

สวัสดีปีใหม่ต้อนรับปี พุทธศักราช 2567 ทางเรา 3DD Digital Fabrication ได้มาแชร์ไฟล์งานดีๆ สวยๆ และที่สำคัญ ฟรี !!! เพื่อต้อนรับปีใหม่ ปีมังกรทอง กันครับซึ่งทางเราจะมาแชร์ไฟล์ดีๆ ในเว๊ปไซต์ของ www.thingiverse.com และไฟล์ที่จะมาแชร์กันในวันนี้ก็คือ ไฟล์มังกร ที่ดูยังไงก็สวยมากๆ และที่สำคัญไม่ค่อยได้เจอไฟล์สวยๆ และฟรีแบบนี้บ่อยๆครับ พิกัดลิงค์โหลดไฟล์งาน Thingiverse เรามาเริ่มโหลดไฟล์และปริ้นงานกันได้เลยครับโดยวันนี้เราจะใช้เครื่อง
Tag: highlight-foto
Update: การพิมพ์โมเดล ที่มีรายละเอียดเยอะ และเทคนิคการพิมพ์งานเบื้องต้น

การพิมพ์โมเดล ขนาดทั่วไป ที่มีรายละเอียดเยอะ ทั้งโครงสร้าง กล้ามเนื้อ และเส้นขน ของโมเดล โดย3D Printer FOTO 8.9 Mono 4K ระบบเรซิ่น LCD ที่จะใช้คู่กับ Washable Resin ที่สามารถล้างได้ด้วยน้ำเปล่า ไม่ง้อแอลกอฮอล์ IPA รายละเอียดของโมเดล กล้ามเนื้อและเส้นขนจะหายไปกับการล้างน้ำไหมนะ และมีเทคอะไรให้การพิมพ์งานให้ง่ายขึ้น โดยแทบไม่ต้องใช้อะไรเพิ่มเลย
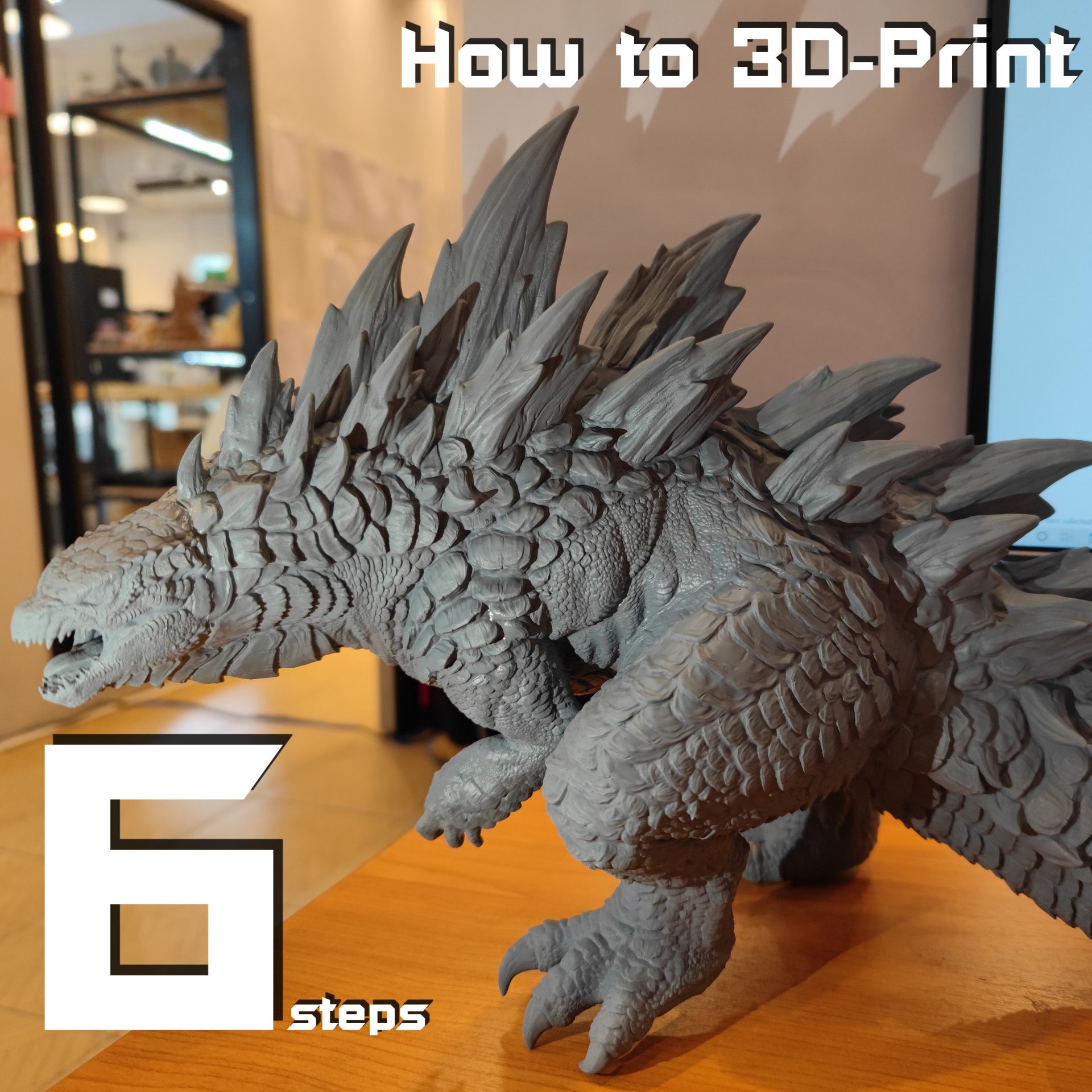
6ขั้นตอน พิมพ์โมเดล3D Hi-Def ขนาดใหญ่50cm จากต้นจนจบ

มีหลายคนชอบโมเดลสัตว์ประหลาด หาซื้อไม่ได้ พิมพ์ด้วยตัวเองได้ครับ บทความจะมาเจาะขั้นตอนการพิมพ์จากต้นจนจบโมเดล Kaiju ขนาด 50cm รายละเอียดสูง (แค่ไฟล์ 3D เองก็ 2GB แล้ว) โดยจะแบ่งขั้นตอนเป็น 6 ขั้น ใช้เครื่องพิมพ์ MSLA 3D Printer รุ่น Flashforge Foto13.3 พิมพ์ทั้งหมด 8
ทดสอบงานพิมพ์ MSLA ระดับ 4K ด้วยเครื่อง FOTO13.3

ในอดีตจนถึงปัจจุบันเครื่องพิมพ์ 3 มิติชนิด FDM (Fused Deposition Modeling) หรือ FFF(Fused Filament Fabrication) ยังคงเป็นระบบที่ได้รับความนิยมมากที่สุด แต่ปัจจุบันยังมีเครื่องพิมพ์ 3 มิติด้วยระบบขึ้นรูปแสง UV บนน้ำเรซิ่น กำลังเริ่มเป็นที่นิยมเป็นอย่างมาก เพราะเป็นระบบที่ให้ความละเอียดสูงที่สุด สวยสุด หากเทียบกับระบบอื่นๆ ทั้งนี้ทางผู้ผลิตค่าย Flashforge ได้ผลิตเครื่องพิมพ์ระบบนี้มา
งานพิมพ์จาก Flashforge Foto 6, 8.9, 13.3

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
งานพิมพ์จาก เครื่องพิมพ์ระบบเรซิ่น MSLA (LCD Mono) รูปทั้งหมดพิมพ์จากเครื่อง Foto6, Foto8.9, Foto13.3 โดยเรซิ่น Standard HD และ Washable HD จาก Flashforge แบรนด์ขึ้นชื่อที่ผลิต 3D Printer บริษัทชั้นนำอย่าง Bosch, Makerbot, Monoprice, Dremel