











")

3ดีดี จำหน่ายเครื่องพิมพ์3มิติ ,เครื่องปริ้น3มิติ, ทั้งระบบ เส้นพลาสติก FDM, เรซิ่น SLA, เลเซอร์บนผงโพลิเมอร์ SLS, สแกนเนอร์3มิติ และวัสดุในการขึ้นรูปชิ้นงาน PLA,ABS พร้อมให้คำแนะนำ สอนการใช้งาน 3D Printer, 3D Scanner อย่างครบวงจร เครื่องที่เราขายมีหลายยี่ห้อ เช่น Flashforge, Formlabs, Shining3D, Print3DD พร้อมบริการหลังการขาย / Showroom มีที่จอดรถมากมาย เดินทางสะดวก >>แผนที่<< สามารถดาวโหลด >>Catalog ได้ที่นี่<<
หากท่านไม่มีความรู้เรื่อง Digital Fabrication 3D Printer/ Scanner/ Laser เลยให้เริ่มที่นี่ครับ >>ทำความรู้จัก 3D Printer/Scanner<< >>ขอใบเสนอราคา<<
3D Printer – 3D Scanner – Laser – Material



สินค้าขายดี
-
 Bowden
BowdenVoxelab Aquila X3 FDM 3D Printer ใช้ง่าย ฟังชั่นเพียบ ไม่ถึงหมื่น
9,990.00 ฿ Add to cart -
 HotWifiDirect Drive
HotWifiDirect DriveFlashforge Adventurer 5M
14,900.00 ฿ – 19,900.00 ฿ Select options -
 HotWifiCamDirect Drive
HotWifiCamDirect DriveFlashforge Adventurer 5m Pro
24,900.00 ฿ – 29,900.00 ฿ Select options -
 WifiCamBowden
WifiCamBowdenFlashforge Adventurer4/4Pro อัพเกรดใหม่ พิมพ์เร็วขึ้นกว่าเดิม
31,900.00 ฿ Select options -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 3 Pro
99,900.00 ฿ Read more -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 4s
359,000.00 ฿ Add to cart -
 Hot8kLCD 3D Printer
Hot8kLCD 3D PrinterPhrozen Sonic Mini 8K s
15,900.00 ฿ Add to cart -
 WifiCam8kLCD 3D Printer
WifiCam8kLCD 3D PrinterPhrozen Sonic Mighty 8K 3D Printer LCD
43,600.00 ฿ Add to cart -
 HotLarge Size8kLCD 3D Printer
HotLarge Size8kLCD 3D PrinterPhrozen Sonic Mega 8K 3D Printer
109,000.00 ฿ Add to cart -
 BeginnerWifiInfraredColorHandheld Scan
BeginnerWifiInfraredColorHandheld ScanRevopoint POP 3 Handheld 3D Scanner with Color
29,900.00 ฿ Add to cart -
 BeginnerInfraredColorHandheld Scan
BeginnerInfraredColorHandheld ScanEinstar 3D Scanner เก็บสี Full Color สแกนกลางแจ้งได้
39,900.00 ฿ Read more -
 BeginnerColorLEDFixscan
BeginnerColorLEDFixscanEinScan-SE V2 3D Scanner
41,900.00 ฿ Add to cart
-
 HotLEDHybrid Scan
HotLEDHybrid ScanEinScan Pro HD Handheld สแกนระดับ Hi-Def
269,000.00 ฿ Add to cart -
 HotLaserLEDHandheld Scan
HotLaserLEDHandheld ScanEinScan HX – 3D Scanner Hybrid Blue Laser & Blue LED
359,000.00 ฿ Add to cart -

AoralScan3 Intra-oral Scan เครื่องสแกนเนอร์ในช่องปาก
โปรดสอบถามเพิ่มเติม Add to cart -
 HotCamengraveCutNon-MetalLaser Co2
HotCamengraveCutNon-MetalLaser Co2Flux beamo Smart Co2 Laser – Cutter, Engraver
59,000.00 ฿ Add to cart -
 HotengraveMetalFiber Laser
HotengraveMetalFiber LaserRay Mark 30E STATION เครื่องแกะสลักโลหะ Fiber 30w
99,900.00 ฿ Add to cart -
 engraveCutNon-MetalLaser Co2
engraveCutNon-MetalLaser Co2Ray9 Smart CO2 Laser – Cutter, Engraver (900*600mm)
189,000.00 ฿ Add to cart -
 Large SizeSLA Production
Large SizeSLA ProductionRAY SLA 600 3D Printer Industial Grade (600*600*400)
โปรดสอบถามราคา Add to cart -
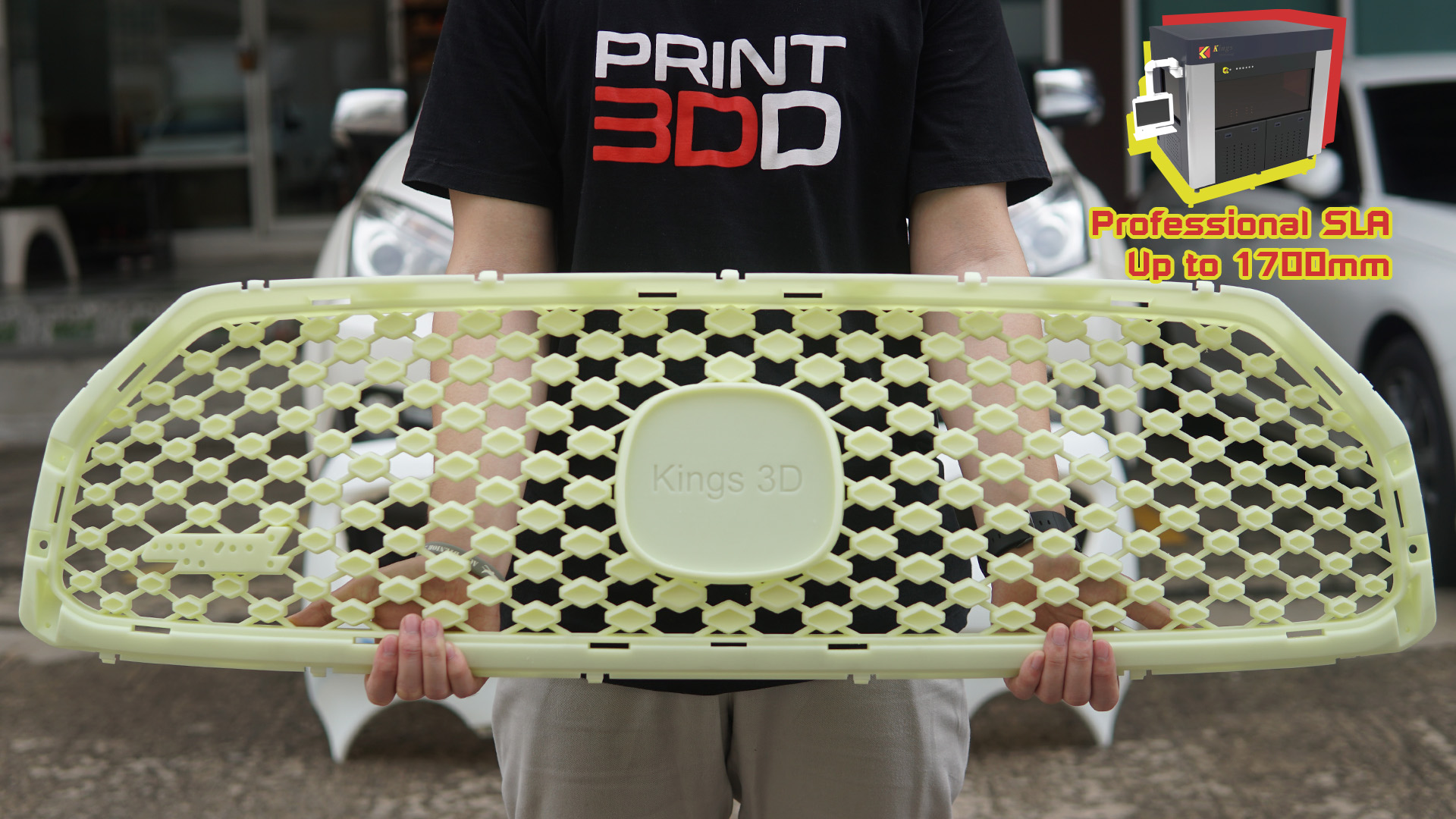
 HotLarge SizeSLA Production
HotLarge SizeSLA ProductionRAY SLA 1700 Pro 3D Printer Industial Grade (1700*800*600)
โปรดสอบถามราคา Add to cart -

Dfine100 Gen2 Photogrammetry 3D Scanner System (กล้อง 100ตัว)
โปรดสอบถาม Add to cart -

3DD PLA MATTE 1.75mm Filament ผิวด้านสนิท เนียนสวย
Best Seller 590.00 ฿ Select options -

3DD PLA Pro 1.75mm Filament
Best Seller 550.00 ฿ Select options -

FF Resin Washable 500/1000g HD (High Detail ล้างได้ในน้ำเปล่า)
Best Seller 1,190.00 ฿ – 1,990.00 ฿ Select options
Solutions ประยุกต์ใช้ในธุรกิจต่างๆ














3D Printer ปริ้นโคมไฟด้วยวัสดุโปรงใส PC (Polycarbonate)
อยากจะมีโคมไฟ แต่ไม่อยากซื้อทำไงดี ? ถ้าเป็นผมไม่อยากซื้อผมก็จะทำเองไปเลยโดยใช้เครื่อง 3D Printer โดยใช้เครื่องรุ่น Flashforge Adventurer 5m Pro วัสดุที่ใช้ในการปริ้น PC (Polycarbonate) ส่วนไฟล์ผมโหลดใน Thingiverse โหลดฟรีไม่มีค่าใช้จ่าย แค่นี้เรามีโคมไฟใช้เองแล้ว ทำไมต้องใช้เครื่องรุ่นนี้ ทำไมต้องใช้ Material ตัวนี้ ? Flashforge Adventurer
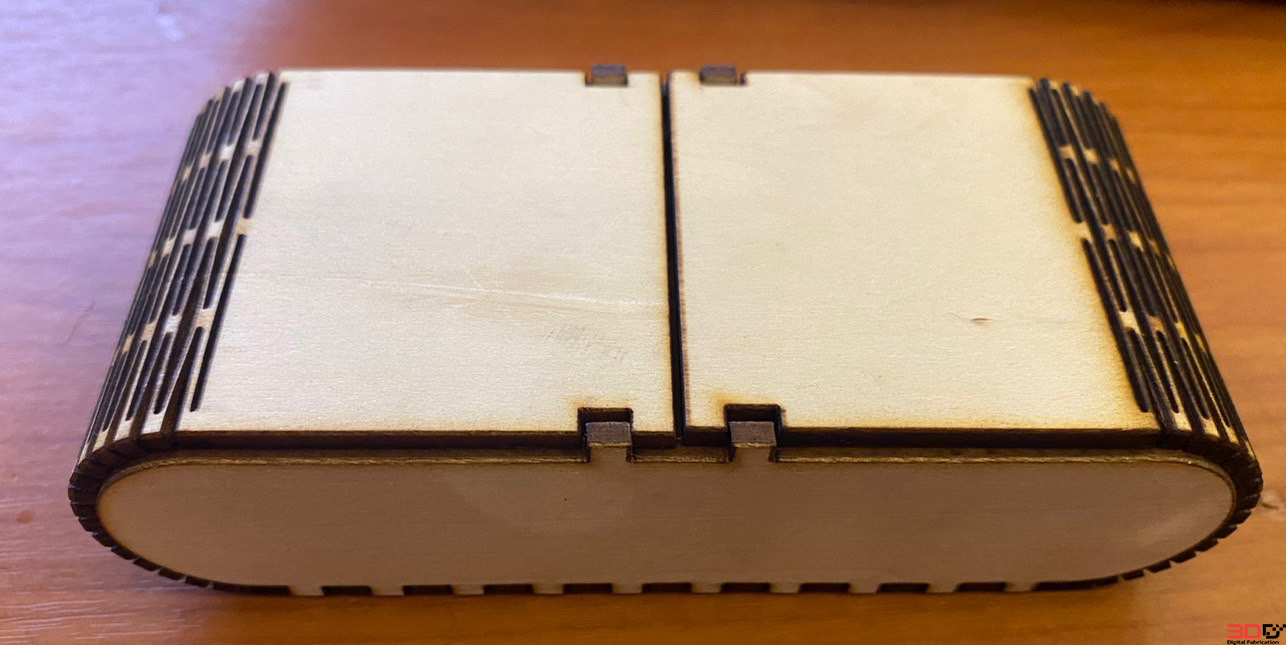
Laser Cut Flex Box
ในชีวิตประจำวันเรามักจะพกของจุกจิกมากมาย ใส่กระเป๋าสะพาย กระเป๋าเป้ กระเป๋ากางเกง ของที่คนทั่วไป เดียวนี้พกติดตัว ไม่ว่าจะเป็น หูฟัง ลิปสติก แป้งพับ อุปกรณ์แต่งหน้า เงินสด เหรียญบาท แจลล้างมือ ครีมทามือแบบพกพา หน้ากากอนามัย น้ำหอม สมาร์ทโฟน เป็นต้น โดยวันนี้ผมจะมาเสนอไอเดียที่น่าสนใจ คือกระเป๋าจิ๋วใบเล็ก มีความน่ารัก เก๋ๆ และดีไซน์ ที่ไม่เหมือนใคร

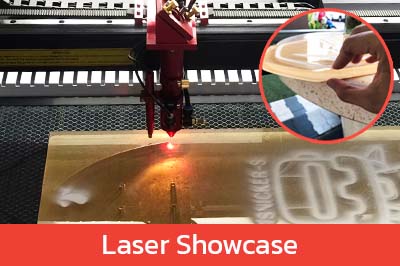
สร้างแท่นตั้งดาบ Katana ด้วย 3D Printer กัน
การทำขาตั้งนั้นจะทำโดยธรรมดาไม่ใช่เรา 3DD ครับ เบื้องต้นเราจะทำเทคโนโลยี 3D Scanner มาใช้ในกระบวณการทำไฟล์ด้วยครับ ครั้งนี้จะใช้ Einstar ในการแสกนดาบของจริง เพื่อนำมาอ้างอิงขนาดกันก่อนครับ หลังจากนั้นจะนำไฟล์ที่ได้ทำการอ้างอิงเพื่อใช้สำหรับสร้างขาตั้งขึ้นมา แล้วนำไปปริ้น และตัดกับเครื่องเลเซอร์ครับ 3D Scanner : Shining3D Einstar ใช้โหมดแสกนสี(Texture) และใช้ Marker ในการเชื่อมต่อผิวครับ จะแสกนทั้งหมด 3
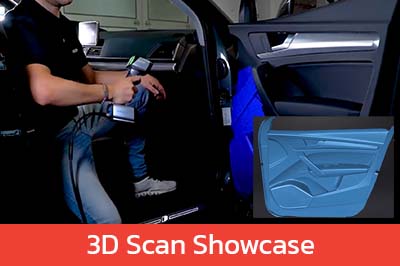
อัพเกรดรถมอเตอร์ไซค์ด้วย Workflow : 3D Scan – 3D Design – 3D Print
ด้วยเทคโนโลยี 3D อุปกรณ์ที่ยอดเยี่ยมได้ถือกำเนิดขึ้นในความเป็นจริงโดย นักออกแบบมืออาชีพ และวิศวกรทั่วโลก ในฐานะบริษัทที่มุ่งมั่นสู่ความเป็นเลิศในภาคส่วนการสแกน 3 มิติ การออกแบบ และการพิมพ์ 3 มิติ ด้วย 3D SCanner – 3D Printer เรามุ่งหวังที่จะสร้างแรงบันดาลใจให้กับคุณด้วยไอเดียสุดพิเศษมากมาย ซึ่งคุณก็สามารถใช้เพื่อยกระดับชีวิตประจำวันของวงการ 3 มิติ ได้อย่างมีประสิทธิภาพ ในกรณีปัจจุบัน เราจะตรวจสอบกระบวนการเปลี่ยนชิ้นส่วนอะไหล่มอเตอร์ไซค์
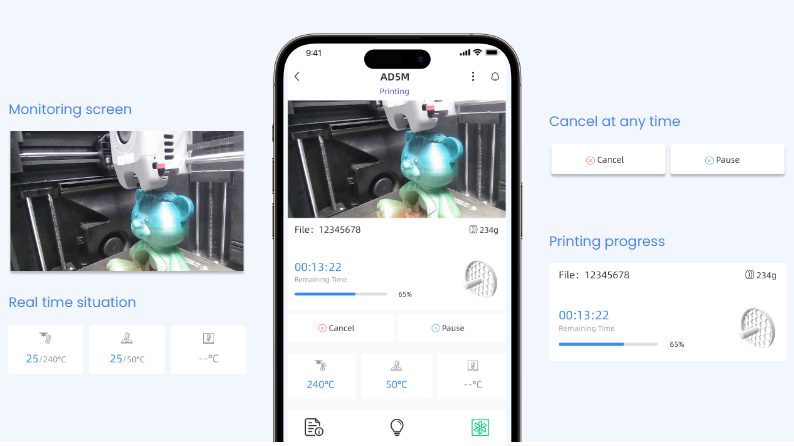
NEW!!!!!! Flash Maker ดูการทำงานทางไกลไม่ต้องพึ่งCloud กับเครื่อง Flashforge
ประเทศไทยนั้นเราหยุดสงกรานต์กัน แต่ทางโรงงานต้นทางไม่หยุดนะครับ และได้ทำการปล่อยโปรแกรมที่หลายคนรอคอยกับโปรแกรม flash Maker โปรแกรมที่รองรับการใช้งานดูการทำงานทางไกลสำหรับเครื่องพิมพ์สามมิติของFlashforgeโดยไม่ต้องพึ่งเน็ตในวงLANเดียวกันเหมือนFlashprintอีกต่อไป โดยเบื่้องต้นจะนำร่องการใช้งานบนเครื่อง Adventurer 5M และ 5MPro ก่อนเป็นรุ่นแรก โดยการใช้งานนั้นผู้ใช้งานสามารถดาวน์โหลดได้จากการสแกนQR Code จากรูปด้านล่างนี้ได้เลย (iOS สามารถดาวน์โหลดได้จาก App store แต่ Android ยังเป็น Sideloadอยู่นะครับ) นอกจากดาวน์โหลดโปรแกรมบนมือถือมแล้วนั้น ต้องทำการอัพเดทfirmwareของเครื่องด้วยนะครับ

FDM 3D Printer คืออะไร เลือกแบบไหน Updated 2024
สวัสดีทุกท่าน ในบทความนี้เราจะพาทุกท่านมาทำความรู้จักกับเครื่องพิมพ์สามมิติระบบหนึ่งที่ได้รับความนิยมมากที่สุดในปัจจุบัน เนื่องด้วยปัจจุบันนี้เครื่องพิมพ์ระบบนี้ได้มีราคาที่ต่ำลงจนคนทั่วไปจับต้องได้และความปลอดภัยที่มากขึ้น ถึงแม้ว่าราคาของเครื่องพิมพ์สามมิติระบบFDMจะถูกลงแต่เทคโนโลยีนั้นก็ไม่ได้ถูกลดลงไปเลยแม้แต่น้อย และกลุ่มผู้ใช้งานเองนั้นก็มีหลากหลายหลุ่มมากขึ้นตั้งแต่นักเรียนประถมตัวน้อยๆไปจนถึงระบบอุตสาหกรรมขนาดใหญ่ และเครื่องพิมพ์ระบบนี้ก็จะเป็นตัวเลือกแรกๆของใครหลายๆคน ในบทความนี้เราจะพาทุกท่านไปทำความรู้จักเครื่องพิมพ์ระบบนี้และการเลือกใช้งานกัน ประวัติความเป็นมาอย่างไง? FDM 3D Printer คืออะไร ? FDM มีกี่ประเภท? จุดเด่น จุกด้อยของ 3D Printer FDM แนะนำการเลือกเครื่อง FDM ไว้ใช้งาน สรุป แนะนำเว็บโหลดโมเดลฟรี

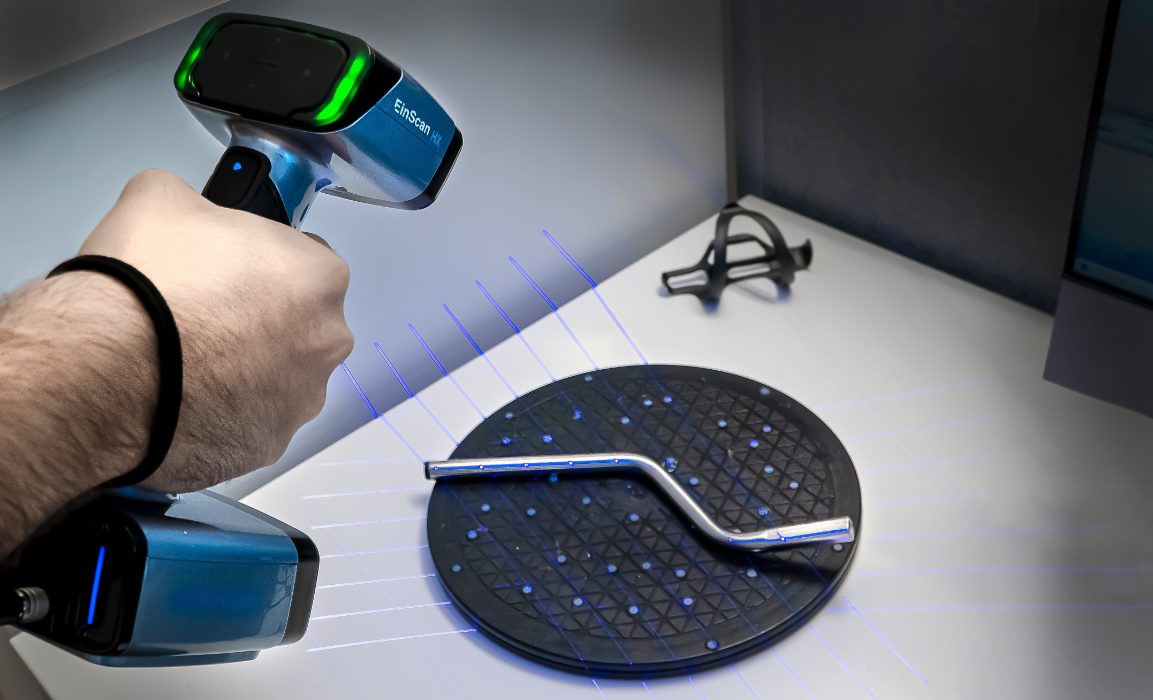
เปรียบเทียบการใช้งานระหว่าง 3D Scanner : EinScan SE – V2 & EinStar
EinScan-SE + Einstar : Solution สแกนเสริมสำหรับวัตถุทุกขนาด ด้วยความต้องการการสแกน 3 มิติที่เพิ่มขึ้นในอุตสาหกรรมต่างๆ ความต้องการเครื่องสแกนที่สามารถรองรับทั้งวัตถุที่มีขนาดเล็กและขนาดใหญ่จึงกลายเป็นคำถามที่พบบ่อย ว่าเราควรเลือกรุ่นใดแบบใดดีในขณะที่เรามีงบประมาณจำกัด คุณกำลังมองหาวิธีแก้ปัญหาดังกล่าวอยู่หรือไม่ ไม่ต้องไปไกลด้วยการผสมผสานของผู้ผลิตอย่าง SHINNING3D ที่ได้เขียนบทความแนะนำเกี่ยวกับการใช้งานในครั้งนี้ด้วยการแนะนำ 3D Scanner ที่ตอบโจทย์ในหลากหลายด้านธุรกิจอย่าง EinScan-SE – V2 และ Einstar เครื่องสแกนทั้งสองเครื่องนี้ทำงานร่วมกันได้อย่างราบรื่นเพื่อให้คุณสแกนงานวัตถุทุกขนาดเพื่อให้ได้คุณภาพงานทีดีที่ได้อย่างยอดเยี่ยม
3DD Virtual Tour






