

{kind=link}
Support แกะยาก ! ผิวงานไม่เรียบ ! แก้ไขเองได้ง่ายๆด้วย Fuction Muti-material for support
หลายๆคน คงเคยเจอปัญหาพิมพ์งานแล้ว Support แกะออกยาก แถมทิ้งร่องรอยเอาไว้ จนต้องมานั่งขัดเก็บรายละเอียด เสียทั้งแรงและเวลา แล้วจะดีกว่าไหม? ถ้าเราสามารถพิมพ์ชิ้นงานออกมาแล้วแกะ support ได้อย่างง่ายดายรวมถึงชิ้นงานมีความสวยงามไม่ทิ้งรอย Support ให้กวนใจอีกต่อไป วันนี้ผมจะมาสอนทุกคนเกี่ยวกับฟังก์ชั่นที่เรียกว่า Filament for support หรือที่หลายๆคนเรียกว่า Muti-Material ซึ่งเป็นฟังก์ชั่นสำหรับการแก้ไขปัญหาดังกล่าว
Support คือ อะไร? จำเป็นต้องมีไหม?
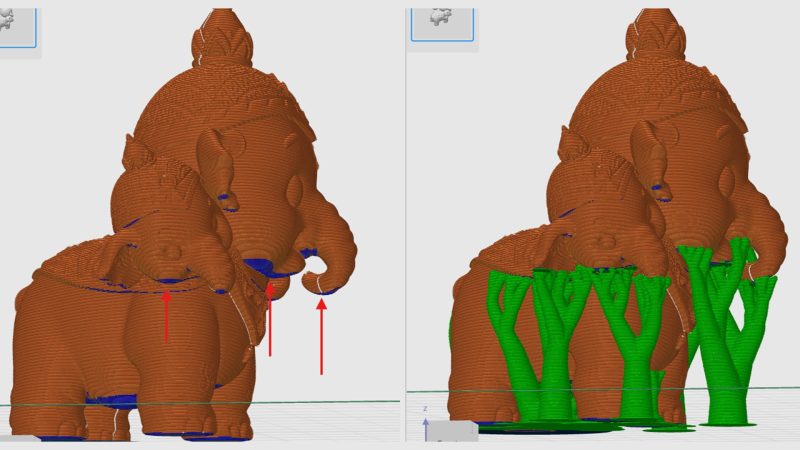
ก่อนอื่นเลยเราต้องมาทำความเข้าใจเกี่ยวกับการทำงานของเครื่องพิมพ์สามมิติกันก่อน การพิมพ์ชิ้นงานด้วยเครื่องพิมพ์สามมิติเป็นการพิมพ์ในลักษณะชั้นต่อชั้น หรือที่เรียกว่า Layer by Layer ทำให้เมื่อมีการพิมพ์ไปจนถึงจุดที่มีลักษณะยื่นออกไปจนลอยอยู่กลางอากาศ (Overhag) เส้นที่ถูกละลายจนเป็นของเหลวจะตกลงมาตามแรงโน้มถ่วง เป็นเหตุให้ต้องมีการพิมพ์วัสดุขึ้นมารองรับ หรือที่เรียกกันว่า Support นั่นเอง
ปัญหาการแกะ Support
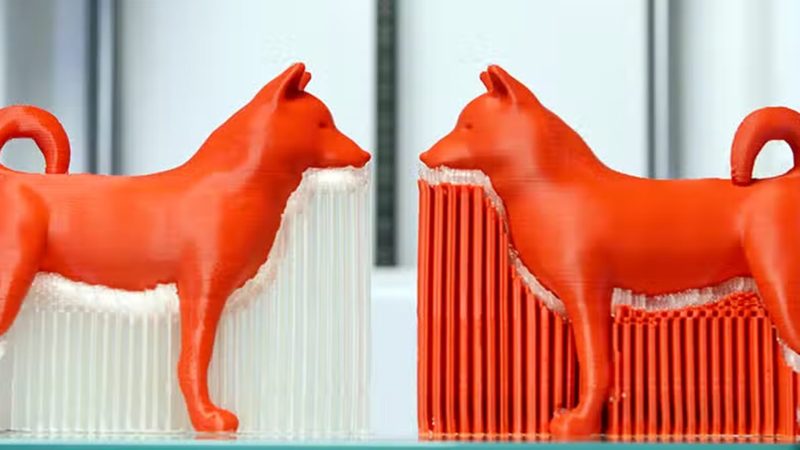
หลังจากที่เรารู้เกี่ยวกับการทำงานของตัวเครื่องพิมพ์สามมิติและความจำเป็นของ Support แล้ว ปัญหาที่หลายๆคนต้องเคยพบเจอกันก็คือ Support ที่พิมพ์มานั้นแกะออกยากมาก!! อีกทั้งทิ้งรอยเอาไว้บนชิ้นงาน เป็นปัญหากวนใจใครหลายๆคน ทำไมถึงเป็นเช่นนั้น เนื่องจากการพิมพ์ชิ้นงานและSupport ถูกพิมพ์ขึ้นด้วยเส้นชนิดเดียวกัน ทำให้เกิดการยึดเกาะกันตามธรรมชาติของเส้นพลาสติกที่ถูกละลาย ซึ่งโดยทั่วไปเราสามารถแก้ไขปัญหาได้ด้วยการปรับค่าต่างๆของเครื่องพิมพ์ เช่นระยะห่างระหว่างชิ้นงานกับ Support เพื่อให้สามารถแกะ Support ได้ง่ายขึ้น แต่ยังคงทิ้งร่องรอยเอาไว้บางส่วน แต่วิธีการดังกล่าวสร้างความยุ่งยากและซับซ้อนให้กับมือใหม่หลายๆคน

Muti-Filament คืออะไร
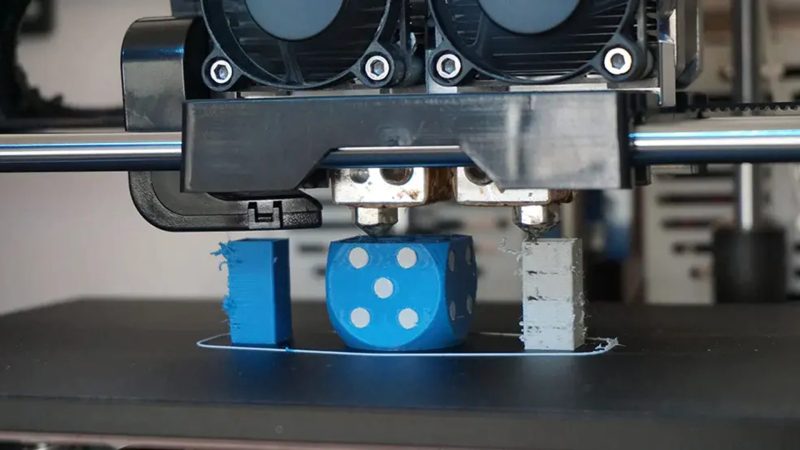
จากปัญหาทั้งหมดที่กล่าวมาข้างต้น จึงได้มีแนวคิดในการแก้ไขปัญหาขึ้น ด้วยการใช้วัสดุที่ไม่ยึดเกาะกันมาพิมพ์ชิ้นงานและSupport เช่น PLA และ PETG แต่ปัญหาที่ตามมาก็คือ หากใช้เครื่องพิมพ์สามมิติที่มีหัวฉีดเพียงแค่หัวเดียว ตัวเครื่องจะต้องมีการสลับเส้นไปมาระหว่างสองวัสดุ ซึ่งในกระบวนการนี้จะมีเส้นคงค้างอยู่ในชุดหัวฉีดจึงจำเป็นต้องมีการฉีดเส้นทิ้งทำให้สิ้นเปลืองเส้นเป็นจำนวณมากและระยะเวลาในการเปลี่ยนวัสดุก็กินเวลานานมากๆ
จะดีกว่าไหม? ถ้าสามารถพิมพ์งานหลายวัสดุได้โดยที่มีการฉีดเส้นทิ้งน้อยลงและลดระยะเวลาในการเปลี่ยนวัสดุ ซึ่งเครื่องพิมพ์สามมิติที่สามารถทำได้จำเป็นจะต้องมีสองหัวฉีด เพื่อให้ไม่ต้องมีการเปลี่ยนวัสดุไปมาภายในหัวฉีด สามารถเปลี่ยนวัสดุสองชนิดไปมาระหว่างชนิดงานและ Suppport ได้ทันที แต่ปัญหาที่ตามมาคือการตั้งค่าระยะห่างระหว่างหัวฉีดที่ต้องอยู่ในระดับความสูงเดียวกันเท่านั้น ไม่เช่นนั้นเวลาที่ทำการพิมพ์ชิ้นงาน หัวฉีดที่อยู่ระดับต่ำกว่าจะเคลื่อนไปชนกับชิ้นงานจนหลุดหรือเสียหายได้ การตั้งระดับความสูงดังกล่าวเป็นเรื่องค่อนข้างยุ่งยาก สำหรับมือใหม่ และหากมีการเปลี่ยนหัวฉีดก็ต้องทำการตั้งระดับความสูงใหม่
แล้วจะแก้ปัญหายังไง?
อันดับแรกต้องเริ่มจากตัวเครื่องพิมพ์กันก่อน ง่ายที่สุดคือเลือกเครื่องพิมพ์ที่มีสองหัวฉีดและตั้งระดับความสูงของหัวฉีดเองได้ จะช่วยลดขั้นตอนในการตั้งค่าและปริมาณเส้นที่ใช้รวมถึงระยะเวลาได้ด้วย ทางผมขอแนะนำเป็นตัวเครื่อง Bambulabs H2D ที่มาพร้อมกับ Dual Extruder และ ระบบ Auto Offset Nozzle Calibration
-

Bambu Lab H2D | 3D Printer 2หัวฉีด 350 x 320 x 325มม รองรับเลเซอร์ Cutter Plotter
Price range: 69,900.00 ฿ through 79,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page
ดังนั้นตัวเครื่อง H2D จึงเหมาะกับมือใหม่ที่ไม่ต้องการความยุ่งยากในการตั้งระดับหัวฉีด และ อยากจะแก้ปัญหาการแกะ Support ได้เป็นอย่างดี
เปรียบเทียบความแตกต่าง
ก่อนที่เราจะไปเรียนรู้เกี่ยวกับการตั้งค่าการพิมพ์กัน เราลองมาดูความแตกต่างของ ปริมาณเส้นที่ใช้ จำนวณครั้งของการเปลี่ยนเส้นภายในหัวฉีด และ ระยะเวลาในการพิมพ์ ระหว่างเครื่องที่มี 1 หัวฉีด และเครื่องที่มี 2 หัวฉีดกันครับ
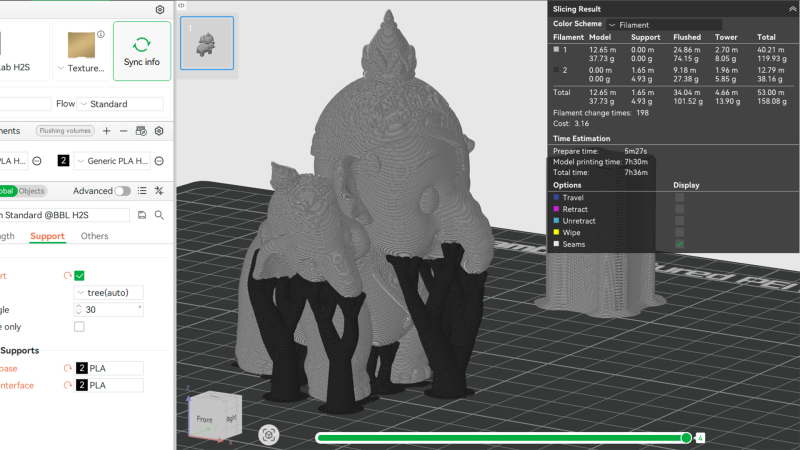
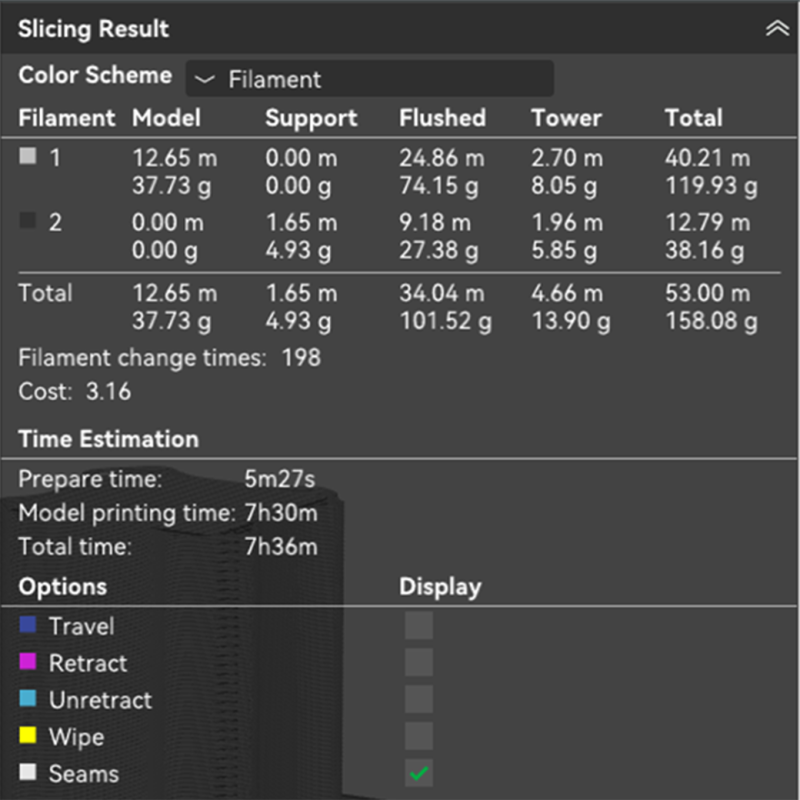
เครื่องพิมพ์สามมิติระบบ 1 หัวฉีด
ปริมาณเส้นที่ใช้ทั้งหมด 158.08 กรัม
มีการเปลี่ยนเส้นทั้งหมด 198 ครั้ง
ใช้เวลาในการพิมพ์ 7 ชั่วโมง 36 นาที
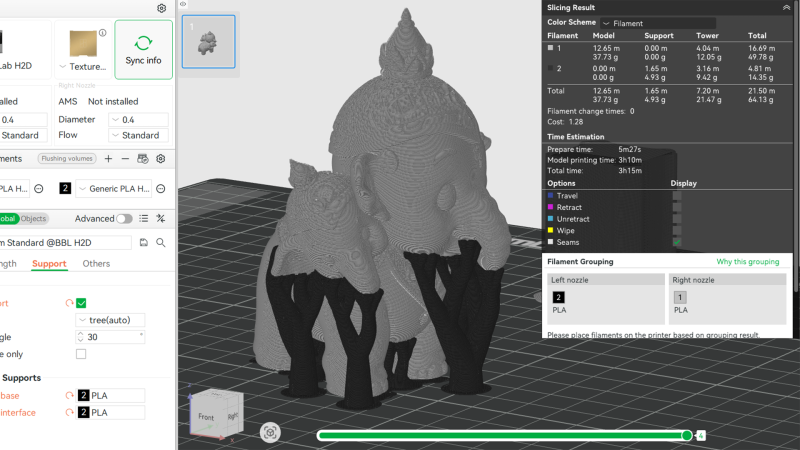
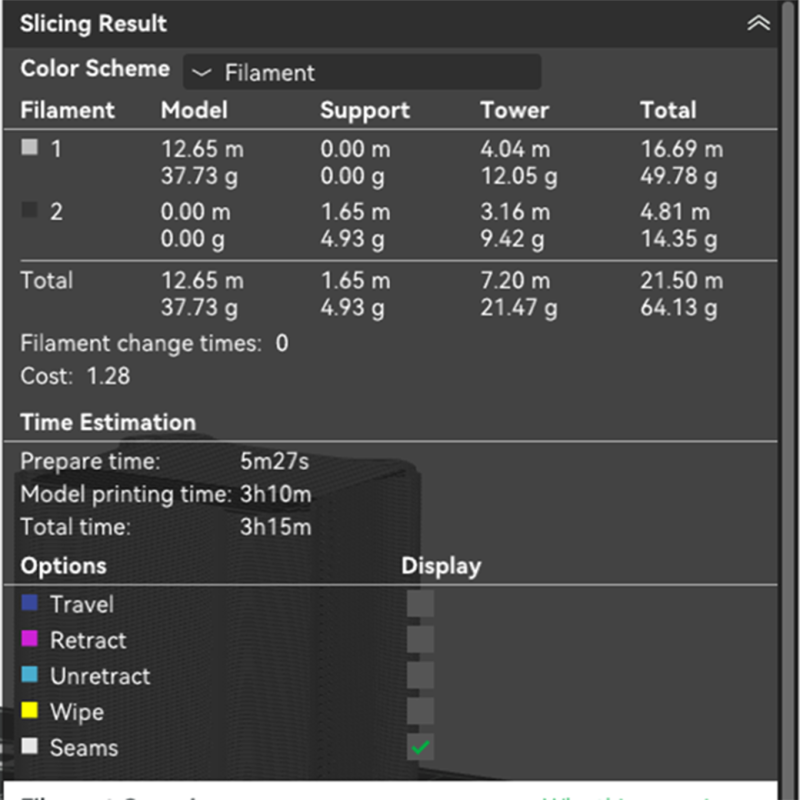
เครื่องพิมพ์สามมิติระบบ 2 หัวฉีด
ปริมาณเส้นที่ใช้ทั้งหมด 64.13 กรัม
มีการเปลี่ยนเส้นทั้งหมด 0 ครั้ง
ใช้เวลาในการพิมพ์ 3 ชั่วโมง 15 นาที
จะเห็นได้ว่าปริมาณเส้นที่ใช้ลดลงถึง 30% และเวลาในการพิมพ์ลดลงมากถึง 60% ช่วยให้เราประหยัดทั้งค่าวัสดุ และเวลาที่ใช้พิมพ์ได้มากเลย สำหรับวิธีการตั้งค่าก็ง่ายมากๆ สามารถทำตามได้ดังนี้เลยครับ
วิธีการตั้งค่า Muti-Filament
**อันดับแรกคือเราจำเป็นต้องมีเส้นสองชนิดที่แตกต่างกัน (เส้นสองอันนี้ต้องมีคุณสมบัติที่เมื่อพิมพ์แล้วเส้นทั้งสองชนิดนี้จะต้องไม่ติดกันแน่นจนเกินไป ยกตัวอย่างเช่น PLA และ PETG ครับ)**
จากนั้นนำ Model ของเราลงใน Bambulabs Studio และตั้งค่าการพิมพ์รวมถึงเปิดใช้งานฟังก์ชั่น Support ตามปกติเลยครับ ถ้าสังเกตด้านล่างจะมีฟังก์ชั่นเพิ่มเติมอยู่ ตรงนี้แหละครับที่เราจะใช้สำหรับการตั้งค่าเส้นต่างๆสำหรับทำ Support
Filament For Supports จะแบ่งย่อยเป็นสองอัน
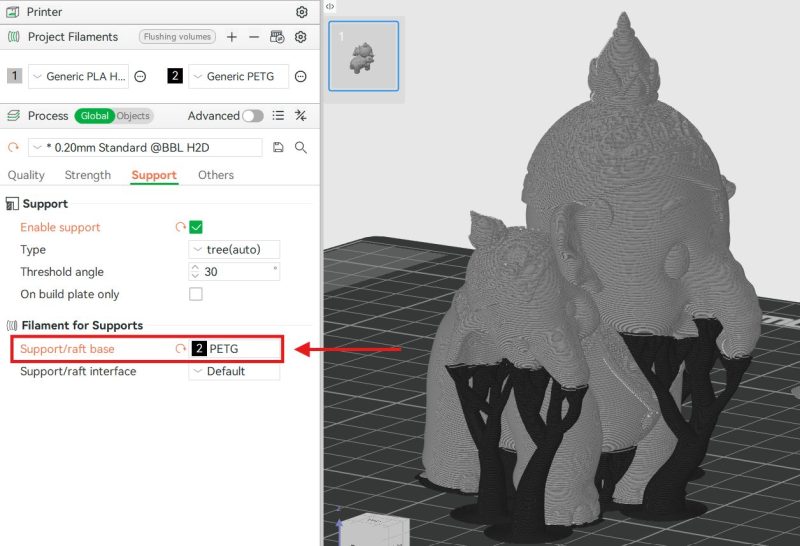
Support/raft base (เปลี่ยนชนิดเส้นทั้งSupport)
ระยะเวลาจะนานกว่าเนื่องจากทุก Layer ที่มี Support ต้องเปลี่ยนเส้นพิมพ์ระหว่างชนิดงานและSupport
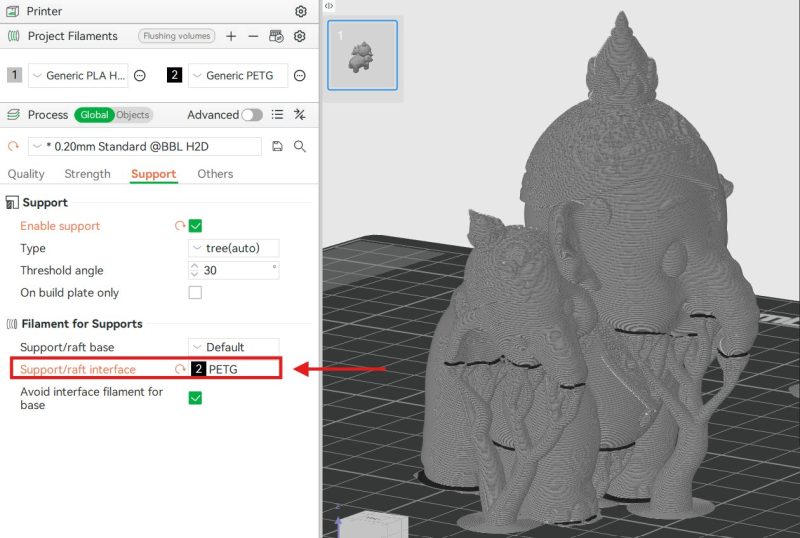
Support/raft interface (เปลี่ยนชนิดเส้นเฉพาะชั้นบนสุดของSupport)
ระยะเวลาจะเร็วกว่าเนื่องจากจะเปลี่ยนเส้นพิมพ์แค่ชั้นสุดท้ายระหว่างชิ้นงาน และ Support
**ข้อควรระวัง ในระหว่างพิมพ์ Model ในช่วง Layer แรกๆทั้ง Support และ Model จะติดอยู่บนแผ่นรองพิมพ์ซึ่งทำความร้อนตามอุณหภูมิของเส้นใดเส้นหนึ่ง ดังนั้นมีโอกาสสูงที่เส้นที่ต้องการอุณหภูมิต่ำกว่าจะเสียรูปได้ ดังนั้นควรคำถึงตรงจุดนี้ด้วย อาจลองแก้ด้วยการเปิดใช้งานฟังก์ชั่น Raft หรือ เพิ่มจำนวณ Bottom Layer**
ลักษณะชิ้นงานที่พิมพ์ด้วย Muti-Filament
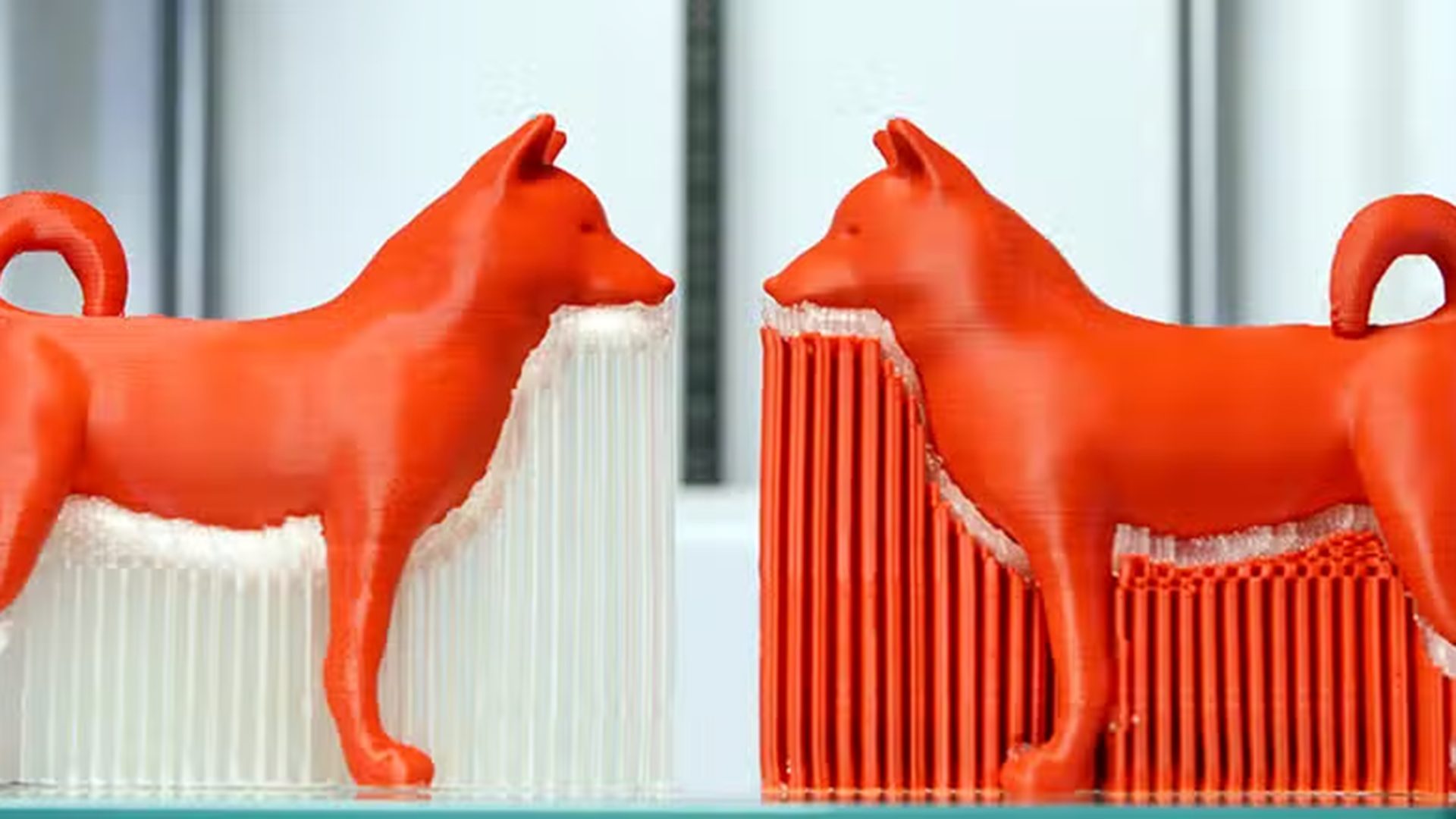
ในส่วนของลักษณะชิ้นงานที่ได้จากการเปิดฟังก์ชั่นนี้ก็เป็นส่วนสำคัญ เพราะจะมีความเรียบเนียนมากกว่าการพิมพ์ด้วย Support แบบปกติ
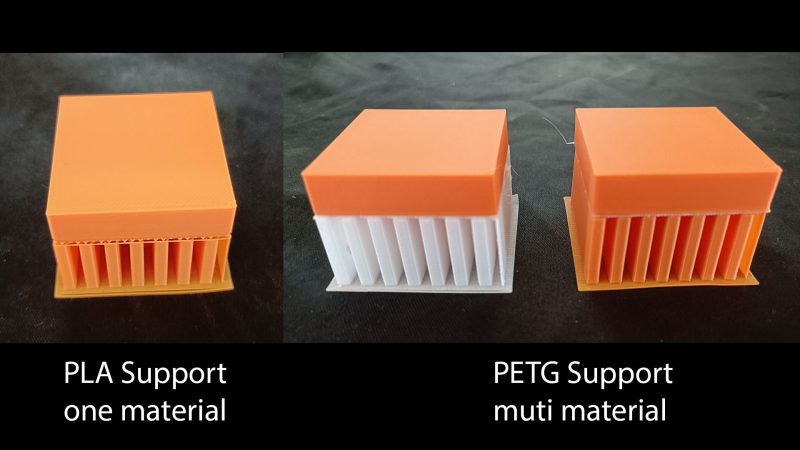
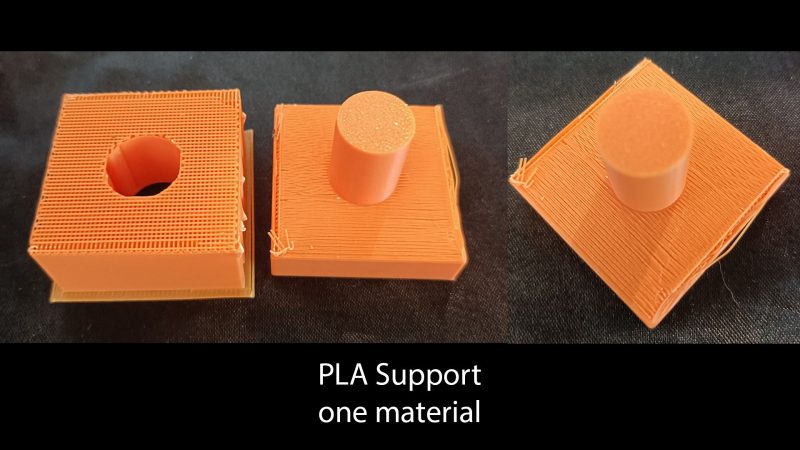
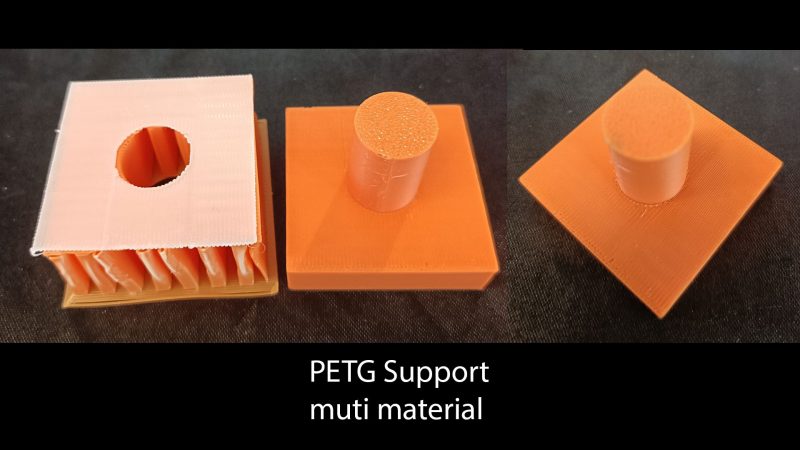
จากรูปจะเห็นได้อย่างชัดเจนเลยว่า Model ที่พิมพ์ด้วย Support เป็นวัสดุเดียวกัน (PLA) พิมพ์ไม่เรียบ ถึงจะสามารถพิมพ์ได้เร็วกว่าแต่การขัดเก็บงานก็จะกินเวลาค่อนข้างนานและเพิ่มความยุ่งยากขึ้นไปอีก ในขณะเดียวกัน Model ที่พิมพ์ด้วย Support วัสดุต่างกัน (PETG) มีความเรียบเนียบกว่ากันมาก เรียกได้ว่าสามารถนำไปใช้ได้เลยแทบไม่จำเป็นต้องขัดเก็บงานเพิ่มเติมเลย
Filament link
Showing all 4 results
-

Speed PLA Pro 1Kg 3DD Filament | เส้นพลาสติกไฮสปีด พีแอลเอ 3DD
490.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Speed PETG 1Kg 3DD Filament | เส้นไฮสปีด เพทจี 3DD
390.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

CMYW PACK Speed PLA Pro 3DD Filament | แพ็ค ซีเอ็มวายไวท์ เส้นพลาสติกไฮสปีด พีแอลเอ 3DD
Price range: 490.00 ฿ through 1,890.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Carbon Fiber PLA Black 3DD Filament (PLA-CF) | เส้นพลาสติกคาร์บอนไฟเบอร์ พีแอลเอ 3DD
590.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page
เป็นยังไงบ้างครับ สำหรับทริคและฟังก์ชั่นที่ทางเรานำมาฝากกัน สรุปกันแบบไวๆเลย คือ การพิมพ์ Model ด้วย Support ต่างชนิดกันนั้น ช่วยให้ผิวระหว่างรอยต่อของ Model และ Support เรียบเนียน อีกทั้งยังสามารถแกะได้ง่ายกว่าปกติมาก ส่วนเครื่องที่เหมาะกับการใช้งานฟังก์ชั่นนี้จริงๆ แนะนำเป็นเครื่องที่มีระบบสองหัวฉีด เพื่อลดระยะเวลาพิมพ์และปริมาณการฉีดเส้นทิ้ง และที่สำคัญควรมีระบบ Auto Offset Nozzle Calibration เพื่อลดขั้นตอนในการตั้งค่าระยะห่างหัวฉีด หากมีทริคหรือฟังก์ชั่นดีๆอะไรอีกจะรีบนำมาให้เพื่อนๆได้อ่านกันเพิ่มเติมครับ