

{kind=link}
ตั้งอุณหภูมิที่ฐาน และหัวฉีดให้ดีที่สุด เพื่อการพิมพ์ TPU ที่เพอร์เฟค
อย่าให้เส้นใยแมงมุม หรืองานบิดเบี้ยวทำให้ผลงานการพิมพ์วัสดุยืดหยุ่นของคุณเสียหาย มาค้นหาอุณหภูมิที่เหมาะสมในการพิมพ์ที่ช่วยให้คุณเป็นเทพในการพิมพ์ TPU กับเครื่องพิมพ์ไหนก็ได้
ทำไมการพิมพ์วัสดุยืดหยุ่น เช่น TPU ถึงได้เป็นเรื่องท้าทายนักหนา

Thermoplastic polyurethane หรือที่รู้จักกันในนาม TPU เป็นที่นิยมอย่างมากจากคุณสมบัติความยืดหยุ่น ให้ตัวได้ เหมาะกับงานที่ต้องการให้อ่อนตัวได้ หรือใช้รับแรงกระแทก เช่นขาโต๊ะ ตัวยึด Go Pro สายรัด หรือแม้กระทั่งรองเท้า
ถึงแม้ว่าในท้องตลาดจะมี TPU อยู่หลากหลายยี่ห้อ แต่พวกมันมีสิ่งหนึ่งที่เหมือนกันคือ ความยากในการพิมพ์เมื่อเทียบกับวัสดุพิมพ์อื่น ๆ โดยธรรมชาติของเส้น TPU จะมีความอ่อนตัว และยืดหยุ่น ทำให้มันเป็นการยากที่มอเตอร์จะดันมันเข้าไปยังหัวฉีด ทำให้เกิดอาการหัวตัน หรือฉีดเส้นออกมาได้มากไป หรือน้อยไป และเรื่องที่ทำให้ปวดหัวอีกมากมาย
เรื่องที่ท้าทายหลัก ๆ ในการพิมพ์ TPU คือหัวฉีด และยังมีปัจจัยอื่น ๆ อีกด้วย อุณหภูมิหัวฉีดถือว่าเป็นจุดที่สำคัญที่สุดของการกำหนดค่าการพิมพ์ใน slicer สำหรับการพิมพ์งานด้วยวัสดุต่าง ๆ อยู่แล้ว โดยเฉพาะ TPU ที่ทำให้เกิดปัญหาได้มากระดับหนึ่งเลย และอุณหภูมิแท่นพิมพ์ก็มีผลโดยตรงเช่นกัน เราคงไม่อยากให้งานพิมพ์หลุดจากแท่นพิมพ์ใช่มั้ย ดังนั้นจึงอาจจะต้องเปลี่ยน หรือดัดแปลงวิธีที่จะป้อนเส้น TPU เข้าเครื่องพิมพ์นิดหน่อยด้วย
แล้วเมื่อคุณควบคุม TPU ได้ มันจะเปิดโลกใหม่ของการพิมพ์งาน 3D เลยล่ะ
ต่อจากนี้เราจะแสดงให้เห็นถึงอุณหภูมิของหัวฉีด และแท่นพิมพ์ ที่เหมาะสมในการพิมพ์ TPU และเคล็ดลับอื่น ๆ อีก นอกจากนี้เราจะคุยถึงสัญญาณของปัญหาให้เราชวนให้คุณสังเกตขณะที่พิมพ์ TPU และมันจะเกี่ยวข้องกับการตั้งค่าหัวฉีด และแท่นพิมพ์อย่างไรบ้าง ไปดูกันเลย
การตั้งค่าการพิมพ์โดยเฉลี่ยของการพิมพ์ TPU
| อุณหภูมิของหัวฉีด | 210 °C ถึง 250 °C |
| อุณหภูมิของแท่นพิมพ์ | 30 °C ถึง 60 °C |
| พัดลมระบายความร้อนที่เลเยอร์แรก | ไม่ต้อง |
| พัดลมระบายความร้อนระหว่างเลเยอร์ | 20% ถึง 50% |
| เครื่องพิมพ์แบบตู้ปิด | ไม่จำเป็น |
| การอบเส้น | จำเป็น |
ไม่มีค่าการพิมพ์เดียวที่จะพิมพ์ TPU ต่างยี่ห้อให้ออกมาเหมือนกันได้
ก็คล้ายกับวัสดุพิมพ์อื่น ๆ TPU ไม่มีค่าการพิมพ์หนึ่งเดียวที่จะประกันได้ว่าจะได้ผลดีสำหรับ TPU ทุกแบบทุกยี่ห้อ จริง ๆ แล้วในท้องตลาดปัจจุบัน มี TPU สารพัดแบบ ตั้งแต่ high-speed TPU และระดับความนิ่ม ไปจนถึง TPU แบบโปร่งแสง และ TPU ผสม carbon-fiber
อย่างไรก็ตามคุณสามารถพิมพ์ TPU ได้อย่างมีคุณภาพด้วยเส้นยี่ห้อส่วนใหญ่ในตลาด โดยใช้อุณหภูมิหัวฉีดระหว่าง 210°C ถึง 230°C
โดยปรกติแล้วเส้น TPU ที่มีความนิ่มมาก เช่น NinjaTek’s NinjaFlex ต้องใช้อุณหภูมิในการพิมพ์ที่สูงกว่า (225 °C – 250 °C) เมื่อเทียบกับเส้น TPU ที่มีความนิ่มน้อยกว่า เช่น MatterHacker’s Pro Series TPU (220 °C – 240 °C)
แน่นอนว่าผู้ผลิตแทบทุกรายจะมีข้อมูลทางเทคนิค (technical data sheet -TDS) ให้ดาวน์โหลดมาดูที่เว็บของผู้ผลิต บางเจ้ามีโปรไฟล์เครื่องพิมพ์ที่จะใช้ให้ด้วย สะสดวสบายจริง ๆ
| ยี่ห้อ และชื่อสินค้า | อุณหภูมิหัวฉีด (ºC) | ชนิดของแผ่นรองพิมพ์ | อุณหภูมิแท่นพิมพ์ (ºC) | พัดลมระบายความร้อน |
| Overture High Speed TPU | 200 – 240 | Textured PEI, ติด Blue Tape, +กาว | 25 – 60 | เปิด |
| Extrudr TPU Flex Hard CF | 230 – 260 | ไม่ระบุ, ไม่ต้องทากาว | 50 – 90 | 0-30% |
| Bambu Lab Red TPU for AMS | 220 – 240 | Textured PEI, Smooth PEI, +กาว | 30 – 35 | เปิด |
| Prusament TPU 95A Natural | 230 ±10 | PA Nylon, PP, Satin, Textured, PEI smooth (+กาว) | 65 ±10 | 30 – 50% |
| NinjaTek Eel TPU | 220 – 230 | กาว | อุณหภูมิห้อง – 45°C | เปิด |
จะเห็นว่าทั้ง 5 ยี่ห้อข้างบน ค่าการพิมพ์แตกต่างกันอย่างมาก
ทดสอบการพิมพ์ และแก้ปัญหา

แน่ละ แม้จะใช้อุณหภูมิตามที่ผู้ผลิตแนะนำแล้วก็เถอะ คุณก็ยังอาจจะเจอปัญหาเกี่ยวกับอุณหภูมิอยู่ดี เนื่องจากวัสดุพิมพ์ 3D มักจะอ่อนไหวต่ออุณหภูมิที่เปลี่ยนแปลงไปเกินกว่า 5 องศา มันจะมีสัญญาณเตือนสองแบบที่บอกว่าคุณอาจจะต้องเพิ่ม หรือลดอุณหภูมิ ซึ่งอาจจะต้องทำการพิมพ์โมเดลทดสอบดู
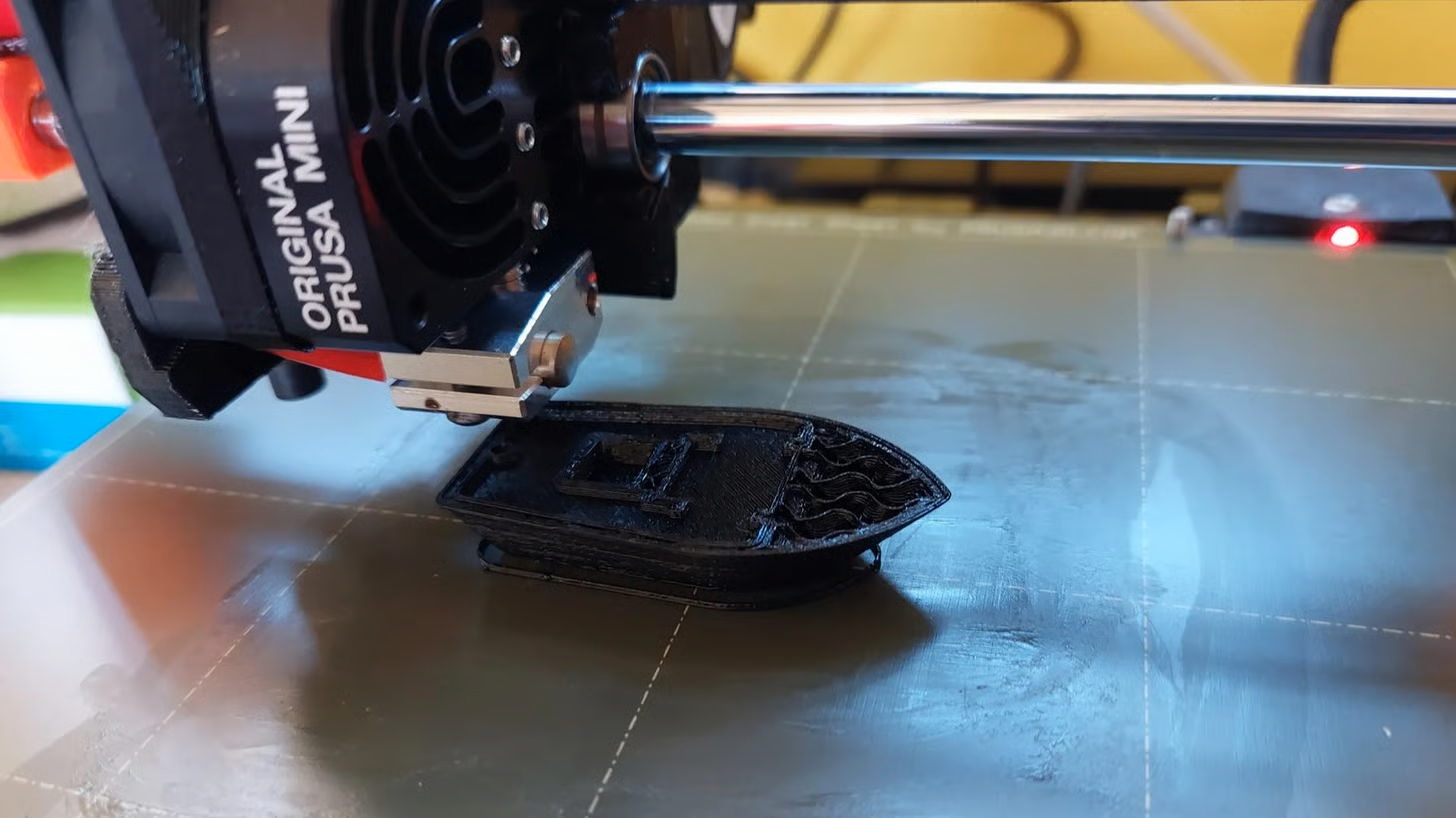
เส้นออกน้อยเกินไป (Under-Extrusion)
ปัญหาที่เจอส่วนใหญ่ หรือเกือบทั้งหมดในการพิมพ์ TPU คือการที่หัวฉีด ฉีดเส้นออกมาน้อยเกินไป จะแสดงให้เห็นจากการที่มีช่องว่างในเนื้องาน มีเสียงคลิก ๆ ในชุดหัวพิมพ์ เส้นพลาสติกถูกขูดเป็นฝอย ซึ่งเป็นสัญญาณของอาการ Under-Extrusion อาจเกิดจากอุณหภูมิต่ำเกินไป จนละลายพลาสติกไม่ทัน เลเยอร์ก็จะไม่ติดกันด้วย ถ้าเจออาการนี้ให้เพิ่มอุณหภูมิขึ้นทีละ 5 องศา
อีกสาเหตุหนึ่งคือการป้อนเส้นไม่ถูกต้อง (โปรดดูข้างล่าง) ดังนั้นอย่าลืมเช็คส่วนนี้ด้วย
เส้นออกมากเกินไป (Over-Extrusion)
ในทางตรงกันข้าม มีวัสดุถูกฉีดออกมามากเกินไปจนเกิดตุ่ม หรือก้อนบนผิวงาน ซึ่งรอยพวกนี้เกิดจากการตั้งอุณหภูมิสูงเกินไป ทำให้วัสดุไหลออกจากหัวฉีดเร็วเกินกว่าที่หัวฉีดจะเคลื่อนที่ไป หากเจออาการนี้ให้ลดอุณหภูมิลง
หรืออีกทางหนึ่งคือเพิ่มความเร็วของหัวพิมพ์ก็อาจจะแก้ปัญหานี้ได้ ต้องลองทีละอย่าง
ทั้งอาการเส้นออกน้อย และมากเกินไป การปรับอุณหภูมิให้ปรับทีละ 5 องศา จนกว่าปัญหาจะหมดไป ถ้าเพิ่มมากกว่า 5 องศา อาจเป็นการชดเชยที่มากเกินไปจนกลายเป็นปัญหาอื่นตามมา คุณอาจจะปรับระหว่างการพิมพ์ หรือพิมพ์งานทดสอบชิ้นเล็ก ๆ ที่อุณหภูมิต่าง ๆ เพื่อเปรียบเทียบก็ได้
การพิมพ์ ทาวเวอร์สำหรับทดสอบอุณหภูมิ เป็นวิธีที่เร็วในการปรับอุณหภูมิของเครื่องในการพิมพ์ที่อุณหภูมิต่าง ๆ โดยไม่ต้องพิมพ์ทีละชิ้น
TPU ชอบให้มีฐานความร้อน
ถึงแม้ว่าอุณหภูมิหัวฉีดจะมีผลกับการฉีดเส้น แต่อุณหภูมิที่ฐานก็มีผลกับการเกาะติดกับแท่นพิมพ์เหมือนกัน และเราสามารถปรับให้โมเดลติดกับฐานแน่นแค่ไหนได้ด้วย โดยเฉพาะชั้นแรก ๆ
ผู้ผลิตเส้นพลาสติกส่วนใหญ่จะแนะนำให้ใช้ฐานความร้อนในการพิมพ์ TPU ถ้าไม่มีฐานความร้อนอาจจะทำให้โมเดลหลุดจากแท่นได้ ดังนั้นจึงควรมีฐานความร้อนเอาไว้ อุณหภูมิฐานที่ควรใช้อยู่ระหว่าง 30°C และ 60°C อย่างไรก็ตามอุณหภูมิที่ฐานพิมพ์จะไม่มีผลกับโมเดลมากเท่ากับอุณหภูมิหัวฉีด และคุณอาจจะไม่สังเกตเห็นความแตกต่างในโมเดลนัก ตราบใดที่ตั้งอุณหภูมิที่ต่ำที่สุดที่จะไม่ทำให้เกิดการยกตัวจากแท่นพิมพ์
สิ่งที่ต้องเป็นห่วงในการหาอุณหภูมิที่เหมาะสมคือสภาวะแวดล้อม หากเครื่องพิมพ์ตั้งอยู่ในสภาพอากาศที่เย็น ควรปรับอุณหภูมิให้สูงขึ้น หรือไม่อย่างนั้นก็ต้องใช้เครื่องที่ปิดมิดชิด เพื่อรักษาอุณหภูมิรอบ ๆ เครื่องพิมพ์
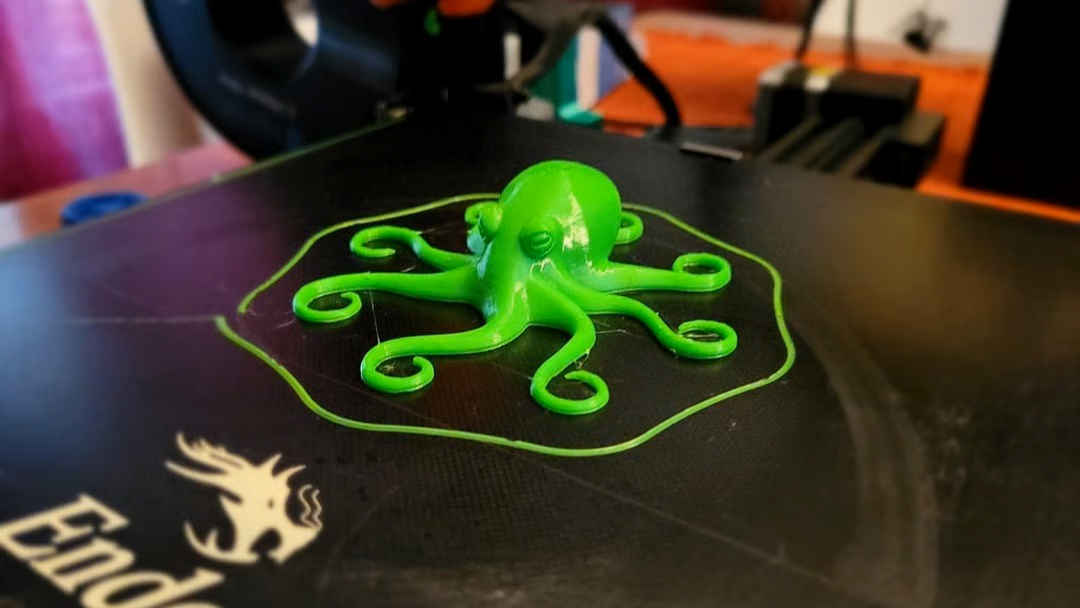
จะทำให้งานพิมพ์ TPU ติดกับฐานได้อย่างไร
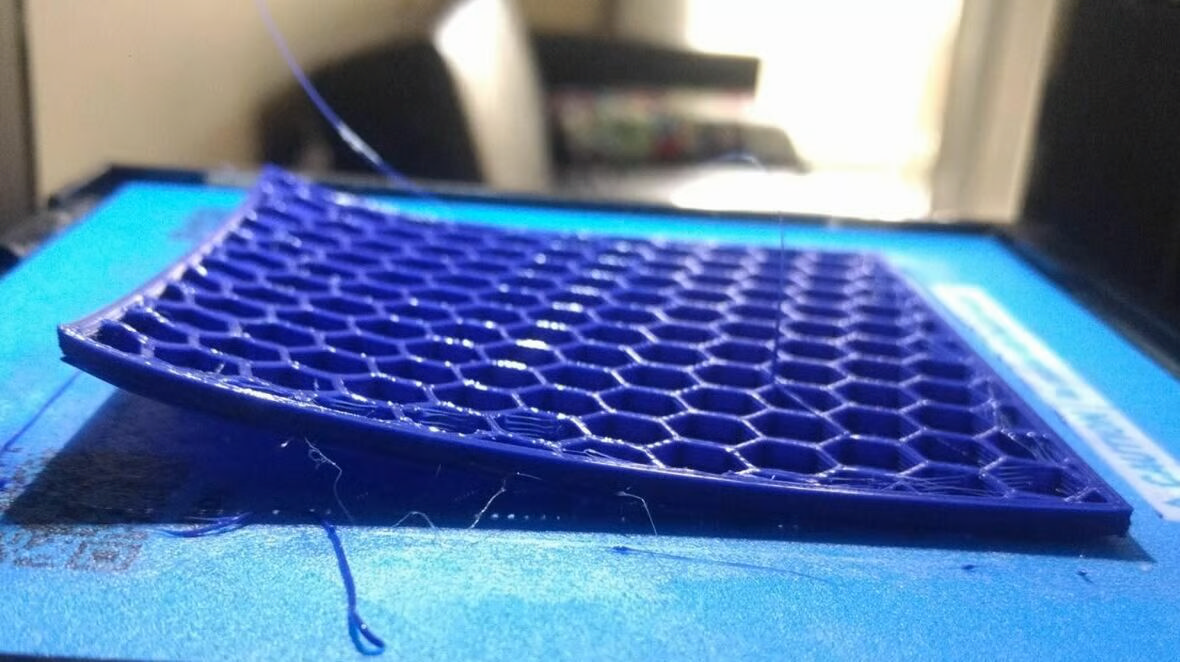
อาการที่เห็นได้ชัดจากการตั้งอุณหภูมิฐานพิมพ์ไม่ถูกต้องคืองานไม่ติดฐาน ซึ่งมันจะค่อย ๆ เผยอออก แล้วหลุดไปจากฐานพิมพ์ ปกติจะเริ่มจากมุมของงาน การป้องกันง่าย ๆ คือเพิ่มอุณหภูมิของฐานพิมพ์ ช่วยให้ชั้นแรก ๆ ติดกับฐานพิมพ์ได้ดี การใช้กาวแท่งก็ช่วยได้ และใช้ได้ดีกับ TPU
สิ่งที่ตรงกันข้ามกับการยกตัว และเป็นสัญญาณว่าต้องปรับอุณหภูมิของแท่นพิมพ์แล้วก็คืออาการเท้าช้าง หรือ elephant’s foot จะมีลักษณะคือส่วนที่งานพิมพ์สัมผัสกับแท่นพิมพ์บวมออกมา ใหญ่กว่าตัวโมเดล อาการเหมือนการฉีดพลาสติกมากเกินไป แก้ไขได้โดยลดอุณหภูมิของแท่นพิมพ์ลง
เช่นเดียวกับการปรับอุณหภูมิของหัวฉีด การปรับอุณหภูมิแท่นพิมพ์ให้ปรับทีละ 5°C เพื่อไม่ให้มากเกินไปจนเกิดปัญหาอื่นตามมา
TPU ชอบลมพัดเบา ๆ
ไม่เหมือนกับการพิมพ์วัสดุแข็ง การตั้งค่าพัดลมระบายความร้อน ไม่ได้มีผลกับงานพิมพ์มากนัก แม้ว่าการเปิดพัดลมแรงเกินไปจะทำให้เลเยอร์ไม่แข็งแรง แต่ก็จำเป็นต้องเปิดเพื่อป้องกันการเกิดเส้นใยแมงมุม
เป็นการดีที่จะปิดพัดลมขณะที่พิมพ์เลเยอร์แรก เพื่อให้การยึดเกาะของวัสดุกับฐานดีขึ้น จากนั้นตั้งพัดลมให้อยู่ในระดับต่ำ ถึงปานกลางสำหรับการพิมพ์งานทั่วไป ถ้าพบว่ามีปัญหาเรื่องความแข็งแรงของเลเยอร์ ก็ให้ลดความเร็วพัดลมลง หรือปิดไปเลย
ในทางตรงกันข้าม บางส่วนของโมเดล เช่น overhangs หรือ bridges จะได้ประโยชน์จากการเร่งพัดลมระบายความร้อน บางส่วนของโมเดลที่ว่านั้นค่อนข้างจะพิมพ์ด้วย TPU ยากอยู่แล้ว ขอแนะนำให้ลดความเร็วลง และเพิ่มอุณหภูมิขึ้นเล็กน้อยจะช่วยได้
ยังมีปัญหาอยู่อีกใช่มั้ย มาดูว่าแก้ไขอะไรได้อีก

เอาเป็นว่าคุณได้ลองปรับอุณหภูมิทั้งที่หัวฉีด และฐานพิมพ์แล้วก็ตาม แต่งานที่พิมพ์ออกมาก็ยังไม่ได้ดั่งใจ จะมีตรงไหนที่จะช่วยได้อีก?
บางครั้งปัญหาที่เกิดอาจจะดูเหมือนเกี่ยวกับการตั้งอุณหภูมิ แต่ก็อาจจะไม่ใช่ ปัญหาหลายอย่างเช่น หัวพิมพ์ตันเป็นบางส่วน การที่ไม่ได้คาลิเบรทหัวพิมพ์ และโดยเฉพาะอย่างยิ่งเส้น TPU ที่ชื้นทำให้เกิดปัญหาของงานพิมพ์ได้เช่นเดียวกับการตั้งอุณหภูมิผิดพลาด TPU เป็นวัสดุที่ดูดซับความชื้นจากอากาศได้ดีพอสมควร ดังนั้นการอบเส้นให้แห้งสนิทก่อนพิมพ์จึงมีความสำคัญ ไม่อย่างนั้นผิวของงานพิมพ์จะดูหยาบมาก
ปรับแต่งค่าการดึงเส้นกลับ (retraction settings) มีผลอย่างมากที่จะทำให้งานพิมพ์ดูดี retraction ในการพิมพ์ 3D เป็นการช่วยลดการเกิดเส้นใยแมงมุมบนผิวงาน โดยการดึงหรือถอยเส้นกลับไปขณะที่หัวพิมพ์ย้ายตำแหน่งไปเริ่มพิมพ์จุดอื่น ทำให้แรงอัดในหัวพิมพ์ลดลง พลาสติกจะไม่เยิ้มออกมาเลอะในจุดอื่นของชิ้นงาน
เนื่องจากเส้น TPU ยืดได้ การที่เครื่องดึงเส้นกลับ และดันเส้นลงมาทำให้เกิดอาการเส้นออกมาน้อย หรือมากเกินไป TPU ไม่สามารถถอยกลับได้เร็วเหมือน PLA ดังนั้นจึงต้องปรับความเร็วในการดึงเส้นกลับ“retraction speed”ตามที่ผู้ผลิตเส้นแนะนำ หรือระหว่าง 10-20 mm/s สำหรับ TPU ทั่วไป และ 20–40 mm/s สำหรับ high-speed TPU
อีกจุดหนึ่งในการตั้งค่าคือ “retraction distance.” หรือระยะถอยกลับ จะขึ้นอยู่กับแต่ละยี่ห้อ แต่โดยทั่วไปแล้วจะใช้อยู่ที่ 0-1mm หรือถ้าเป็นแบบ high speed จะใช้ 1-3 mm
ลองเปิดใช้งาน และปรับแต่งการดึงเส้นกลับในช่วงของการสั่งพิมพ์ใน slicer ถ้าปรับได้ถูกต้อง ปัญหาการเกิดเส้นใยแมงมุม หรือปุ่มปม และที่เกี่ยวกับการฉีดเส้นก็จะหมดไป

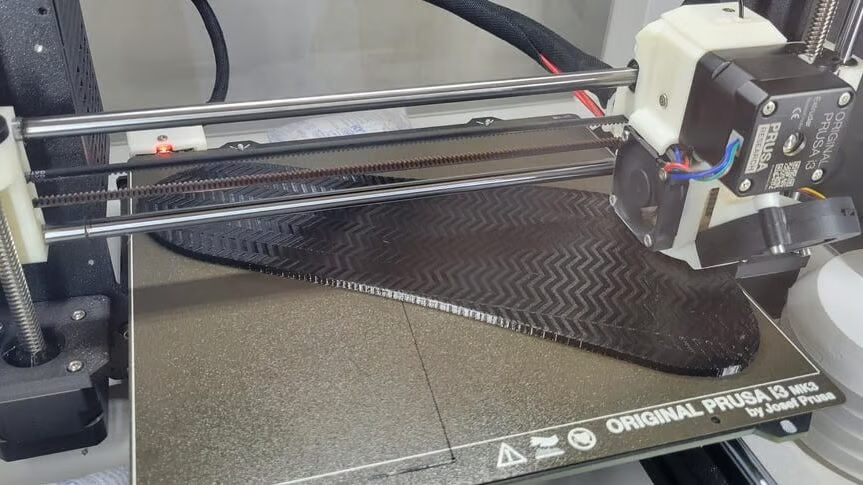
ปรับเปลี่ยนวิธีการป้อนเส้น
ในการพิมพ์เส้น TPU ความแตกต่างของเครื่องพิมพ์ชนิด direct drive และ Bowden มีความสำคัญ เพราะเส้น TPU นั้นนิ่ม ยืดหยุ่น และถูกอัดได้ง่าย
เครื่องพิมพ์ชนิด direct drive จะมีมอเตอร์ขับเส้นอยู่ที่หัวพิมพ์เลย ในขณะที่ Bowden จะมีมอเตอร์ขับเส้นอยู่ที่โครงเครื่อง แล้วดันเส้นพลาสติกผ่านท่อเทฟล่อนยาว ๆ ไปยังหัวฉีด ทำให้มีโอกาสที่เส้นถูกอัดอยู่ในท่อได้ง่าย
แต่ก็ไม่ใช่ว่าเครื่องชนิด direct drive แบบ Bambu Lab จะไม่มีปัญหา จะต้องมีการปรับแต่งตามที่ Bambu Lab แนะนำเพื่อให้การป้อนเส้น TPU สมบูรณ์แบบที่สุด การปรับเปลี่ยนตามภาพด้านบน จะช่วยให้เส้น TPU หย่อนลงไปตรงหัวพิมพ์โดยตรงซึ่งเป็นสิ่งที่ Bambu Lab แนะนำ
-
 Tool Changer
Tool ChangerH2C Combo เครื่องพิมพ์ 3มิติ Vortek 7หัวพิมพ์ รองรับ 24สี ตัวท็อปสุดวงการ
97,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -
 Hot
HotBambu PLA Lite : วัสดุเส้นพลาสติก PLA Lite แท้พร้อม RFID Auto Setting 1Kg with Reusable Spool และ Refill (ใช้กับ 3D Printer ยี่ห้ออื่นได้)
Price range: 350.00 ฿ through 450.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Bambu PETG Translucent : เส้นพลาสติกโปร่งแสง RFID 1Kg with Reusable Spool และ Refill (ใช้กับ 3D Printer ยี่ห้ออื่นได้)
Price range: 450.00 ฿ through 550.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Bambu Lab H2D | 3D Printer 2หัวฉีด 350 x 320 x 325มม รองรับเลเซอร์ Cutter Plotter
Price range: 69,900.00 ฿ through 79,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page