
แหล่งรวบรวมชุดข้อมูล วิธีการใช้งานเครื่อง การติดตั้ง การแก้ปัญหาเบื้องต้น การบำรุงรักษา และเทคนิคต่างๆ ในการใช้งานเครื่องพิมพ์ 3มิติ เครื่องสแกนเนอร์ 3มิติ ทุกรุ่นที่ทางร้านเราจำหน่าย จัดทำมาในรูปแบบทั้งตัวอักษร รูปภาพ และ Video หรือหากคุณลูกค้าไม่เข้าใจตรงไหนสามารถสอบถามเพิ่มเติมจากทีมช่างโดยตรง ฝ่าย Support : 091-805-5472 // LINE ID : @3ddsupport
Category: Support
บทความ ข้อมูลการแก้ปัญหา 3D Printer, 3D Scanner, Laser เบื้องต้น เกี่ยวเนื่องกับสอนการแก้ปัญหา หรือ หลักการการใช้เครื่อง ข้อมูลเชิงเทคนิค เรียนรู้การซ่อม 3D Printer ได้เอง
เส้นชื้น กับการอบแห้ง มีอะไรมากกว่าที่คิด

ความชื้นกับเส้นพลาสติก (Filament) เป็นศัตรูกันมายาวนาน เมื่อความชื้นเข้าไปอยู่ในเนื้อของเส้นพลาสติกจะส่งผลเสียอย่างมากต่อเส้นพลาสติก (Filament) โดยทำให้คุณภาพการพิมพ์ลดลง ชิ้นงานเปราะหักง่าย และอาจทำให้หัวพิมพ์อุดตัน เนื่องจากพลาสติกสำหรับการพิมพ์สามมิติส่วนใหญ่มีคุณสมบัติดูดซับความชื้นจากอากาศได้ง่าย (Hygroscopic) 🔴 ผลกระทบขณะกำลังพิมพ์ เกิดเสียงเปรี๊ยะ ๆ (Popping/Hissing): น้ำที่สะสมในเส้นพลาสติกจะเดือดและกลายเป็นไออย่างรวดเร็วเมื่อผ่านหัวพิมพ์ที่ร้อน ผิวชิ้นงานขรุขระ (Rough Surface): ไอน้ำที่ระเบิดออกทำให้การฉีดพลาสติกไม่สม่ำเสมอ เกิดรูพรุนหรือปุ่มปมบนผิวชิ้นงาน เกิดเส้นใยแมงมุม (Stringing/Oozing): ความชื้นจะลดความหนืดของพลาสติกเหลว
Basic maintenance: Bambu Lab A2L | การบำรุงรักษาเบื้องต้น Bambu Lab A2L

เครื่องพิมพ์สามมิติมีชิ้นส่วนกลไก และส่วนเคลื่อนไหวที่ซับซ้อนจำนวนมาก พื่อให้การทำงานของเครื่องมีความเสถียร และสามารถพิมพ์งานออกมาได้ดีมคุณภาพสูงอยู่เสมอ การบำรุงรักษา และดูแลอย่างสม่ำเสมอจึงเป็นเรื่องที่สำคัญ และจำเป็น จุดมุ่งหมายประการสำคัญคือการทำให้เครื่องพิมพ์สะอาดอยู่เสมอ มีการหล่อลื่นเป็นอย่างดี และใช้งานได้อย่างปลอดภัย เราได้จัดหมวดหมู่ของชิ้นส่วนเครื่องพิมพ์ที่ต้องการการบำรุงรักษา และมีข้อแนะนำในการดูแลด้วย ⚠️ สำคัญมาก! เป็นเรื่องจำเป็นอย่างยิ่งที่ต้องปิดสวิทซ์เครื่องพิมพ์ก่อนเริ่มทำการบำรุงรักษา รวมทั้งการทำงานกับระบบอิเลคโทรนิกส์ และสายไฟในชุดหัวพิมพ์ การบำรุงรักษาขณะเปิดเครื่องพิมพ์อยู่ เสี่ยงที่จะเกิดไฟฟ้าลัดวงจร ส่งผลให้อุปกรณ์อิเลคโทรนิกส์เสียหาย และถูกไฟฟ้าดูดได้ ระหว่างการบำรุงรักษา หรือแก้ปัญหาใด ๆ คุณอาจจะต้องถอดประกอบชิ้นส่วนต่าง
5 วิธีง่าย ๆ ในการทำความสะอาดแผ่นรองพิมพ์

การทำความสะอาดแผ่นรองพิมพ์ให้ถูกวิธี เป็นเรื่องสำคัญอย่างยิ่งในการพิมพ์งานได้สำเร็จ มาเรียนรู้ 5 วิธีง่าย ๆ ในการทำความสะอาดแผ่นรองพิมพ์ 3 มิติของคุณ! การพิมพ์ 3 มิติอาจล้มเหลวได้ด้วยหลายสาเหตุ และหนึ่งในสาเหตุที่พบบ่อยที่สุดคือชิ้นงานหลุดออกจากแผ่นรองพิมพ์ระหว่างการพิมพ์ ดังนั้น การตรวจสอบให้แน่ใจว่าชิ้นงานยึดติดกับแผ่นรองพิมพ์อย่างเหมาะสม จึงเป็นสิ่งสำคัญที่งานพิมพ์จะสำเร็จหรือไม่ แม้จะมีหลายวิธีที่จะช่วยให้งานของคุณติดแน่นกับแผ่นรองพิมพ์ แต่เคล็ดลับที่ง่ายที่สุดก็คือการรักษาความสะอาดของแผ่นรองพิมพ์ การทำความสะอาดแผ่นรองพิมพ์เป็นประจำไม่เพียงแต่จะช่วยเพิ่มการยึดเกาะของชิ้นงานเท่านั้น แต่ยังจะทำให้ชิ้นงานของคุณดูดีขึ้นอีกด้วย ในบทความนี้ เราจะมาดูเทคนิคที่ดีที่สุดในการทำความสะอาดพื้นผิวแผ่นรองพิมพ์ของคุณ ซึ่งรวมถึงการใช้ผ้า อะซิโตน และอื่น
เลือกแผ่นรองพิมพ์ที่เหมาะสมสำหรับ PLA, PETG, ไนลอน และวัสดุอื่น ๆ

กำลังมองหาแผ่นรองพิมพ์ใหม่ใช่ไหม? แต่ยังตัดสินใจไม่ได้ว่าจะซื้อแบบไหนดี? ให้เราช่วยคุณตัดสินใจเลือกแผ่นรองพิมพ์ที่เหมาะสมที่สุดสำหรับเครื่องพิมพ์ 3 มิติของคุณ! แผ่นรองพิมพ์อาจไม่ใช่ส่วนที่เด่นที่สุดของเครื่องพิมพ์ 3 มิติ แต่มันมีบทบาทสำคัญอย่างมากต่อการที่จะพิมพ์ได้สำเร็จหรือล้มเหลว หากการยึดเกาะไม่ดี มุมชิ้นงานจะยกตัวขึ้น เลเยอร์จะบิดเบี้ยว หรือทั้งโมเดลอาจหลุดออกมาระหว่างที่พิมพ์อยู่ ในทางกลับกัน หากการยึดเกาะแน่นเกินไป ก็อาจเสี่ยงต่อการทำให้ชิ้นงาน แผ่นรองพิมพ์ หรือทั้งสองอย่างเสียหายได้ แผ่นรองพิมพ์ที่ดีที่สุดนั้นขึ้นอยู่กับสามสิ่ง: ชนิดของเส้นพลาสติก ผิวด้านล่างที่ต้องการ การแกะชิ้นงานออกง่าย การเลือกพื้นผิวของแผ่นรองพิมพ์ที่เหมาะสมนั้นขึ้นอยู่กับชนิดของเส้นพลาสติกที่คุณใช้พิมพ์ ลักษณะพื้นผิวด้านล่างของชิ้นงานที่คุณต้องการ และความง่ายในการใช้งานที่คุณคาดหวังจากเครื่องพิมพ์
แนวทางกฎหมายในการขายสินค้าที่พิมพ์ด้วยเครื่องพิมพ์ 3D

ตลาดสินค้าที่พิมพ์จากเครื่องพิมพ์ 3D มีขนาดใหญ่มาก แต่ก่อนที่คุณจะเริ่มขายสินค้าเหล่านั้น โปรดทำความเข้าใจก่อนว่าสินค้าใดบ้างที่คุณสามารถ และไม่สามารถพิมพ์มาจำหน่ายได้ โดยใช้แนวทางฉบับปรับปรุงนี้ อยากสร้างธุรกิจทำเงินจากความรู้ทางการพิมพ์ 3D ของคุณไหม? ถ้าคุณเก่งด้านนี้ การพิมพ์ 3D สามารถเปลี่ยนจากงานอดิเรกไปเป็นธุรกิจที่คุ้มค่าได้ แทบไม่มีข้อจำกัดเลยสำหรับสิ่งของที่มีประโยชน์ มีศิลปะ และให้ความสนุกสนานที่คุณสามารถพิมพ์และขายของที่มาจากเครื่องพิมพ์ 3D ได้ แต่ก่อนที่คุณจะเริ่มต้นทำมัน มีสิ่งสำคัญที่ต้องพิจารณาทั้งในด้านการเงิน กฎหมาย และความเป็นไปได้ หากคุณจัดการกับสิ่งเหล่านี้ได้ คุณก็จะสามารถหารายได้จากการทำในสิ่งที่คุณรักได้
โปรแกรมแก้ไขไฟล์ STL ฟรี: วิธีแก้ไขและซ่อมแซมไฟล์ STL และ 3MF

เครื่องมือการซ่อมหรือแก้ไขไฟล์โมเดล STL ฟรี! ที่ดีที่สุด ตั้งแต่ขั้นพื้นฐานไปจนถึงขั้นสูง ตั้งแต่ Tinkercad ไปจนถึง Blender และอีกมากมาย หากคุณดาวน์โหลดไฟล์ ได้รับมา หรือสร้างไฟล์ดิจิทัล 3 มิติจากโปรแกรม AI คุณอาจต้องมีการแก้ไข ปรับปรุง หรือเปลี่ยนแปลงบางอย่างก่อนส่งไปยังเครื่องพิมพ์ บางทีคำสั่งในการตัดแบ่งชิ้นงานอาจแจ้งเตือนคุณถึงข้อบกพร่องของไฟล์ เช่น ขอบงานที่ไม่สมบูรณ์ ไม่ต้องกังวลไป ตอนนี้การซ่อมแซมไฟล์ STL
Basic maintenance: Bambu Lab X2D | การบำรุงรักษาเบื้องต้น Bambu Lab X2D

คำแนะนำในการทำความสะอาด และการบำรุงรักษาเครื่องพิมพ์ X2D เพื่อให้เครื่องพิมพ์ของคุณยังคงความแม่นยำ เที่ยงตรงในการพิมพ์อยู่เสมอเป็นเวลายาวนาน และป้องกันการสึกหรอ และความเสียหายที่อาจเกิดขึ้น คุณควรทำการบำรุงรักษาเครื่องพิมพ์ของคุณเป็นประจำตามคำแนะนำในบทความนี้ อุปกรณ์ และเครื่องมือที่จำเป็นต้องใช้ น้ำมันหล่อลื่น / จารบี ผ้า non-woven (ผ้าที่ผลิตขึ้นโดยไม่ได้ผ่านกระบวนการถักทอ เช่น ผ้าเปียกเช็ดมือ หน้ากากอนามัย) ไอโซโพรพิล แอลกอฮอล์ แปรง ปากคีบ/แหนบ คำเตือนด้านความปลอดภัย ⚠️ เรื่องสำคัญ!
Support – Creality Falcon A1/A1 Pro

Download – Software Creality Falcon Design Space ที่นี่ <— Download – คู่มือ Falcon A1 / A1 Pro ที่นี่ <— (ความแตกต่างระหว่าง Bitmap และ Vector Files)
เลือกความละเอียด 3D Scanner แบบไหนให้จบงานได้จริง?

เลือกความละเอียด 3D Scanner แบบไหนให้จบงานได้จริง? การลงทุนซื้อ 3D Scanner สักเครื่อง ไม่ใช่แค่ดูที่ราคา แต่หัวใจสำคัญที่สุดคือ “ความละเอียด (Resolution)”เพราะถ้าเลือกผิด ผลลัพธ์อาจต่างกันแบบหน้ามือเป็นหลังมือ เลือกความละเอียด ต่ำเกินไป → งานไม่คม รายละเอียดหาย เลือกความละเอียด สูงเกินจำเป็น → ไฟล์ใหญ่ เครื่องคอมทำงานไม่ไหว เสียเวลาฟรี บทความนี้จะช่วยให้คุณเลือก
Bambu Studio 2.5.0 มีอะไรใหม่ ๆ น่าตื่นเต้นบ้าง

Features ใหม่ รองรับการอบเส้นพลาสติกแบบรีโมท ตอนนี้เราสามารถสั่งให้ AMS 2 Pro และ AMS HT ให้อบเส้นได้โดยผ่าน Bambu Studio ในหน้า Device คลิกปุ่มบอกความชื้น (humidity) ที่เครื่อง AMS ที่ต้องการอบ จะมีหน้าต่างแสดงการควบคุมการอบเส้น สามารถกดริ่ม หรือหยุดได้เลย ตอนนี้เราสามารถ พิมพ์และอบเส้นไปพร้อมกันได้แล้ว
มือใหม่เลือกโปรแกรม 3D ต้องดูอะไรบ้าง

เมื่อคุณกระโดดเข้ามาในโลกของการพิมพ์ 3D มันก็จะมีความสนุก และตื่นเต้นกับโมเดลที่ดาวน์โหลดมาพิมพ์ แต่เมื่อถึงจุดหนึ่ง ก็จะหาโหลดโมเดลที่ต้องการไม่ได้ หรืออยากที่จะพัฒนาตัวเองเพื่อสร้างโมเดลที่ตรงตามความต้องการ และอาจต่อยอดไปถึงขนาดเป็นธุรกิจ ณ จุดนั้นคุณต้องเริ่มหันมาใช้โปรแกรม 3D แล้วล่ะ การเลือกโปรแกรม 3D เป็นบันไดขึ้นแรกที่สำคัญที่จะช่วยให้คุณประสบความสำเร็จในการสร้างโมเดล 3D อย่างที่จินตนาการไว้ ไม่ว่าคุณจะสร้างโมเดล ทำแอนิเมชั่น หรือทำ 3D simulation ก็ตาม จะมีตัวเลือกโปรแกรมในท้องตลาดมากมายจนปวดหัว ไม่รู้ว่าโปรแกรมตัวไหนจะเหมาะกับตัวเอง
กำจัดรอย seam ให้เนียนกริบ…ง่ายมาก

ทำความรู้จักกับ Seam Seam คือช่องว่างของเส้นรอบรูประหว่างจุดเริ่มต้น และจุดสุดท้ายของแต่ละเลเยอร์ (ยกเว้นการพิมพ์แบบโหมดแจกัน หรือ Vase mode) ซึ่งจะทำให้เกิดรอยที่เรียกว่า seam ในแนวแกน Z บนผิวงาน และมันไม่สามารถหลีกเลี่ยงได้ในการพิมพ์งานระบบ FDM โดยปรกติมันจะถูกซ่อนอยู่บริเวณมุมของโมเดล โดยโปรแกรม slicer จะพยายามหลบไม่ให้เห็น แต่ในกรณีที่โมเดลเป็นโค้งวงกลม ไม่มีที่ให้หลบก็จะเห็น seam ได้ชัดเจนมาก จุดสีขาวคือรอยต่อเลเยอร์
EINSTAR 3D Scanners เลือกอย่างไรให้ตรงใจ

การสแกนสามมิติกำลังค่อย ๆ เข้ามาเป็นส่วนหนึ่งในชีวิตประจำวันของเรามากขึ้นเรื่อย ๆ อย่างเงียบ ๆ มันเริ่มมีบทบาทมากขึ้น ผู้ใช้งานในปัจจุบันคาดหวังถึงสิ่งที่สแกนเนอร์สามมิติจะให้ได้ ซึ่งก็คือความรวดเร็ว เข้าถึงได้ง่ายขึ้น และมีความยืดหยุ่นมากพอที่จะปรับเปลี่ยนให้เข้ากับความหลากหลายในงานสแกน เครื่องสแกน 3D ของ Einstar 3D ถูกพัฒนาโดยมีความเข้าใจในความต้องการข้างต้น มันไม่ได้ถูกออกแบบมาให้ทำงานเฉพาะอย่างเหมือนเครื่องเก่า ๆ ตอนนี้มันยังให้ความคล่องตัวในการพกพา ใช้งานง่าย และยืดหยุ่นสำหรับนักพัฒนา และผู้ใช้งานจริงจัง ที่จะนำไปใช้งานนอกสถานที่ที่ไม่สามารถควบคุมสภาพแวดล้อมได้ EINSTAR
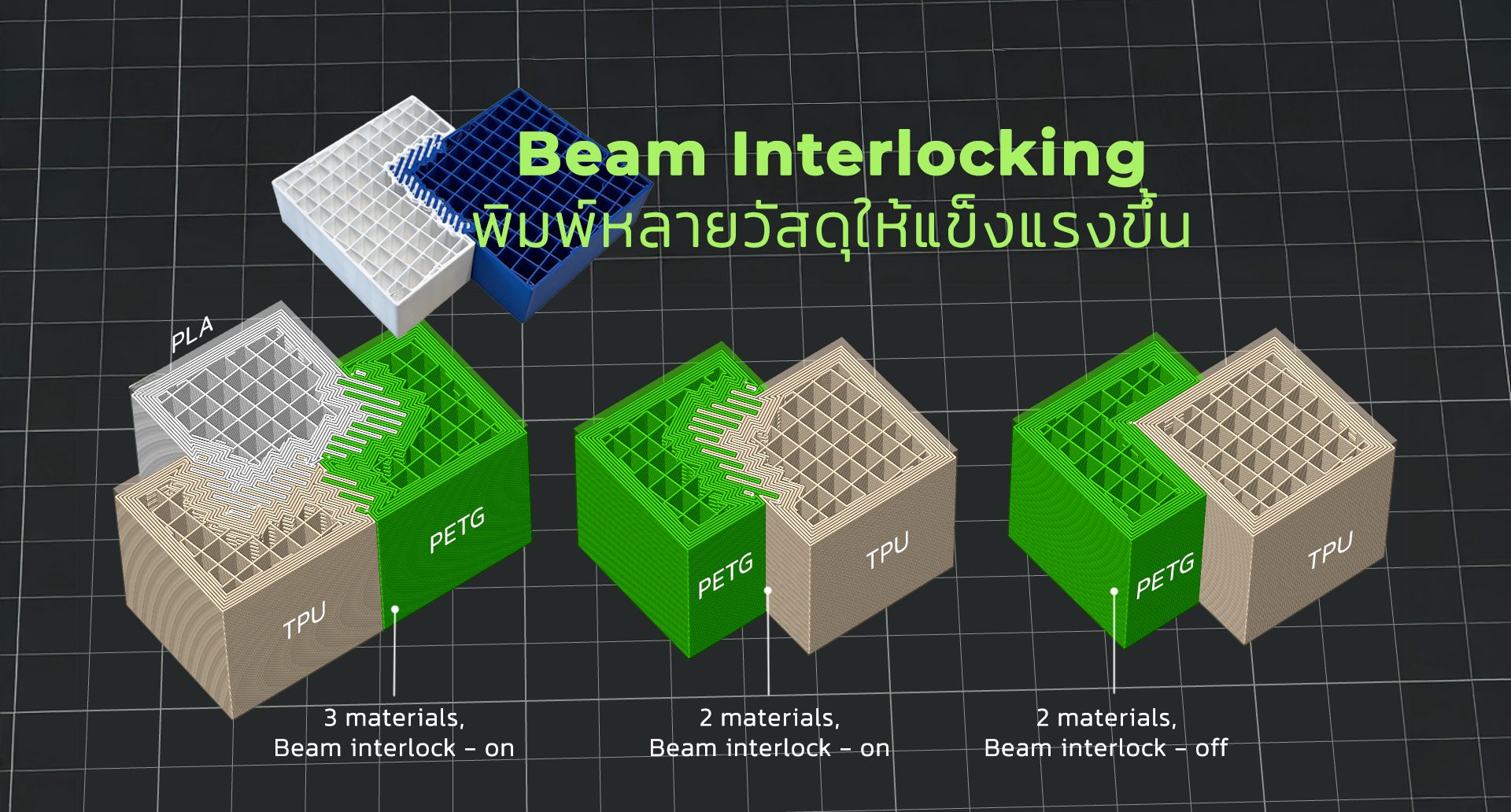
Beam Interlocking พิมพ์หลายวัสดุให้แข็งแรงขึ้น

Beam Interlocking Beam Interlocking เป็นฟีเจอร์ที่เพิ่มเติมเลเยอร์เข้าไประหว่างการพิมพ์วัสดุสองชนิด หรือมากกว่า เมื่อเปิดใช้ฟีเจอร์นี้มันจะสาน หรือจะเรียกว่าเย็บวัสดุทั้งหมดให้ติดกัน โดยการเพิ่ม bridge หรือ beam ของวัสดุหนึ่งเข้าไปในอีกวัสดุหนึ่ง เป็นการเชื่อมวัตถุเข้าด้วยกัน ในการพิมพ์วัสดุชนิดเดียวกัน หรือต่างชนิดกัน เช่น TPU กับ PLA แม้ว่าพิมพ์ออกมาแล้วดูสมบูรณ์แบบมาก แต่มันไม่ได้เชื่อมกันได้ดี ทำให้สุดท้ายแล้วมันจะแยกจากกัน แค่ออกแรกเบา ๆ
The Best Bed & Nozzle Temperatures for Perfect TPU Prints

ตั้งอุณหภูมิที่ฐาน และหัวฉีดให้ดีที่สุด เพื่อการพิมพ์ TPU ที่เพอร์เฟค อย่าให้เส้นใยแมงมุม หรืองานบิดเบี้ยวทำให้ผลงานการพิมพ์วัสดุยืดหยุ่นของคุณเสียหาย มาค้นหาอุณหภูมิที่เหมาะสมในการพิมพ์ที่ช่วยให้คุณเป็นเทพในการพิมพ์ TPU กับเครื่องพิมพ์ไหนก็ได้ ทำไมการพิมพ์วัสดุยืดหยุ่น เช่น TPU ถึงได้เป็นเรื่องท้าทายนักหนา Thermoplastic polyurethane หรือที่รู้จักกันในนาม TPU เป็นที่นิยมอย่างมากจากคุณสมบัติความยืดหยุ่น ให้ตัวได้ เหมาะกับงานที่ต้องการให้อ่อนตัวได้ หรือใช้รับแรงกระแทก เช่นขาโต๊ะ ตัวยึด Go
จะต่อ H2C กับ AMS หลายตัวยังไง

Bambu Lab H2C เป็นเครื่องพิมพ์ที่สามารถพิมพ์ได้ถึง 7 สี/วัสดุ โดยไม่ต้องฉีดพลาสติกทิ้งตอนเปลี่ยนสี/วัสดุ ทำให้ประหยัดเวลา และวัสดุได้มาก แต่ Bambu Lab H2C Combo ในชุดมาตรฐาน จะมี AMS มาหนึ่งตัว ซึ่งทำให้พิมพ์ได้มากสุด 5 สีเท่านั้น ในกรณีที่ต้องการพิมพ์สีมากกว่า 5 สีต้องใช้ AMS
Basic maintenance: Bambu Lab H2C | การบำรุงรักษาเบื้องต้น Bambu Lab H2C

ทำไมการบำรุงรักษาเครื่องพิมพ์ถึงสำคัญนัก? เพื่อให้เครื่องพิมพ์สามมิติใช้งานได้ยาวนาน และมีความเสถียร ลดความเสี่ยงที่เครื่องจะทำงานผิดพลาด ยืดอายุการใช้งาน การบำรุงรักษาจึงมีความสำคัญอย่างมาก การบำรุงรักษาหลัก ๆ แล้วจะประกอบด้วยการทำความสะอาด การหล่อลื่นในส่วนที่มีการเคลื่อนไหว เช่น แกน XYZ และในส่วนของชุดหัวพิมพ์ ซึ่งต้องดูแลเป็นพิเศษเพื่อให้การทำงานราบรื่น ในขณะเดียวกันพื้นผิวของเครื่องพิมพ์ทั้งภายใน และภายนอกก็ควรทำความสะอาดอย่างทั่วถึง โดยเฉพาะอย่างยิ่งที่เลนส์กล้อง และเซนเซอร์ต่าง ๆ เพื่อป้องกันการสะสมฝุ่นจนทำให้การทำงานผิดเพี้ยนไป 🚧 ความถี่ในการบำรุงรักษา ตัวเครื่อง H2C
Basic maintenance: Bambu Lab H2D| การบำรุงรักษาเบื้องต้น Bambu Lab H2D

คุยกันก่อน เนื่องจากเครื่องพิมพ์ Bambu Lab H2D มีฟังก์ชั่นเลเซอร์ด้วย แต่ผู้ใช้งานส่วนใหญ่มักจะใช้เพียงฟังก์ชั่นการพิมพ์ 3D เท่านั้น เราจึงไม่ได้รวมการทำความสะอาดชุดเลเซอร์ไว้ในที่นี้ด้วย แต่ถ้าใครสนใจการบำรุงรักษาแบบเต็มรูปแบบ สามารถไปดูรายละเอียดเพิ่มเติมได้ที่ https://wiki.bambulab.com/en/h2d *ในการทำความสะอาดกล้อง โปรดใช้แอลกอฮอล์เพียงเล็กน้อยเท่านั้น แล้วบิด หรือบีบผ้าให้แห้งก่อนนำไปใช้ เพื่อป้องกันแอลกอฮอล์ซึมเข้าไปในตัวถังพลาสติกของกล้อง นอกจากนี้ชิ้นส่วนที่เกี่ยวข้องกับการถ่ายเทอากาศระหว่างภายใน และภายนอกเครื่องพิมพ์ มีโอดาสที่จะสะสมฝุ่นได้มากกว่าส่วนอื่น ขอแนะนำให้ใช้ปรงปัดฝุ่นออกเป็นประจำ โดยเฉพาะฝาครอบหน้ากากเครื่องกรองอากาศ ช่องระบายอากาศด้านหลังเครื่อง ซึ่งมันสามารถจะถอดออกมาทำความสะอาดได้
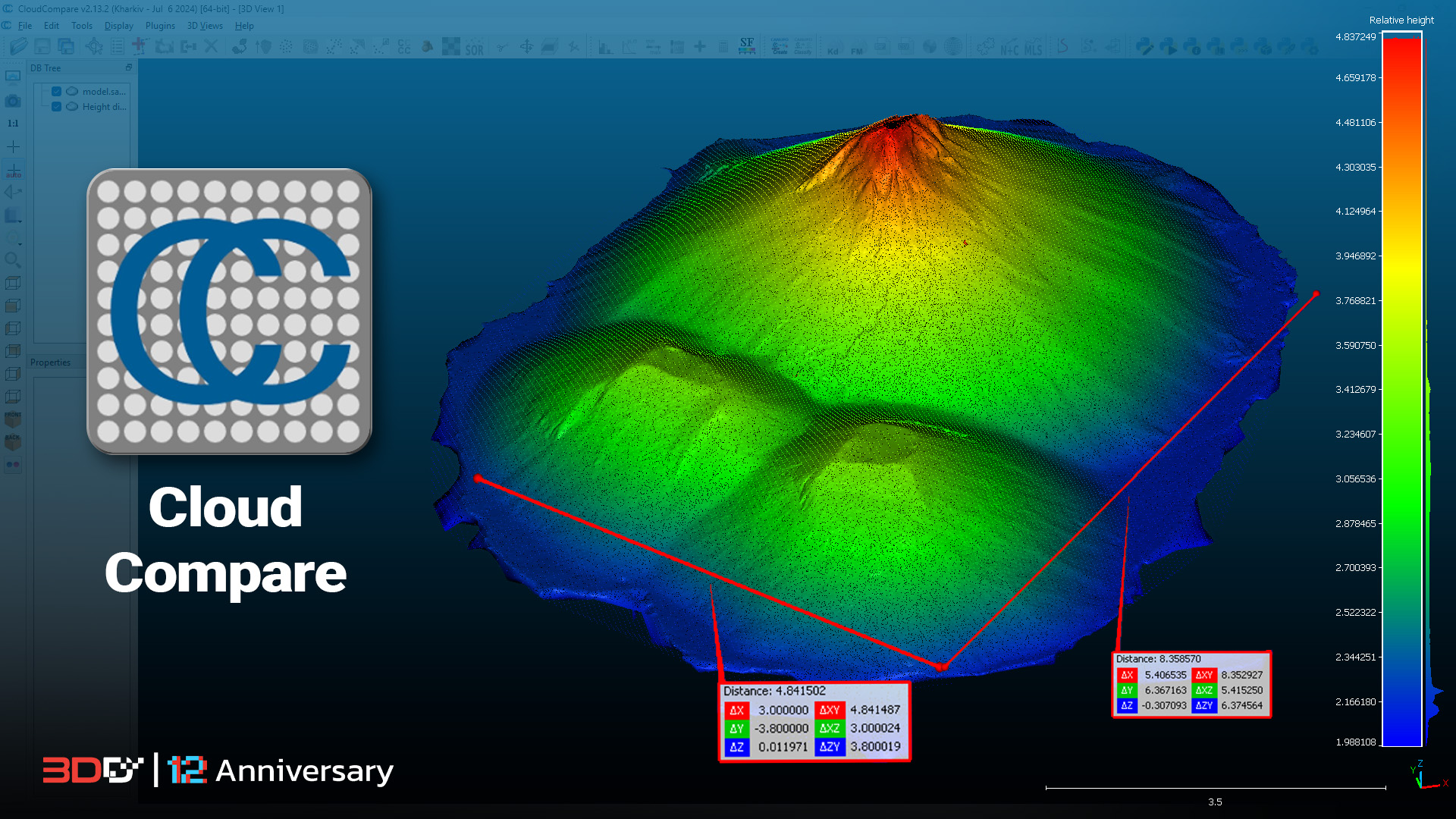
Cloud Compare โปรแกรมจัดการ Point Cloud ฟรี!!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Lidar Scanner หรือเครื่อสแกนพื้นที่ไม่ว่าจะเป็น Galois M2, Eagle Max LiDAR, Slam 100 และ Slam 200E ล้วนเครื่องสแกนพื้นที่ ที่มีประสิทธิภาพสูงในงานของตัวเอง สามารถเก็บข้อมูล 3 มิติ ของวัตถุ สิ่งของ พื้นที่ ที่ต้องการได้อย่างรวดเร็วแม่นยำ สำหรับผู้ที่ใช้งานเครื่องมือสแกนพื้นที่เหล่านี้ ก็น่าจะรู้เกี่ยวกับกระบวนการทำงานอยู่แล้วใช่มั้ยครับ แต่สำหรับมือใหม่ที่กำลังสนใจ