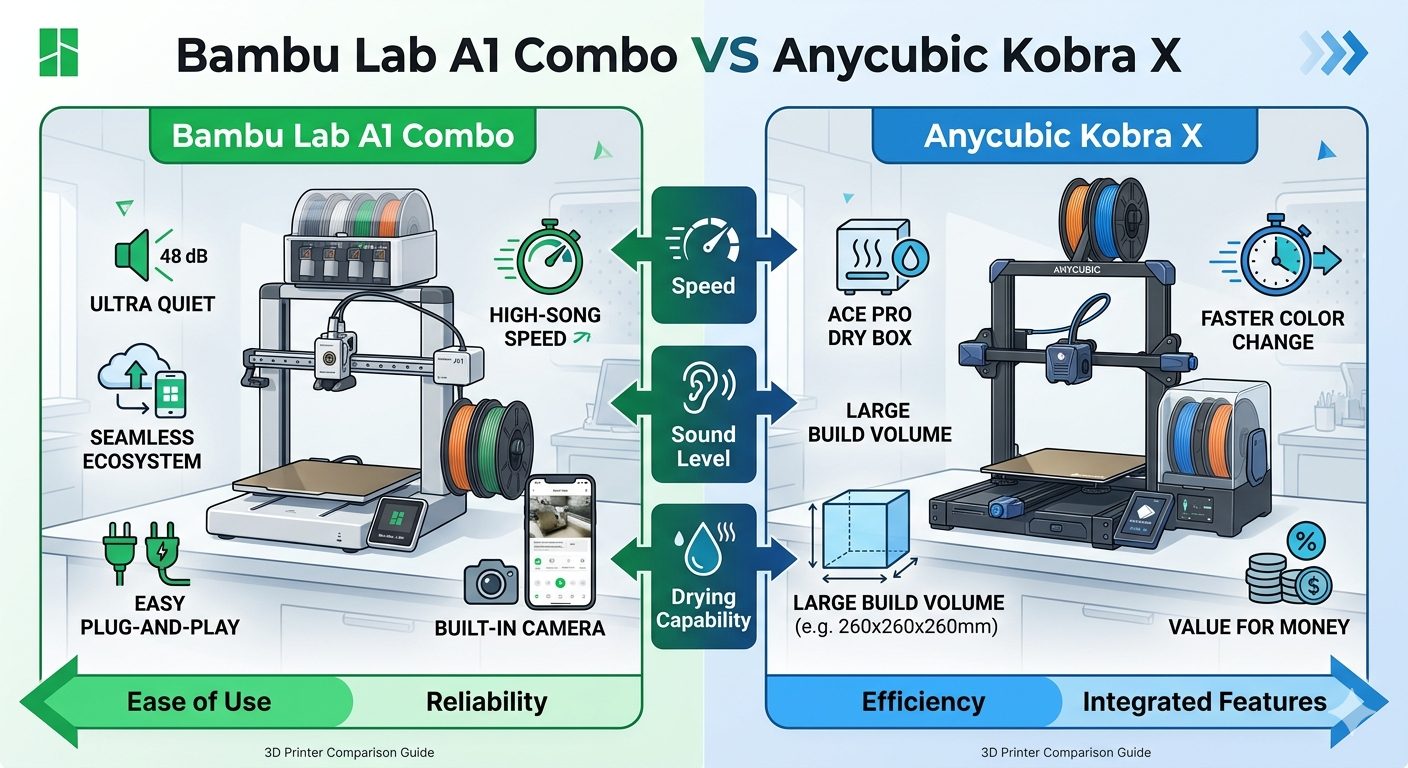
แนะนำการเลือกเครื่องพิมพ์สามมิติ รุ่นเริ่มต้นราคาหลักหมื่น

การเปรียบเทียบระหว่าง Bambu Lab A1 Combo และ Anycubic Kobra X (รุ่นใหม่ปี 2026) ถือเป็นการชกข้ามรุ่นที่น่าสนใจมาก เพราะ Anycubic ได้ออกแบบ Kobra X มาเพื่อท้าชนกับ A1 โดยเฉพาะด้วยเทคโนโลยีการสลับสีที่ “อยู่ในหัวพิมพ์” ซึ่งต่างจากระบบเดิมๆ ครับ เรามาเริ่มต้นกันเรียนรู้ข้อมูลเกี่ยวกับเครื่อง Bambu
เปิด 5 เหตุผลทำไม? P2S ถึงเป็นเครื่องพิมพ์รุ่นขายดี!!

ช่วงนี้ถ้าใครเห็นคลิปการพิมพ์งานโมเดลเท่ๆ อาร์ตทอยน่ารักๆ หรือโมเดลของใช้ Gadget ต่างๆที่น่าใช้ ก็อาจจะมีไอเดียหรือแรงจูงใจที่อยากจจะลองพิมพ์โมเดล 3 มิติเองบ้าง และจุดเริ่มต้นแบบนี้นี่เอง ที่ทำให้หลายคนเริ่มอยากที่จะเข้าวงการเครื่องพิมพ์ 3 มิติ แต่จะเข้าวงการพิมพ์ 3 มิติได้ก็ต้องเจอกับปราการด่านแรกก่อน ด่านนี้และที่มักจะทำให้หลายๆคนมึนตื้บไม่น้อย นั่นก็คือ “การเลือกซื้อเครื่องพิมพ์ 3 มิติ” ซึ่งความยากและความสับสนก็เกิดจากความไม่รู้เนี่ยแหละ หลายคนที่เพิ่งเริ่มเข้าวงการ ก็ไม่แปลก ที่จะไม่รู้เยอะเลยเกี่ยวกับเครื่องพิมพ์ 3
Bambu lab รุ่น A1 กับ P2S แตกต่างกันอย่างไร | 3D Printer

ถ้าหากเราไม่เคยใช้เครื่องพิมพ์ 3มิติ มาก่อนเลย จะเกิดคำถามนี้ขึ้นมาอย่างแน่นอนว่า ควรเลือกซื้อเครื่องไหน รุ่นไหนดี บทความนี้จะเหมาะกับผู้ที่อยากจะเริ่มต้นกับเครื่องพิมพ์ 3มิติ สักเครื่อง และสองรุ่นที่ถูกพูดถึงมากที่สุดก็คือ A1 และ P2S ซึ่งหลายคนเข้าใจว่า “มันก็คล้ายๆ กัน” แต่จริงๆ แล้ว ทั้งสองรุ่นนี้มีความเหมือน และความแตกต่างกันอยู่ โดยเรามาเริ่มต้นกันที่ประเภทของงานพิมพ์กันก่อนเลย ประเภทของงานพิมพ์ เริ่มกันที่การใช้งานพื้นฐานที่สุดกันก่อนเลย เช่น การนำเครื่องพิมพ์
เลเซอร์บนผ้ายีนส์ ฉบับสีไม่ไหม้ By RAY MARK UV

การสร้างลายบนกางเกงยีนส์อาจไม่จำเป็นต้องฟอกสีเสมอไปแล้ว หลายโรงงานผลิตยีนส์ในปัจจุบันเริ่มเปลี่ยนจากการขัดผ้าแบบดั้งเดิม มาใช้ เครื่องเลเซอร์สำหรับยีนส์ เพราะสามารถสร้างลายที่ซับซ้อน ควบคุมคุณภาพได้ดี และช่วยเพิ่มมูลค่าให้กับสินค้าแฟชั่น เสน่ห์ของการทำ Laser กางเกงยีนส์ด้วยตัวเอง การทำ Laser บนยีนส์ไม่ได้เป็นแค่กระบวนการผลิต แต่คือประสบการณ์ของการสร้างสรรค์ เป็นงานที่เราสามารถออกแบบเอง แปลงจากการวาดมือผ่านกระดาษมาลงลวดลายบนกางเกงยีนส์แทน และยังช่วยทำให้นำยีนส์ตัวเก่ากลับมาใส่ใหม่อีกครั้ง Laser กางเกงยีนส์ คือเทคนิคการใช้ลำแสงเลเซอร์ยิงลงบนผ้าเดนิม เพื่อทำให้สีของผ้าซีดลงหรือเกิดลวดลายตามที่ออกแบบไว้ ลำแสงจะเผาเฉพาะผิวของเส้นใย ทำให้เกิดเอฟเฟกต์คล้ายการฟอกหรือขัดยีนส์ แต่สามารถควบคุมรายละเอียดได้แม่นยำกว่า เทคนิคนี้สามารถสร้างเอฟเฟกต์ได้หลากหลาย
Anti-Aliasing ในเครื่องพิมพ์ 3D ระบบ FDM ลดขั้นบันไดแทบไม่เหลือ

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ในการพิมพ์โมเดลสามมิติ มักจะมีส่วนหนึ่งในโมเดลที่โค้งนูน หรือเอียงใกล้แนวราบ ซึ่งเป็นส่วนที่สร้างปัญหาให้กับความสวยงาม และการตกแต่งหลังจากพิมพ์เสร็จ ทั้งการขัด การลงสี วันนี้เราจะมีตัวช่วยตัวหนึ่งที่เรียกว่า Anti-aliasing เชื่อว่าหลายคนคงเคยได้ยินคำ ๆ นี้จากงานกราฟฟิก หรือแม้แต่การพิมพ์ 3D ในระบบ SLA ก็มีใช้กันเหมือนรูปด้านล่างนี้ อาจจะรู้สึกว่ามันจะทำได้ยังไงในระบบ FDM จะขอเกริ่นก่อนว่ามันมีความเป็นมายังไง ในการพิมพ์ระบบ FDM เป็นการเรียงชั้นของเส้นพลาสติกซ้อนกันเป็นชั้น ๆ เทียบได้กับการเรียงอิฐในการก่อสร้าง