

{kind=link}
ในการพิมพ์ด้วยพลาสติกยอดนิยมอย่าง PLA มักเจอปัญหาการพิมพ์แล้วชิ้นงานไม่ติดฐานพิมพ์ จนเป็นเรื่องปกติ แต่เรามีข้อแนะนำ 6 วิธีง่าย ๆ ที่จะกำจัดปัญหานี้ออกไป
ในแวดวงการพิมพ์สามมิติ ทุกคนน่าจะรู้จัก และเคยใช้พลาสติก PLA กันอย่างแน่นอน เพราะมันพิมพ์ง่าย แต่บางครั้งก็สร้างปัญหาให้ปวดหัวเหมือนกัน
ความท้าทายอยู่ที่การพิมพ์ชั้นแรก ๆ ที่ต้องมีการตรวจสอบอย่างใกล้ชิด เพราะชั้นแรกเป็นรากฐานของความสำเร็จในการพิมพ์งานชิ้นนั้น ดังนั้นมันจึงต้องติดกับฐานพิมพ์อย่างดี
ปัญหานี้รบกวนการทำงานอย่างมาก แต่ก็สามารถแก้ไขได้ง่าย ๆ ต่อไปนี้เราจะเสนอทางออกในการแก้ไขปัญหาที่การพิมพ์ชั้นแรกของ PLA ไม่ติดกับฐานพิมพ์ และจริง ๆ แล้วปัญหานี้ก็ไม่ได้เกิดกับ PLA เท่านั้น ดังนั้นจึงสามารถนำวิธีการเหล่านี้ไปแก้ปัญหากับพลาสติกชนิดอื่นได้ด้วย
1 ปรับระดับแท่นพิมพ์
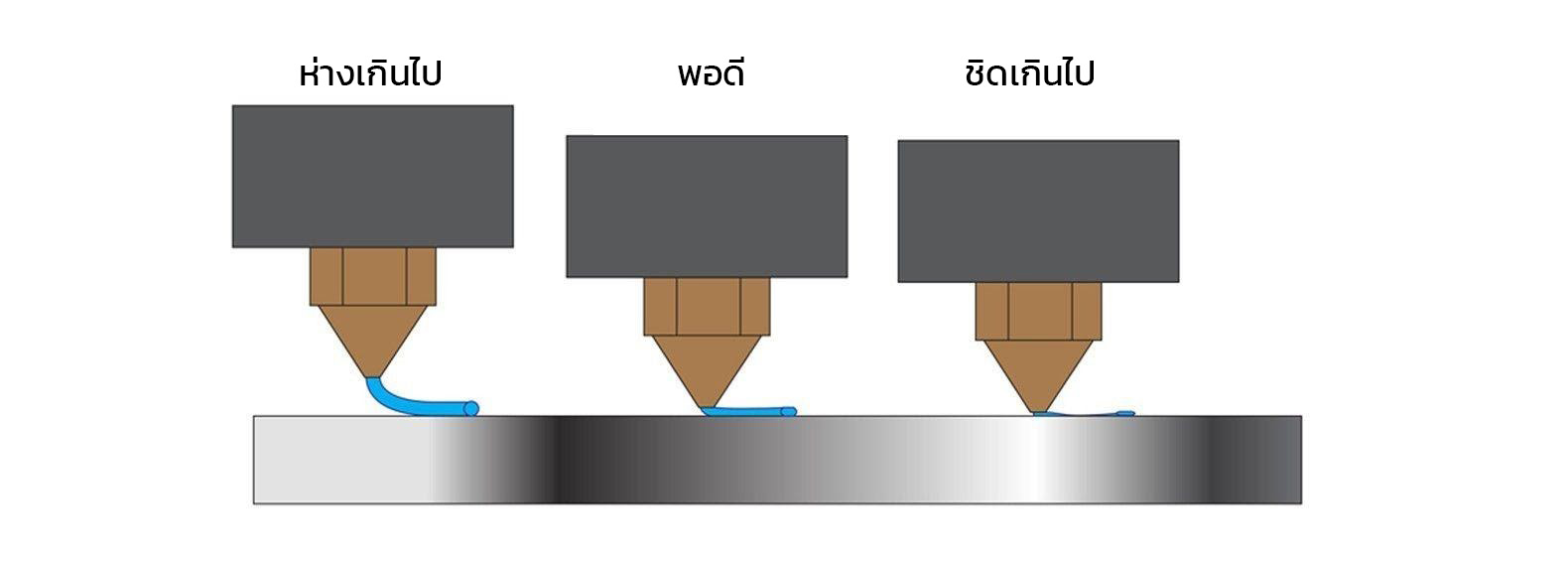
สำหรับเครื่องพิมพ์ 3D โดยทั่วไป การปรับระดับแท่นพิมพ์นับเป็นสิ่งแรกที่จะต้องนึกถึงเมื่อเกิดปัญหานี้ การปรับระดับแท่นพิมพ์นี้โดยนัยแล้วคือการปรับระยะห่างระหว่างหัวฉีด และฐานพิมพ์ให้มีระยะพอดี และเท่ากันทุกจุดบนฐานพิมพ์ ซึ่งระยะห่างนี้หากชิดเกินไปจะทำให้เส้นพลาสติกไม่สามารถไหลออกมาได้ หรืออาจจะทำให้หัวฉีดขูดแท่นพิมพ์ได้ แต่ถ้าระยะห่างมากเกินไปเส้นพลาสติกที่ฉีดออกมาจะลอยกลางอากาศ ไม่ติดกับฐานพิมพ์ ซึ่งระยะที่พอเหมาะคือเท่ากับความหนาของกระดาษ A4
ในปัจจุบันวิธีการปรับระดับฐานพิมพ์จะมีอยู่ 2 แบบคือแบบปรับอัตโนมัติ และปรับด้วยมือ
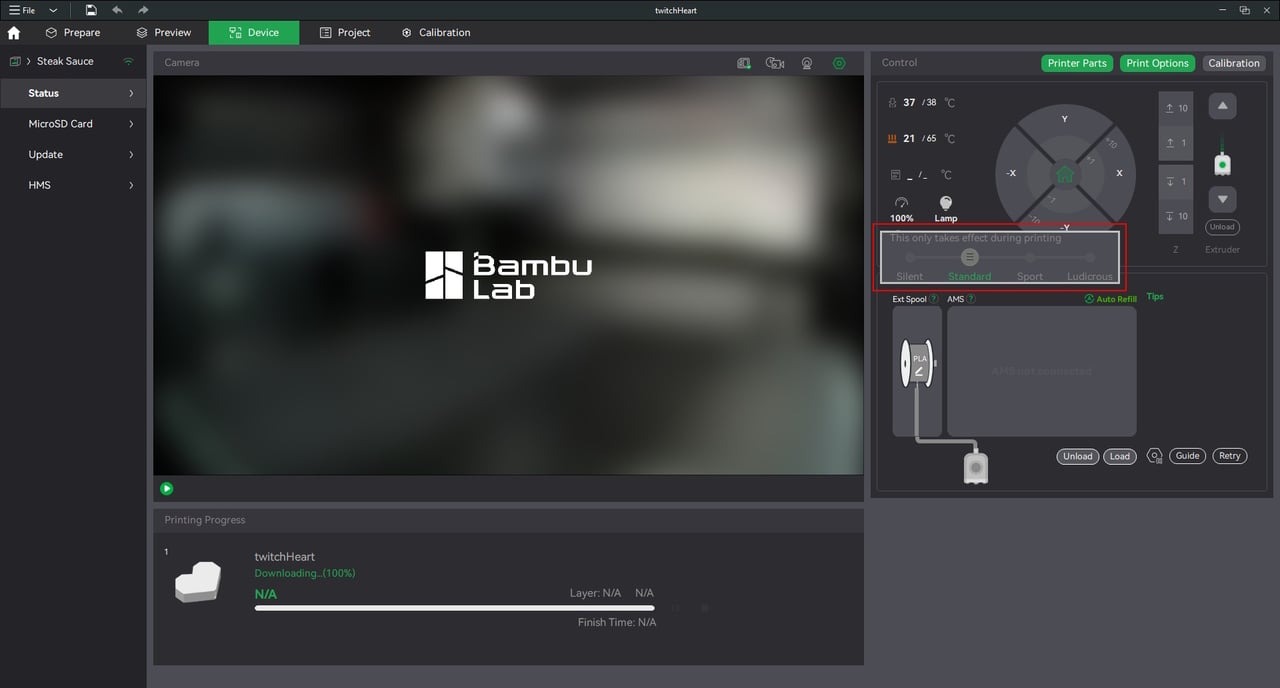
การปรับแบบอัตโนมัติ ซึ่งมักจะมีเป็นคุณสมบัติพื้นฐานในเครื่องพิมพ์ 3D รุ่นใหม่ ๆ โดยจะมีเซนเซอร์ หรือสวิทซ์ที่จะคำนวณค่าชดเชย ซึ่งจะทำให้หัวฉีดมีระยะห่างจากฐานพิมพ์เท่า ๆ กันตลอดทั่วทั้งฐานพิมพ์ การปรับแบบอัตโนมัตินี้ง่าย และสะดวกมาก แค่กดคำสั่งที่หน้าเครื่องพิมพ์ หรือใน slicer บางตัวเช่น Bambu Studio ก็สามารถสั่งให้เครื่องทำการปรับระดับก่อนเริ่มพิมพ์ได้เลย สำหรับเครื่องพิมพ์รุ่นเก่า ก็สามารถติดตั้งเซนเซอร์เช่น BL-Touch ก็สามารถทำการปรับระดับอัตโนมัติได้ด้วย
การปรับระดับด้วยมือมักเป็นเครื่องรุ่นก่อนหน้าที่จะมีปุ่มลูกบิดอยู่ที่ใต้ฐานพิมพ์ เพื่อหมุนปรับฐานให้ได้ระดับ วิธีการปรับระดับเริ่มจากการสั่งให้หัวฉีดย้ายไปยังตำแหน่ง Home ซึ่งมักจะตรงกับตำแหน่งลูกบิด แล้วทำการปรับระดับให้มีระยะห่างที่เหมาะสมเท่ากันในทุก ๆ จุด สามารถอ้างอิงจากคู่มือการใช้เครื่อง ฟังดูอาจจะรู้สึกว่ายาก แต่จริงๆ แล้วง่ายกว่าที่คิดเยอะ
เครื่องรุ่นใหม่ที่มีระบบปรับฐานพิมพ์อัตโนมัติมักจะไม่มีลูกบิดใต้ฐานมาให้แล้ว ในกรณีที่ฐานพิมพ์ปรับระดับแล้ว แต่ยังต้องการปรับเพิ่มเติมก็จะมีความลำบากมากขึ้นด้วย
2 ปรับค่า Z Offset

ถึงแม้ว่าเราจะปรับระดับฐานพิมพ์อย่างดีแล้ว ทั้งแบบอัตโนมัติ หรือปรับด้วยมือ Z offset ที่ไม่ถูกต้องก็มีผลกับการพิมพ์ให้ติดฐานเช่นเดียวกัน
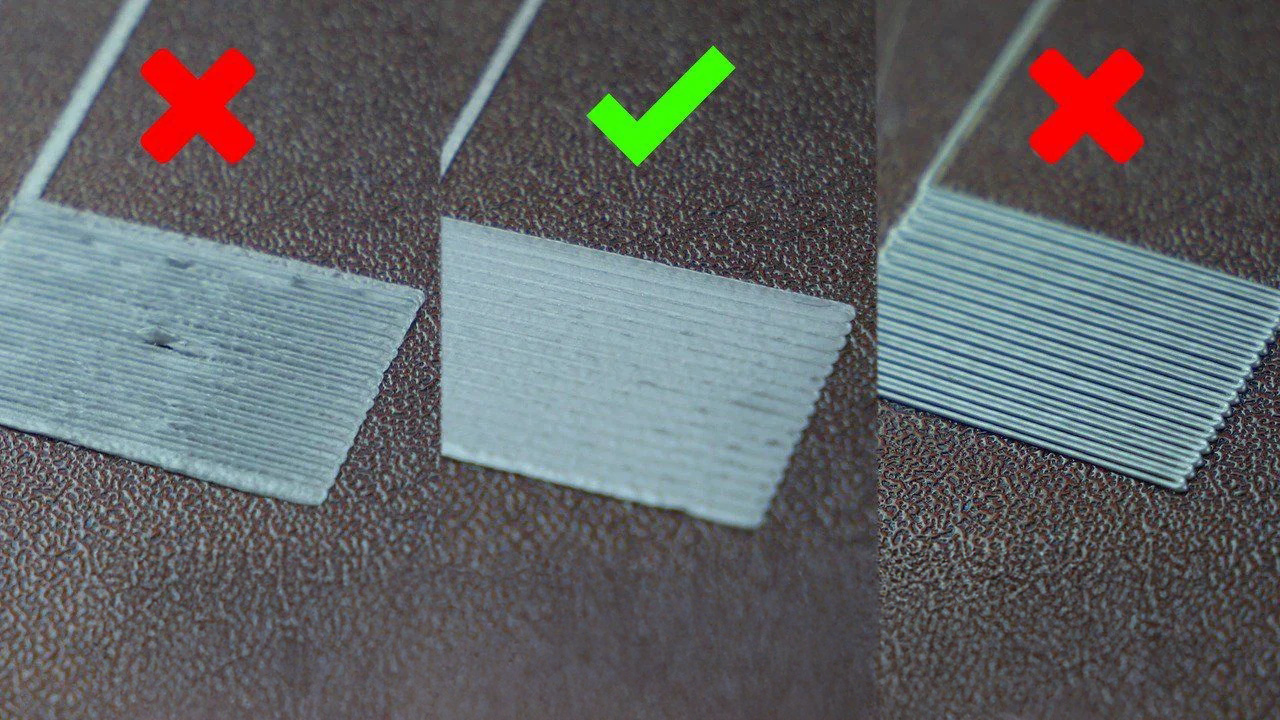
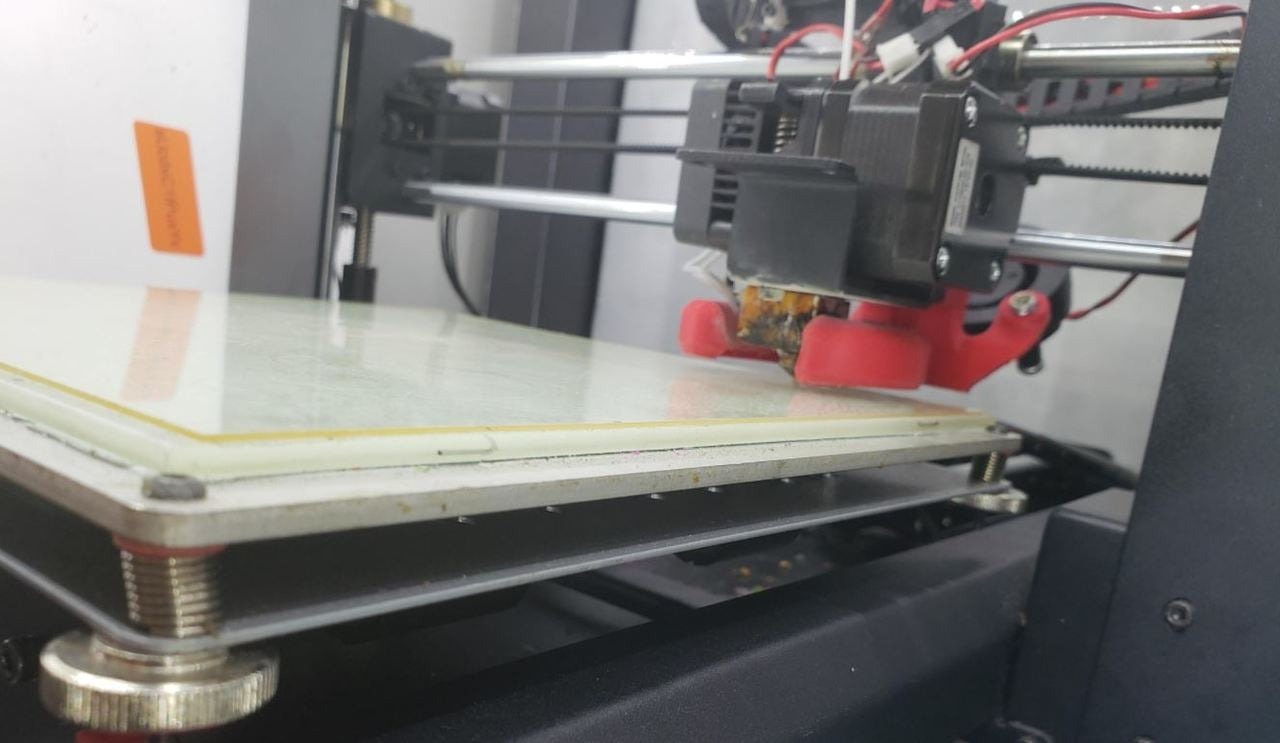
สำหรับผู้ที่ไม่คุ้นเคยกับคำว่า Z offset คือระยะห่างระหว่างหัวฉีดและฐานพิมพ์ดังที่กล่าวไปแล้วว่าระยะห่างที่มากไปหรือน้อยไปมีผลร้ายกับงานพิมพ์แน่นอน วิธีการดูลักษณะของเส้นที่ถูกฉีดออกมาบนฐานพิมพ์ว่าดีหรือไม่ดีดูได้จาก หากเส้นมีลักษณะแบนมีพลาสติกล้นออกมาด้านข้างของเส้นพลาสติก นั่นหมายความว่าหัวฉีดชิดกับฐานมากเกินไป จนบางครั้งอาจจะไม่มีเส้นพลาสติกออกมาเลย หากเส้นที่ถูกฉีดออกมามีลักษณะกลมนูน แปลว่าหัวฉีดอยู่ห่างเกินไปต้องปรับให้ชิดกว่านี้ ลักษณะเส้นที่เหมาะสมคือจะมีหลังแบน และระหว่างรอยต่อของเส้นถัดไปจะเรียบเสมอกัน ไม่มีร่องลึก หรือเนื้อพลาสติกปลิ้นออกมา
ในบางเครื่องสามารถปรับจากหน้าจอระหว่างพิมพ์ได้ ให้ลองปรับจนกว่าจะได้ผลเป็นที่น่าพอใจ
3 ทำความสะอาดฐานพิมพ์
ฐานพิมพ์ที่สกปรกส่งผลร้ายต่อการติดของเลเยอร์แรก ฝุ่น สิ่งสกปรก มักจะทำให้ฐานพิมพ์ไม่เรียบ และบางอย่างเราก็มองไม่เห็นเช่น น้ำมันจากมือของเราเอง ฝุ่น คราบสกปรก คราบกาว และอื่น ๆ ที่ค้างอยู่บนฐานพิมพ์ ก็ก่อเกิดปัญหาได้เหมือนกัน
การทำความสะอาดฐานพิมพ์ก็ง่ายมาก แค่ใช้ผ้าชุบน้ำหมาด ๆ เช็ดให้ทั่วฐานพิมพ์ แล้วปล่อยให้แห้งสนิท หรือจะใช้อะซีโตน หรือแอลกอฮอล์ IPA 70% เช็ดในกรณีที่สิ่งสกปรกติดแน่น
โปรดระลึกไว้เสมอว่าสารทำความสะอาดแต่ละชนิดไม่ได้เหมาะกับฐานพิมพ์ทุกชนิด ฐานพิมพ์อาจจะทำจากวัสดุหลายอย่าง ซึ่งต้องการสารทำความสะอาดที่เหมาะสม ตัวอย่างเช่น อะซีโตนทำละลายพลาสติกเช่น PEI ไม่ว่าผิวเรียบ หรือหยาบ ต้องระวังไว้ก่อนเสมอ หากจะใช้ก็ให้ผสมอะซีโตนกับน้ำเพื่อเจือจาง แล้วทดลองกับพื้นที่เล็ก ๆ ก่อน
4 ใช้กาวช่วยยึดเกาะ

ถ้าคุณยังไม่เคยลอง ขอแนะนำให้ใช้กาวเพื่อเพิ่มการยึดเกาะ มันช่วยให้การพิมพ์เลเยอร์แรกติดได้ดีขึ้นมาก และยังยึดได้อยู่จนงานพิมพ์เสร็จ
ยังมีตัวเลือกอีกหลายชนิดที่จะช่วยให้การยึดเกาะดีขึ้นเช่น แผ่น Kapton, Blue tape, กาวแท่ง หรือสเปรย์รักษาทรงผม หรือจะใช้สารยึดเกาะโดยเฉพาะเช่น 3D Gloop! หรือ Magigoo. เมื่อทากาวหรือสารยึดเกาะลงบนฐานพิมพ์ให้ทาหรือพ่นให้ทั่ว และหนาบางเท่ากันทั่วทั้งฐานพิมพ์ จำไว้ว่าการทากาวหนาเกินไปไม่ใช่ผลดี อาจทำให้แย่ลงด้วยซ้ำ และเศษที่เหลือจะค้างอยู่บนฐานพิมพ์
กาวแท่งที่เราใช้ประจำและให้ผลดีได้แก่กาวของ Scotch สีเขียว และ ตราช้าง
5 ปรับแต่งในโปรแกรม Slicer

หลังจากปรับแต่งทางด้านกายภาพของเครื่องพิมพ์แล้ว Slicer ก็เป็นอีกจุดหนึ่งที่ต้องพิจารณาต่อไป การตั้งค่าการพิมพ์บางอย่างก็มีผลต่อการพิมพ์เลเยอร์แรกให้ติดดี ซึ่งรวมถึงอุณหภูมิฐานพิมพ์ ความเร็วในการพิมพ์เลเยอร์แรก และตัวช่วยเช่น brim หรือ raft
ในการปรับเปลี่ยนค่าต่าง ๆ ใน Slicer ให้ปรับทีละค่า ไม่อย่างนั้นเราจะตรวจสอบได้ยากว่าค่าไหนที่ปรับแล้วเป็นผลดีในการแก้ปัญหา
อุณหภูมิฐานพิมพ์
การตั้งค่าความร้อนที่ฐานที่ถูกต้องมีผลดีอย่างมากกับการยึดติด สำหรับ PLA ให้เริ่มต้นที่ 55°C แล้วเพิ่มทีละ 5°C จนถึง 70°C ถ้าอยู่ในภูมิอากาศหนาวก็อาจจะเพิ่มไปอีก 5°C แต่อย่าตั้งอุณหภูมิให้สูงเกินไป จะทำให้การแกะชิ้นงานยากขึ้น
หากคุณปรับอุณหภูมิจนถึง 70°C แล้วยังมีปัญหาอยู่ คงต้องหาวิธีแก้ทางอื่นแล้ว
ความเร็วในการพิมพ์
ค่าต่อไปที่ต้องตรวจสอบก็คือความเร็ว ให้ดูที่ first layer speed หรือ initial layer speed ซึ่งจะอยู่ในส่วนของการปรับแต่งทั่วไป และหัวข้อย่อย Speed โดยจะกำหนดค่าเป็น มม./วินาที ให้ตั้งค่า first layer speed หรือ initial layer speed เป็น 25 มม./วินาที และสามารถปรับขึ้นทีละ 5 มม./วินาที หากจำเป็น
Brim & Raft
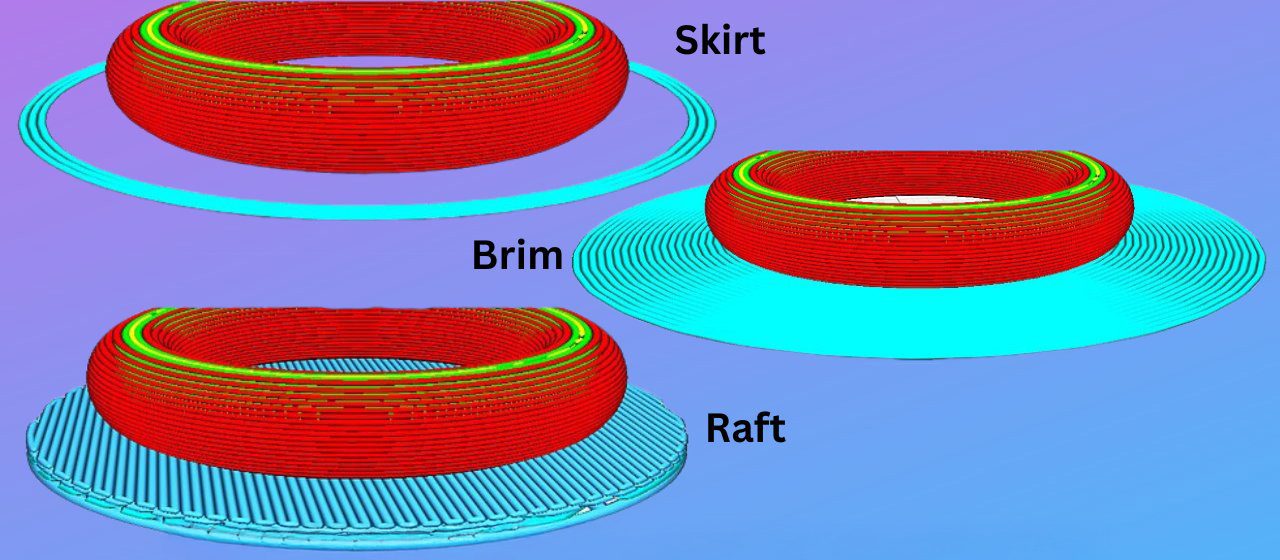
อีกจุดหนึ่งที่สามารถช่วยเพิ่มการยึดเกาะได้คือ Brim และ Raft บาง Slicer จะเพิ่ม Skirt ให้อัตโนมัติ ซึ่งมันจะช่วยบอกว่างานนั้นจะติดฐานได้ดีแค่ไหนก่อนเริ่มพิมพ์ตัวงาน แต่ตัวมันเองไม่ได้ช่วยให้งานติดกับฐานแต่อย่างใด
Brim คือเส้นรอบรูปที่ติดกับตัวชิ้นงาน ในขณะที่ Raft จะเป็นแท่นรองให้กับงานทั้งชิ้น ก่อนที่จะเริ่มพิมพ์ชิ้นงาน Raft จะใช้เวลา และปริมาณพลาสติกพอสมควร โดยเฉพาะอย่างยิ่งเวลาพิมพ์งานขนาดใหญ่ ดังนั้นเราจึงอยากแนะนำว่าให้ลองใช้ Brim ก่อน ถ้ายังไม่ได้ผลค่อยใช้ Raft
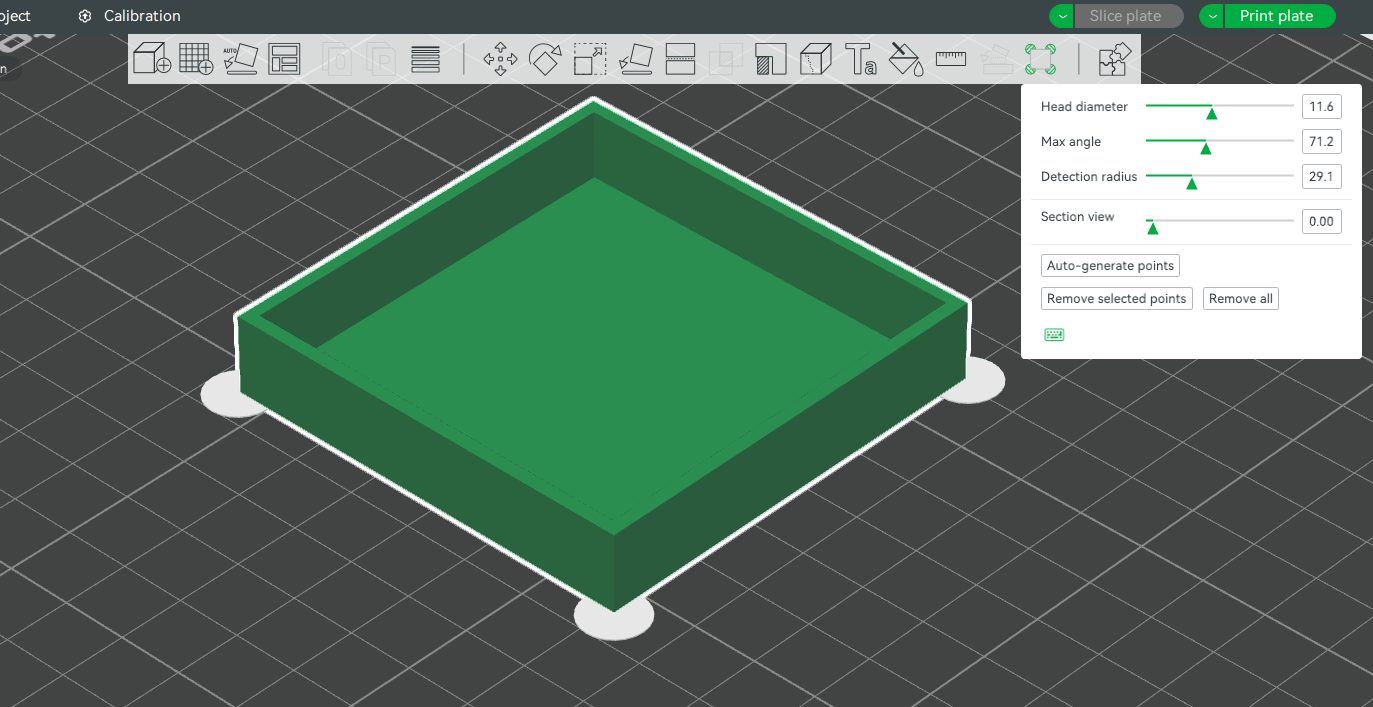
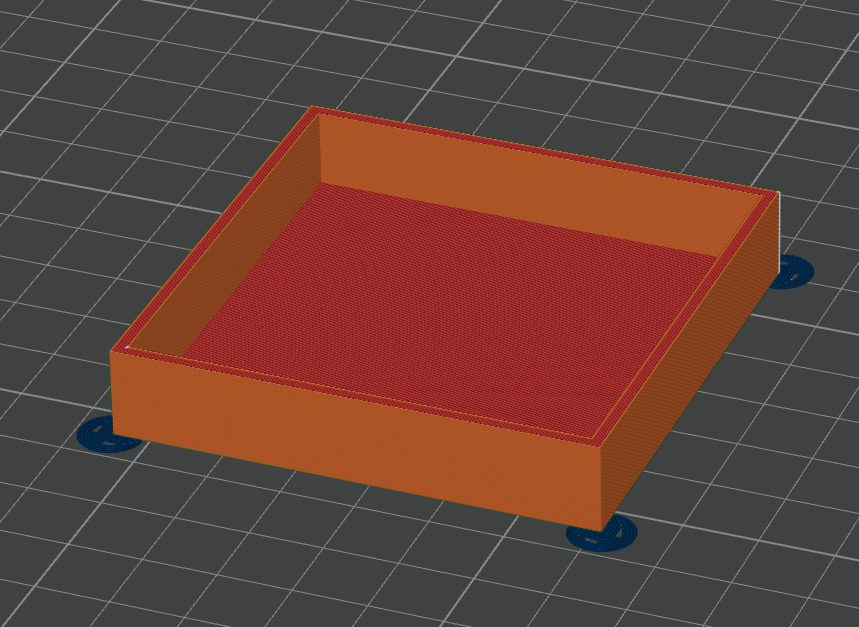
อีกปัญหาหนึ่งที่มักจะเจิเวลาพิมพ์กล่องสี่เหลี่ยมก็คือมุมกล่องจะเผยอออกมา ทั้งนี้เนื่องจากตรงมุมจะเย็นตัวเร็วกว่าส่วนอื่นทำให้มันหดตัวจนหลุดออกมา มีวิธีแก้ไขง่าย ๆ โดยใส่ “หู” ให้มันตามภาพด้านล่างนี้
6 เปลี่ยนฐานพิมพ์
สุดท้ายแล้ว คุณอาจจะต้องเปลี่ยนฐานพิมพ์ใหม่ เพราะอย่างไรก็ตามฐานพิมพ์จะเสื่อมสภาพไปตามกาลเวลา และการใช้งาน และมันอาจจะเกิดการเสียรูป บิดเบี้ยว ในบางตำแหน่ง ฐานพิมพ์ทีเสียรูปไปแล้วยากต่อการปรับระดับ
จริง ๆ แล้วมีฐานพิมพ์หลายรูปแบบและวัสดุ เช่นแผ่นเหล็ก (แบบของ Prusa) กระจก หรือ polypropylene และอื่น ๆ สำหรับแผ่นกระจกจะมีหลายแบบเช่น กระจกทนไฟ (borosilicate glass) หรือกระจกเซรามิก
ไม่มีฐานรองพิมพ์ชนิดใดที่สมบูรณ์แบบที่สุด สำหรับ PLA กระจกนิรภัย หรือแผ่นเหล็กผิวเรียบก็เหมาะสมที่จะพิมพ์งานที่ดีออกมาได้แล้ว
ทั้งหมดที่กล่าวมานี้ก็น่าจะเพียงพอที่จะแก้ปัญหาการพิมพ์ PLA แล้วไม่ติกฐานพิมพ์ให้เพื่อน ๆ ได้ หากยังพบปัญหาอยู่โปรดติดต่อฝ่าย support ของ 3DD ได้เลยครับ