

สวัสดีปีใหม่ต้อนรับปี พุทธศักราช 2567 ทางเรา 3DD Digital Fabrication ได้มาแชร์ไฟล์งานดีๆ สวยๆ และที่สำคัญ ฟรี !!! เพื่อต้อนรับปีใหม่ ปีมังกรทอง กันครับซึ่งทางเราจะมาแชร์ไฟล์ดีๆ ในเว๊ปไซต์ของ www.thingiverse.com และไฟล์ที่จะมาแชร์กันในวันนี้ก็คือ ไฟล์มังกร ที่ดูยังไงก็สวยมากๆ และที่สำคัญไม่ค่อยได้เจอไฟล์สวยๆ และฟรีแบบนี้บ่อยๆครับ พิกัดลิงค์โหลดไฟล์งาน Thingiverse เรามาเริ่มโหลดไฟล์และปริ้นงานกันได้เลยครับโดยวันนี้เราจะใช้เครื่อง
Tag: [FF Foto]
เครื่องระบบเรซิ่น SLA โดยใช้ LCD เป็นตัวฉายแสงขึ้นรูปชิ้นงาน เครื่องมีขนาดเล็ก มีราคาถูก
ประดับยนต์ตกแต่งภายในสร้างและดัดแปลงได้ด้วย 3D Scanner + 3D Printer

วันนี้ทางเรา 3DD Digital Fabrication ได้มาโชว์ตัวอย่างผลงานของเครื่อง 3D Scanner : EinScan Pro 2X 2020 Series และเครื่อง 3D Printer : FlashForge Foto 8.9 ด้วยงานวันนี้ของเรานั้นคือ งานประดับยนต์ซ่อมแซมและตกแต่งภายในรถยนต์นั้นเองครับ ทุกอย่างมักเริ่มต้นจากปัญหาเสมอถึงจะสร้างสรรค์ผลงานใหม่ๆได้ ยกตัวอย่างงานเคสนี้คือชิ้นส่วนภายในรถยนต์ที่ต้องการซ่อมแซมและผลิตชิ้นงานใหม่ขึ้นมา ถ้ากลับไปยังวิธีเดิมๆก็คงจะไม่พ้นการปั้นดินขึ้นมาและนำไปหล่อไฟเบอร์กลาส
การสร้าง Yellow Calf Eagle Feather Warbonnet Replica เพื่ออนุรักษ์ไว้ของชนเผ่าจาก เทคโนโลยี 3D

หมวกปีกกว้างแบบดั้งเดิม สร้างด้วยขนหางของนกอินทรีสีทอง (Aquila Chrysaetos ) ซึ่งได้รับการยกย่องด้วยความนับถืออย่างลึกลับในวัฒนธรรมชนเผ่าอินเดียน แม้ว่าอินทรีทองคำจะไม่ใช่สัตว์ใกล้สูญพันธุ์อีกต่อไป แต่การครอบครองขนนกเหล่านี้ถูกควบคุมโดยอนุสัญญาวอชิงตันว่าด้วยการค้าระหว่างประเทศซึ่งชนิดสัตว์ป่าและพืชป่าที่ใกล้สูญพันธุ์ (CITES) ดังนั้นอินทรีทองคำจึงได้รับการปกป้องจากการใช้ประโยชน์มากเกินไปผ่าน การค้าระหว่างประเทศ ในสหรัฐอเมริกา ใบอนุญาตสำหรับขนเหล่านี้จำกัดเฉพาะชาวอเมริกันพื้นเมืองที่ลงทะเบียนโดยรัฐบาลกลาง ทางเลือกแทนขนนกอินทรีแท้นั้นใช้กันอย่างแพร่หลายในอุตสาหกรรมภาพยนตร์ การแสดง เครื่องแต่งกาย และโดยทั่วไปจะทำด้วยขนไก่งวงย้อม ( คุณภาพไม่สูงนัก) หรือขนไก่งวงที่ทาสีด้วยมือ (คุณภาพดีกว่า) อย่างไรก็ตาม ตัวเลือกเหล่านี้ไม่ถือเป็นแบบจำลองคุณภาพสูง เพราะหากมีความแตกต่างที่ชัดเจนในแง่ของขนาด และความนุ่มนวล
เพิ่ม Logo บนโมเดลของตัวเองได้ง่ายๆจาก Flashprint
การปั้นหรือการสแกนโมเดลขึ้นมา บางครั้งต้องการที่จะใส่ลายเซ็นต์ของตัวเองเข้าไปหรือเพิ่ม Logo ของตัวเองเข้าไป เชื่อว่าหลายๆคนอาจจะเลือกใช้วิธี การใช้บรัชในโปรแกรมทำลวดลายขึ้นมาหรือลากวาดด้วยมือ ซึ่งการทำเช่นนั้นถ้าไม่เอาก้อนโมเดลเข้ามาช่วย ก็อาจจะต้องขุดโมเดล หรือทำนูนขึ้นมา ซึ่งจะทำให้บริเวณโดยรอบของโมเดลเกิดความเสียหายขึ้นได้ หรืออาจจะเสียเวลาในการทำมากขึ้น วันนี้พวกเรา 3DD ได้นำไอเดีย ทริกเล็กๆมาบอกต่อ (ต้องทำในโมเดลของตัวเองเท่านั้น เนื่องจากการนำโมเดลของคนอื่นมาทำต่ออาจจะผิดกฏหมายได้) เริ่มต้นโดยการนำโมเดลของเราเข้าสู่โปรแกรม Slicer Flashprint ซึ่งเป็น Slicer จากทาง Flashforge ที่ออกแบบมาใช้กับเครื่องพิมพ์
มันเมามาก Mini on tour @pattaya งานสุด exclusive ที่รวมวิชาการยุคดิจิตอล และคุณหมอเข้าร่วมงานเยอะที่สุด

ทาง 3DD ได้เกียรติจากคุณหมอปกป้อง อมรวิทย์ (Pokpong Amornvit) เข้าจัดบูธในงาน มันเมามาก Mini on tour @pattaya งานสุด exclusive ที่รวมวิชาการยุคดิจิตอล และมีคุณหมอเข้าร่วมงานเยอะที่สุด โดยการเชิญครั้งนี้ เราได้นำสินค้าไปโชว์ ให้กับทางคุณหมอ ในหัวข้อ The Tomorrow War ยักใหญ่ไล่ยักษ์เล็ก ยักษ์เล็กสู้ยักษ์ใหญ่
3D Printer เข้าสู่ห้อง Lab สถาบันเทคโนโลยีปทุมวัน

เทคโนโลยีปทุมวัน ได้ทำการแจ้งเกี่ยวกับต้องการพัฒนาห้อง Lab ของโรงเรียน โดยที่มีโจทย์มาให้เราคือ ราคาประหยัดและดี ใช้งานได้หลากหลาย และต้องการทั้งระบบ FDM และ SLA พร้อมสอนเทรนนิ่งการใช้งาน เราได้ทำการเสนอ Flashforge Creator Pro2 เนื่องจากเป็นเครื่องที่ราคาไม่สูง และมีสองหัวที่ทำงานกันอย่างอิสระ สามารถใช้งานได้หลากหลายวัสดุ นับว่าเป็นเครื่องที่ขายดีที่สุดของเรา เนื่องจากเหมาะมากกับการทำงานในห้อง Lab และอันต่อมาคือ Flashforge FOTO
ฝ่ายวิจัยศูนย์นวัตกรรมการผลิตยั่งยืน ใช้3D Printerเพื่อวิจัยและพัฒนาเทคโนโลยี

ในขณะที่จะต้องพัฒนากระบวนการผลิตให้มีความยืดหยุ่นเพื่อให้สามารถผลิตชิ้นส่วนได้หลากหลาย และคุณภาพที่ดี จึงจำเป็นจะต้องมีการสร้างต้นแบบของการผลิตเพื่อศึกษาและวิจัย ซึ่ง3D Printerที่สามารถตอบโจทย์ในเรื่องนี้มีน้อยนัก เพราะส่วนใหญ่จะมีข้อกำหนดที่เยอะ และไม่ตอบโจทย์ ซึ่งแตกต่างจาก Flashforge Adventurer4 ที่สามารถตอบโจทย์ทุกการใช้งาน ทั้งการใช้งาน วัสดุ ระบบความปลอดภัย ที่เป็นมิตรต่อผู้ใช้งาน และได้ทำการสั่งซื้อ FOTO 8.9 เพื่อนำไปทดสอบวิจัยเกี่ยวกับเรซิ่นเพิ่มเติมอีกด้วย การวิจัยเกี่ยวกับเรซิ่นจะขาดไม่ได้เลยหากไม่มีเครื่องอบ UV FC3 เราได้ทำการจัดส่งและทำการติดตั้งเครื่อง เพื่อให้ลูกค้าได้เช็คความพร้อมใช้งานของเครื่อง และสอนการใช้งานของเครื่อง
ผู้ผลิตชิ้นส่วนพลาสติก SKB Creative CO.,LTD ต้องการ 3D Printer ระบบเรซิ่น เพื่อต่อยอดธุรกิจและงานของเขา

SKB Creative CO.,LTD ผู้ผลิตชิ้นส่วนต่างๆ ตั้งแต่ป้ายชื่อ ชุดแต่งรถ แต่งเครื่องเสียง และอื่นๆ กำลังมองหาเครื่อง 3D Printer ระบบเรซิ่น ที่พิมพ์ได้เร็ว ราคาประหยัด สามารถใช้เรซิ่นได้หลากหลายยี่ห้อ และเครื่องอบเรซิ่นที่สามารถใช้คู่กันได้ พวกเรา 3DD Digital Fabrication เลยจัดให้งานสายผลิตออกแบบอุตสหกรรม เป็นงานที่เราชอบมากๆ เพราะเรามีเครื่องหลายๆเครื่องของเราที่สามารถตอบโจทย์ลูกค้า กับ Flashforge
Update: การพิมพ์โมเดล ที่มีรายละเอียดเยอะ และเทคนิคการพิมพ์งานเบื้องต้น

การพิมพ์โมเดล ขนาดทั่วไป ที่มีรายละเอียดเยอะ ทั้งโครงสร้าง กล้ามเนื้อ และเส้นขน ของโมเดล โดย3D Printer FOTO 8.9 Mono 4K ระบบเรซิ่น LCD ที่จะใช้คู่กับ Washable Resin ที่สามารถล้างได้ด้วยน้ำเปล่า ไม่ง้อแอลกอฮอล์ IPA รายละเอียดของโมเดล กล้ามเนื้อและเส้นขนจะหายไปกับการล้างน้ำไหมนะ และมีเทคอะไรให้การพิมพ์งานให้ง่ายขึ้น โดยแทบไม่ต้องใช้อะไรเพิ่มเลย
ขอบคุณลูกค้า : A SEAT Studio กับเครื่อง FOTO 8.9 ระบบเรซิ่น

A SEAT STUDIO ร้านเกี่ยวกับงานปั้นดินเผาทำมือ ที่สวยมากๆและการออกแบบดีไซน์ที่ไม่เหมือนใคร และได้คิดที่จะพัฒนาการสร้างแบบจำลองของชิ้นงาน ด้วย3D Printer จึงได้มีการติดต่อมา Print3DD ที่เป็นผู้เชี่ยวชาญทางด้านเครื่องพิมพ์3มิติ และได้ให้คำปรึกษาเกี่ยวกับเนื้องาน ที่สามารถนำเครื่องไปใช้ให้เข้ากับธุรกิจของทาง A SEAT STUDIO ทางร้านได้ให้คำปรึกษาก่อนสั่งซื้อสินค้า โดยมีการนัดทางลูกค้าให้มีการดูสินค้าที่ชอบก่อน และทดสอบพิมพ์งานก่อนสั่งซื้อ และในครั้งนี้ทาง Print3DD ได้แนะนำเครื่อง Flashforge Foto 8.9
ขอบคุณลูกค้า : eastwater GROUP กับเครื่อง FOTO 8.9 SLA

ทางทีมงานได้จัดส่งสินค้า FLASHFORGE FOTO 8.9 เครื่องพิมพ์3มิติ ระบบเรซิ่น ที่คุ้มค่าที่สุดในตอนนี้ และทีมงานได้มีการจัดส่งพร้อมการติดตั้ง หลังจากการติดตั้งเสร็จ ทางเราได้มีการสอนการใช้งาน และทดสอบเครื่องให้ลูกค้าเป็นที่เรียบร้อย และลูกค้าพอใจเป็นอย่างมาก เนื่องจากทางเราได้มีการสอบถามและนำเสนอเครื่องที่ตรงตามที่ลูกค้าต้องการ พร้อมเหมาะกับธุรกิจของลูกค้าอีกด้วย ทาง Print3DD ต้องขอขอบคุณที่ไว้ใจในบริการของเรา ขอบคุณครับ
ขอบคุณ บริษัท อินคิวบ์ จำกัด ผู้จำหน่ายแว่นตากรองแสง Ophtus กับเครื่อง FOTO 8.9

เป็นที่หน้าภูมิใจมากๆครับ ที่ได้รับรู้ว่า 3D Printer ได้เป็นส่วนหนึ่งในการผลิตสินค้าดีๆ ขอขอบคุณ Ophtus ที่ให้ความกรุณาพวกเรา สั่งสินค้าจากพวกเรา ทางทีมงานได้ทำการจัดส่งพร้อมกับการติดตั้งและสอนการใช้งาน หลังจากการติดตั้งและสอนการใช้งานเบื้องต้นเสร็จแล้ว ได้ให้ทางลูกค้าลองพิมพ์ชิ้นงานด้วยตัวเอง และทดสอบการใช้งาน ด้วยตัวเอง จะได้นำไปพัฒนาต่อยอดต่อกับผลิตภัณฑ์ของ Ophtus
Foto 13.3 กับModel Mandalorian ทั้งหมด 13ชิ้น พร้อมเทคนิคในการขึ้นโมเดลแบบเร่งด่วน

นักโหลดโมเดลเป็นที่รู้กันว่า การเจอโมเดล ที่มีหลายๆชิ้น นั้นจะยากและลำบากมากๆเมื่อมีการต่อ วันนี้มีเทคเนคเกี่ยวกับการต่อโมเดล และการขึ้นโมเดลแบบเจ๋งๆมาแชร์กัน โดยเริ่มตั้งแต่ทริคเล็กๆน้อยๆ เนื้อหาทั้งหมดของบทความนี้จะแบ่งเป็น การเตรียมไฟล์ การพิมพ์ชิ้นงาน ล้างชิ้นงาน อบชิ้นงาน ประกอบโมเดล พ่นสี สรุปและแนะนำ การเตรียมไฟล์ เริ่มต้นด้วยการใช้โปรแกรม Chutibox หากใครยังไม่ทราบว่า Chutibox คืออะไร ใช้งานยังไง สามารถเข้าดูได้ที่ลิ้งค์นี้ การวางไฟล์ เป็นขั้นตอนที่สำคัญอย่างมากเนื่องจากเป็นการบ่งบอกได้เลยว่า
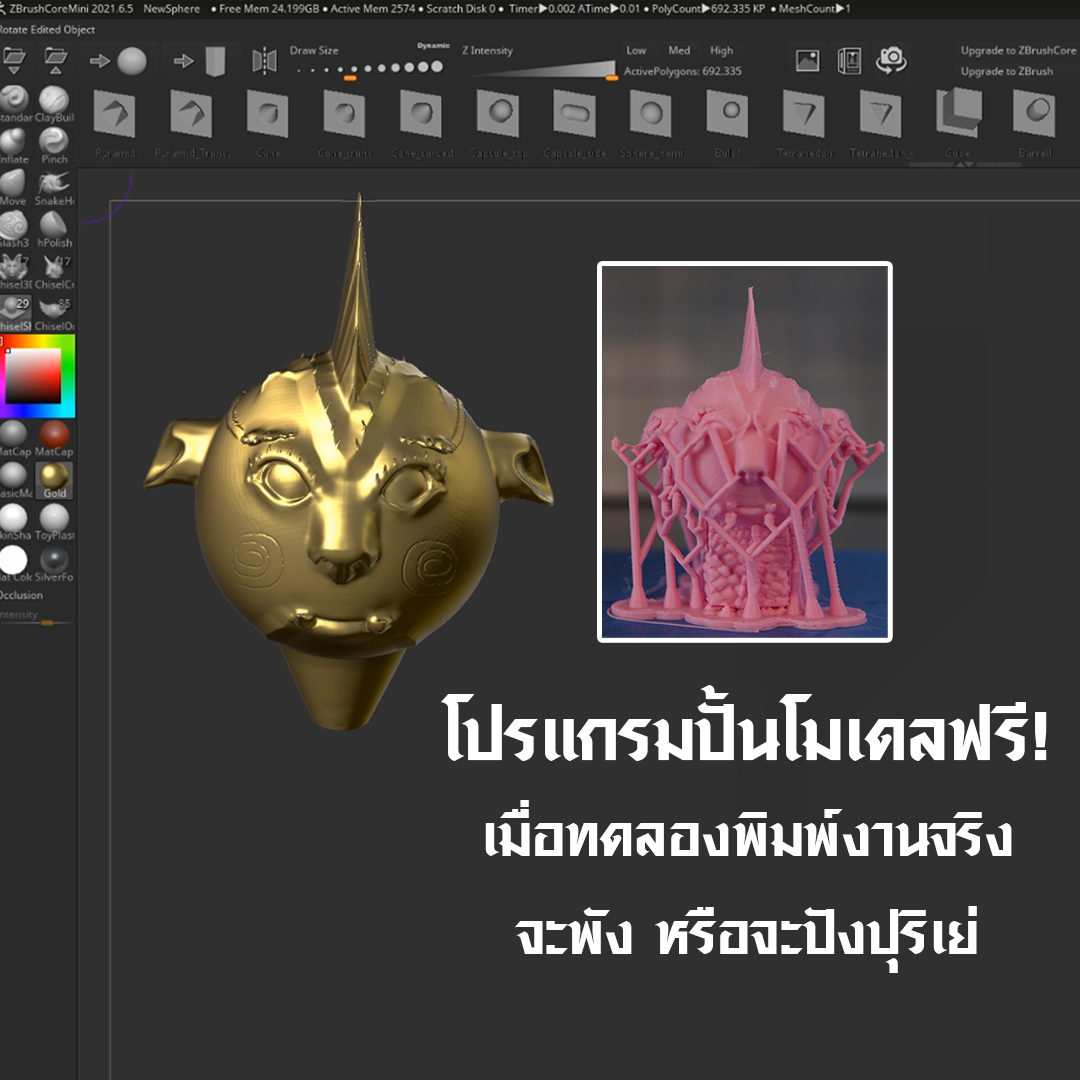
ถ้าใช้โปรแกรมปั้นโมเดล3Dฟรี! ZbrushcoreMini พิมพ์งานของจริงจะพังหรือปังปุริเย่

แอดมินได้นำเอาโปรแกรม ที่ทำโมเดล 3D Free! มาปั้นงานให้ดูกันแบบจริงๆและพิมพ์งานจริงผ่าน2ระบบ FDMและ SLA 3D Printer คืออะไร? / มีกี่ประเภท อะไรบ้าง? โดยเครื่องที่ใช้พิมพ์จะเป็น Flashforge Adventurer 3 และ Flashforge Foto 8.9 วัสดุในการพิมพ์จะมีเส้น 3DD PLA Pro
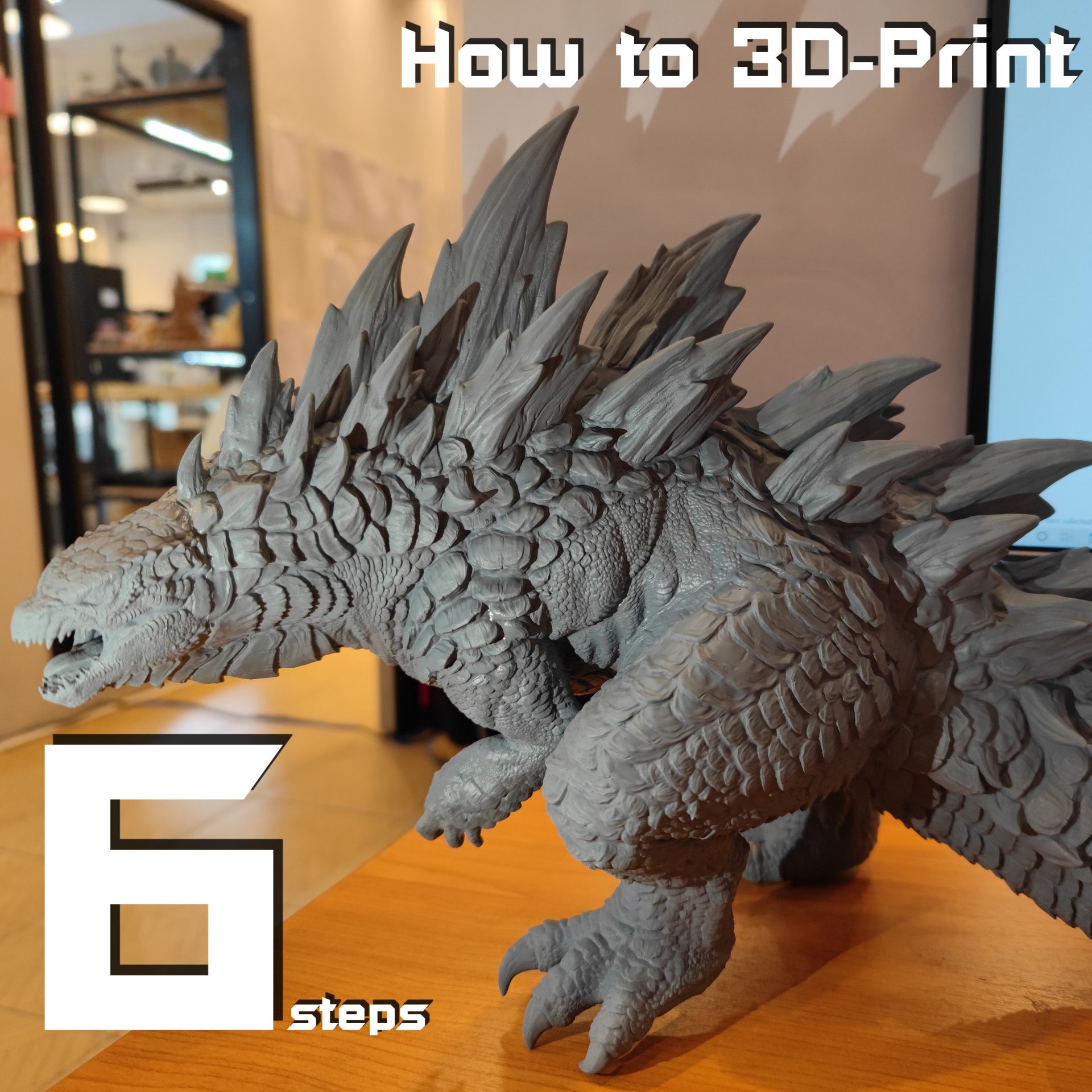
6ขั้นตอน พิมพ์โมเดล3D Hi-Def ขนาดใหญ่50cm จากต้นจนจบ

มีหลายคนชอบโมเดลสัตว์ประหลาด หาซื้อไม่ได้ พิมพ์ด้วยตัวเองได้ครับ บทความจะมาเจาะขั้นตอนการพิมพ์จากต้นจนจบโมเดล Kaiju ขนาด 50cm รายละเอียดสูง (แค่ไฟล์ 3D เองก็ 2GB แล้ว) โดยจะแบ่งขั้นตอนเป็น 6 ขั้น ใช้เครื่องพิมพ์ MSLA 3D Printer รุ่น Flashforge Foto13.3 พิมพ์ทั้งหมด 8
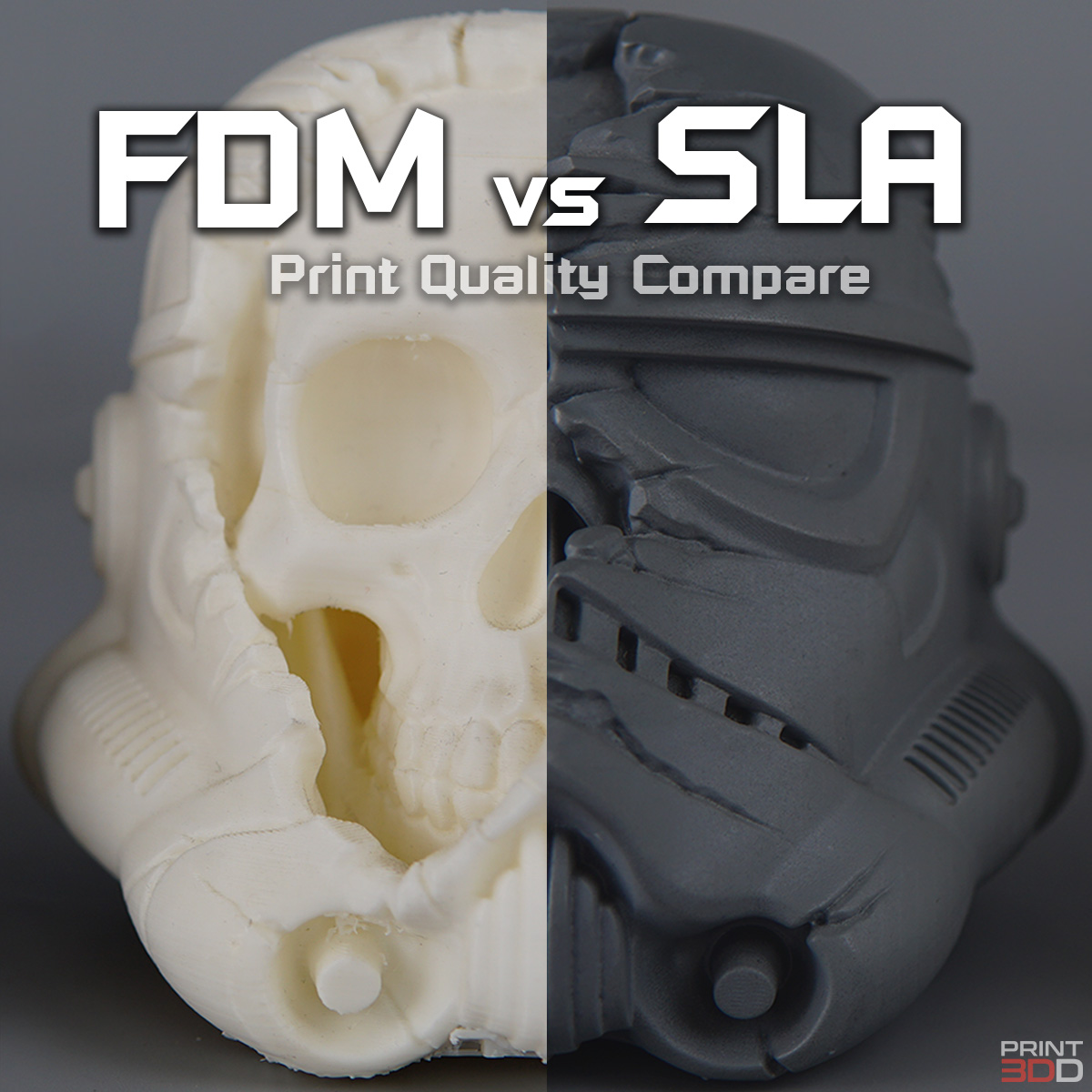
เปรียบเทียบความสวย FDM vs SLA ต่างกันขนาดไหน

บทความนี้เรามาเน้นเจาะลึกเปรียบเทียบคุณภาพงาน ความคมชัดจาก 3D Printer 2ระบบ คือ ระบบเส้นพลาสติก FDM และ ระบบน้ำเรซิ่น SLA เป็นที่รู้กันอยู่แล้วว่าระบบเรซิ่นนั้นมีความละเอียด สวยกว่า เก็บ Detail ได้ดีกว่า สวยกว่าขนาดไหนเรามาดูกันด้านล่าง แต่เราจะไม่ได้อวยอย่างเดียว จะให้เห็นจุดด้อยของระบบนี้ด้วยเช่นกัน ที่ทิ้งรอย Support เป็นตุ่มเป็นหลุม โอกาสพิมพ์ให้สำเร็จยาก ต้องตั้งชิ้นงานและ Support
รีวิว Washable Resin HD เรซิ่นล้างด้วยน้ำเปล่า ไม่ง้อ IPA

เรซิ่นสำหรับ 3D Printer ระบบ SLA ที่เราเจอทั่วไปในท้องตลาดต้องล้างด้วย IPA (Isopropyl Alcohol) เป็นตัวทำละลายและล้างคราบเรซิ่นที่ติดอยู่ที่ชิ้นงานออก ไอโซโพรพิลนั้นมีกลิ่นฉุนแรง และ เป็นวัตถุไวไฟ เหมือนแอลกอฮอล์ ต้องเก็บให้ดี ปัจจุบันมีเรซิ่นออกมาใหม่เป็น Washable HD Resin เรซิ่นที่ละลายได้ในน้ำเปล่า คุณสมบัติและการพิมพ์เหมือน FF Standard HD โดยใช้ได้กับเครื่อง
Review Flashforge : FOTO 3D Printer ระบบ LCD น้องใหม่ที่กำลังมาแรงในขณะนี้

โดยไม่นานมานี้มีการคิดค้นระบบ LCD / MSLA เป็นระบบที่มีการพัฒนาต่อมาจาก DLP โดยเปลี่ยนจากการฉาย Projector มาเป็นการเปิด-ปิดให้แสง UV ลอดผ่านโดยใช้หน้าจอ LCD เป้นแหล่งกำเนิดแสงแทนที่Projector เริ่มแรกที่ใช้กันจะใช้ LCD ธรรมดา RGB ที่ใช้กันในวงการหน้าจอสี ที่มีปัญหาคือการแสดงสีดำ/ขาวจะไม่สนิททำให้อายุการใช้งานน้อยหน้าจอเสื่อมเร็ว ต่อมาพัฒนามาใช้ LCD แบบ Mono ขาว-ดำ ที่จะแสดงสองสีนี้แบบเจาะจงซึง่จะส่งให้อายุการใช้งานยาวนานและการพิมพ์เร็วขี้นเพราะการควบคุมแสงที่แม่นยำ
7ขั้นง่ายๆใช้ Chitubox พิมพ์3มิติเรซิ่น MSLA printer

บทความนี้จะมาสรุปขั้นตอน 3D Print ระบบเรซิ่น โดยใช้ Software กึ่ง Opensource อย่าง ChituBox ปัจจุบัน ChituBox ได้รับความนิยมสูงจากผู้ใช้งาน เนื่องจากปรับค่าได้หลากหลาย ปรับค่าแสงให้เหมาะกับแต่ละเรซิ่นได้ มาครบทั้งฟังก์ชั่น Hollow (ทำให้กลวง), Dig Hole (เจาะรูเพื่อให้น้ำระบายออกได้), ปรับ Support ได้หลากหลาย ตั้งค่าได้ลึก,
งานพิมพ์จาก Flashforge Foto 6, 8.9, 13.3

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
งานพิมพ์จาก เครื่องพิมพ์ระบบเรซิ่น MSLA (LCD Mono) รูปทั้งหมดพิมพ์จากเครื่อง Foto6, Foto8.9, Foto13.3 โดยเรซิ่น Standard HD และ Washable HD จาก Flashforge แบรนด์ขึ้นชื่อที่ผลิต 3D Printer บริษัทชั้นนำอย่าง Bosch, Makerbot, Monoprice, Dremel