

{kind=link}
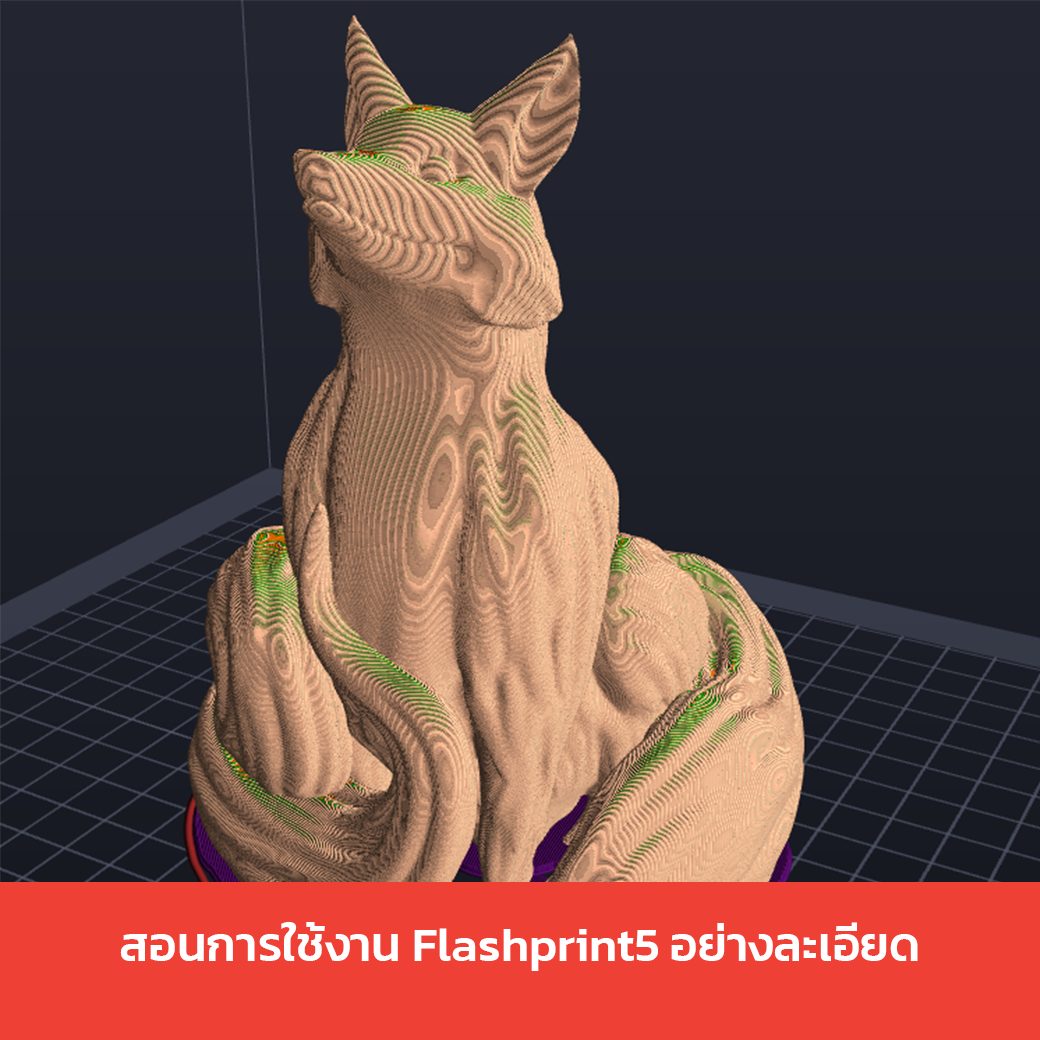
การใช้งาน Flashprint5 Expert mode
การเข้าใช้งานExpertนั้นง่ายนิดเดียว เพียงแค่กดExpert modeเท่านั้นก็สามารถใช้งานได้ทันที
ดาวน์โหลดFlashprint5
เครื่องพิมพ์Flashforge ระบบFDM ทุกรุ่นทั้งเก่าและใหม่สามารถใช้Flashprint5ได้นะ
-
 WifiCamDirect Drive
WifiCamDirect DriveFlashforge Guider2/Guider2s 3D Printer
Price range: 72,900.00 ฿ through 77,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -

Flashforge Adventurer3/3 Pro2 อัพเกรดใหม่ พิมพ์เร็วขึ้น
16,900.00 ฿ Select options This product has multiple variants. The options may be chosen on the product page -
 2-Extruders
2-ExtrudersFlashforge Creator Pro2 สองหัวฉีดอิสระ
35,900.00 ฿ Read more -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 3 Pro
99,900.00 ฿ Read more -
 WifiCam2-Extruders
WifiCam2-ExtrudersFlashforge Creator 4s
Original price was: 359,000.00 ฿.329,000.00 ฿Current price is: 329,000.00 ฿. Add to cart -
Flashforge Dreamer 3D Printer
โปรดสอบถาม Read more -

Flashforge Creator X
สินค้าเลิกผลิตแล้ว 37,900.00 ฿ Read more -

Flashforge Creator Pro 3D Printer
สินค้าตกรุ่น เปลี่ยนเป็น Pro2 Read more -
Flashforge Guider
สินค้าเปลี่ยนรุ่นเป็น Guider2 Read more
ก่อนปรับExpert mode ต้องรู้จักส่วนประกอบให้Expert
หลังจากที่ทำการกดSlice previewแล้วจะมีการจำลองงานที่จะถูกพิมพ์ออกมาดังรูป โดยส่วนประกอบจะดูได้จากแถบสีด้านซ้าย
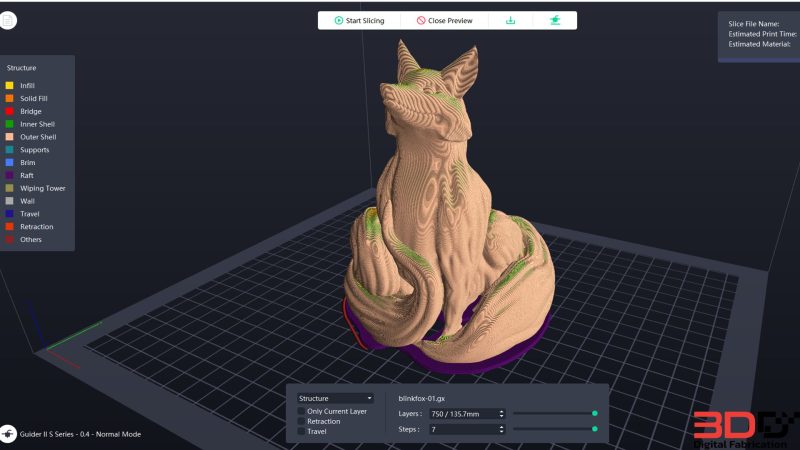
– Infill – โครงสร้างด้านในมีหน้าที่รองรับผิวงานด้านบนไม่ให้ล้มและช่วยให้งานมีความแข็งแรง
– Solid infill – หน้าที่คล้าย Infill แต่จะพิมพ์แบบตันในบางชั้นที่ต้องการความแข็งพิเศษ
– Brigde – การพิมพ์งานในส่วนที่เชื่อมต่อกันคล้ายสะพานโดยไม่ต้องใช้Support
– Inner shell – ผิวงานด้านใน
– Outer shell – ผิวงานด้านนอก
– Support – ส่วนรองรับตัวงานด้านนอกเพื่อไม่ให้งานส่วนที่งอกออกมาล้มลง
– Brim – พังผืดที่สร้างขึ้นเพื่อเพิ่มพื้นที่การยึดเกาะชิ้นงาน
– Raft – แพที่สร้างขึ้นเพื่อเพิ่มพื้นที่ในการยึดเกาชิ้นงาน
ต่อมาเรามาดูกันว่าการตั้งค่ามนโหมด Expert mode มีอะไรบ้าง
Printer
เป็นหน้าการตั้งค่าหลักๆของตัวเครื่อง คือการเลือกโปรไฟล์การตั้งค่าและวัสดุที่ใช้
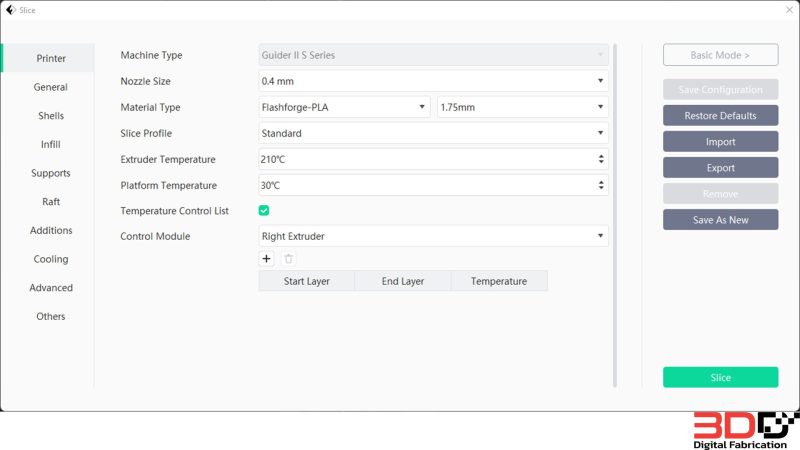
Machine type – เลือกรุ่นของเครื่อง(ต้องเลือกตั้งแต่หน้าแรก)
Nozzle size – -ขนาดรูของหัวฉีด ขนาดมาตฐานของเครื่องคือ 0.4มม.(เครื่องที่รองรับขนาดอื่นๆจะสามารถเลือกได้)
Material type – ชนิดวัสดุของเส้นพลาสติกที่นำมาใช้(โปรดตรวจสอบความสามารถของเครื่องก่อนพิมพ์หากเส้นที่ใช้ต้องการอุณหภูมิมากกว่า240C)
Slice profile – เลือกโปรไฟล์การตั้งค่าสำเร็จรูป
Extruder Temperature – อุณหภูมิของหัวฉีดที่ใช้ในการพิมพ์(อ้างอิงตามชนิดวัสดุและผู้ผลิต)
Platform Temperature – อุณหภูมิฐานรองพิมพ์(อ้างอิงตามชนิดวัสดุและผู้ผลิต)
Temperature control – ฟังก์ชั่นการควบคุมอุรหภูมิโดยทำการเปลี่ยนเมื่อถึงLayerที่เรากำหนดไว้
General
ตั้งค่าการทำงานต่างๆของมอเตอร์ที่ส่วนต่างๆ
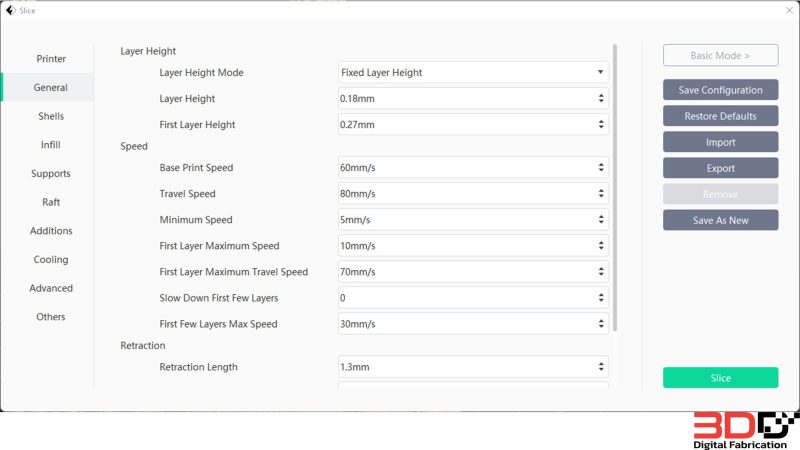
Layer height – ความละเอียด,ระยะการขยับหัวฉีดในแต่ละชั้น เลขยื่งน้อยจะยิ่งละเอียด(ไม่เกิน0.05มม.)
Speed
Base print speed – ความเร็วในการพิมพ์พื้นฐาน
Travel speed – ความเร้วในการย้ายหัวพิมพ์ไปยังจุดพิมพ์จุดต่อไป
Minimum speed – ความเร็วต่ำสุดในการพิมพ์
First layer maximum speed – ความเร็วต่ำสุดในการพิมพ์ชั้นแรก
First layer maximum travel speed – ความเร็วสูงสุดในการพิมพ์ชั้นแรก
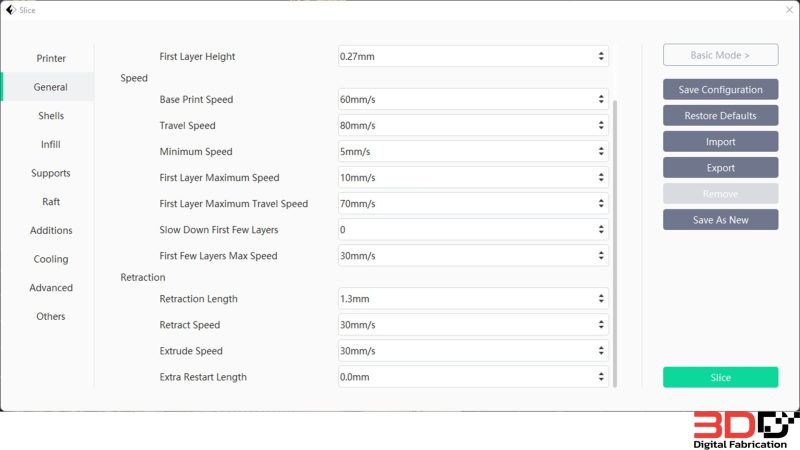
Retraction : การดึงเส้นพลาสติกถอยออกจากหัวและดันกลับมาที่เดิมเมื่อพิมพ์ในจุดต่อไป ทั้งนี้ค่าต่างๆอาจไม่ตายตัวเพราะจะขึ้นอยู่กับชนิดของวัสดุหรือคุณสมบัติของวัสดุยี่ห้อนั้นๆ
Retraction length – ระยะการดึงเส้นไป-กลับ
Retract speed – ความเร็วในการดึงเส้นไป
Extruder speed – ความเร็วในการดันเส้นกลับ
Shell
การตั้งค่าเกี่ยวกับขอบของชิ้นงานบริเวณชั้นนอกและชั้นใน
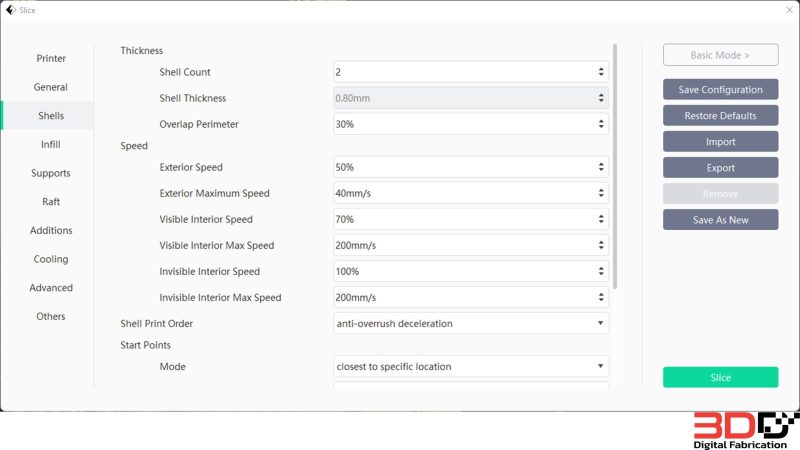
Thickness
Shell count – จำนวนชั้นของผนังตัวงาน
Shell thickness – ความหนาของผนังตัวงานซึ่งจะไม่สามารถปรับได้ โดยความหนาที่ได้จะอ้างอิงตามขนาดหัวฉีดและจำนวนชั้นของผนัง
Overlap perimeter – การอนุญาตให้พิมพ์ชิ้นผนังล้ำเข้าไปในผนังบางเล็กน้อย
Speed
Exterior Speed – ความเร็วในการพิมพ์ผิวชั้นนอก
Exterior maximum speed – ความเร็วในการพิมพ์ผิวชั้นนอกสูงสุด
Visible interior speed – ความเร็วในการพิมพ์ชั้นในที่มองเห็น
Visible interior max speed – ความเร็วสูงสุดในการพิมพ์ชั้นในที่มองเห็น
invisible interior speed – ความเร็วในการพิมพ์ชั้นในที่มองไม่เห็น
invisible interior max speed – ความเร็วสูงสุดในการพิมพ์ชั้นในที่มองเห็น
Shell print order – คำสั่งในการกำหนดลักษณะการฉีดชิ้นงานบริเวณผนัง
Start point – เลือกจุดเริ่มต้นในการเปลี่ยนLayerการพิมพ์
Infill
การตั้งค่าความหนาแน่นของชิ้นงาน
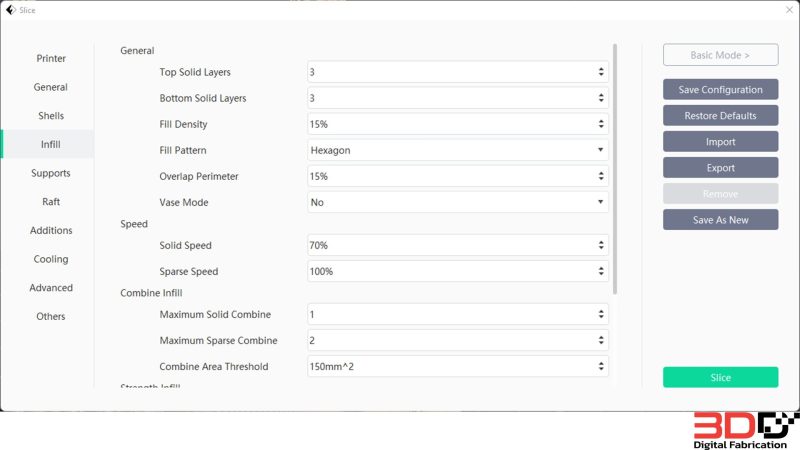
Top solid layer – จำนวนชั้นในการพิมพ์ปิดผิวด้านบน
Bottom solid layer – จำนวนชั้นในการพิมพ์ปิดผิวด้านล่าง
Fill density – ความหนาแน่นของเนื้อในชิ้นงานพิมพ์(0%=กลวง 100%=ตัน)
Fill pattern – รูปแบบของเนื้อในชิ้นงาน
Overlap perimeter – การอนุญาตให้พิมพ์เนื้อในล้าเข้าไปในผนังชั้นในของตัวงานเล็กน้อย
Vase mode – กำหนดให้พิมพ์มีลักษณะกลวงโปร่งและไม่ปิดผิวด้านบน โดยงานที่ได้จะมาในลักษณะของแจกัน
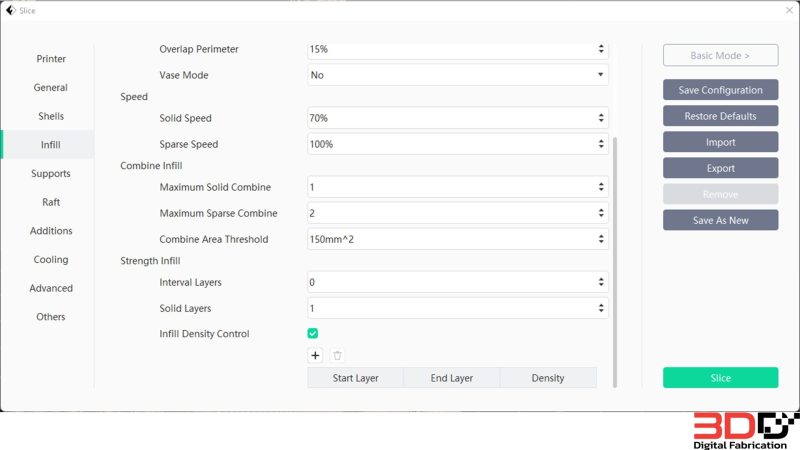
Combine infill – เป็นการเชื่อมต่อเนื้อในในแต่ละชั้นเพื่อความแข็ง(โดยปกติจะพิมพ์เนื้อในสลับทางกันในทุกชั้น กาารใช้ฟังก์ชั่นนี้คือการสั่งให้พิมพ์ในทิศเดียวกันในทุกชั้นที่เรากำหนดไว้)
Strength infill – จะพิมพ์เนื้อในแบบแข็งแรงพิเศษ
Infill density Control – ควบคุมความหนาแน่นของตัวงานเมื่อถึงชั้นที่เรากำหนด
Support
การตั้งค่าสำหรับตัวค้ำหรือซัพพอร์ต ซึ่งจะเป็นค่าอย่างละเอียด
Support type : Treelike
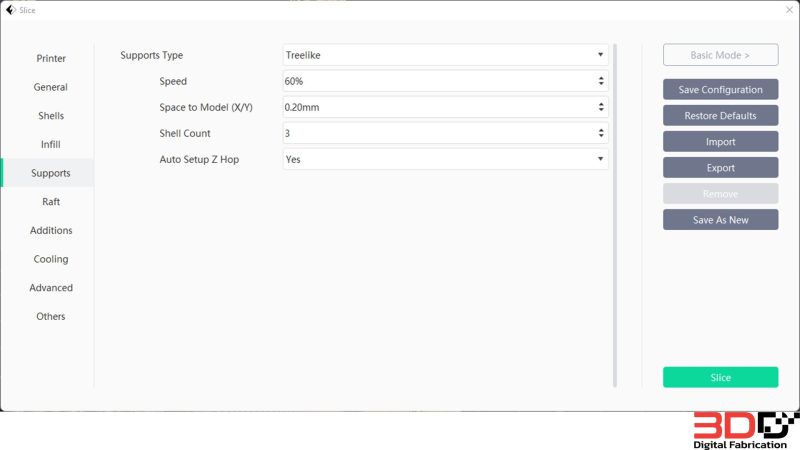
Speed – ความเร็วในการพิมพ์ซัพพอร์ต
Space to model(X/Y) – ระยะห่างระหว่างซัพพอร์ตกับตัวงานในแนวนอน
Shell count – จำนวนชั้นผนังของกิ่งซัพพอร์ต
Auto setup Z hop – ตั้งค่าการยกให้ทุกครั้งเมื่อพิมพ์กิ่งซัพพอร์ตเสร็จแล้ว
Support type : Linear
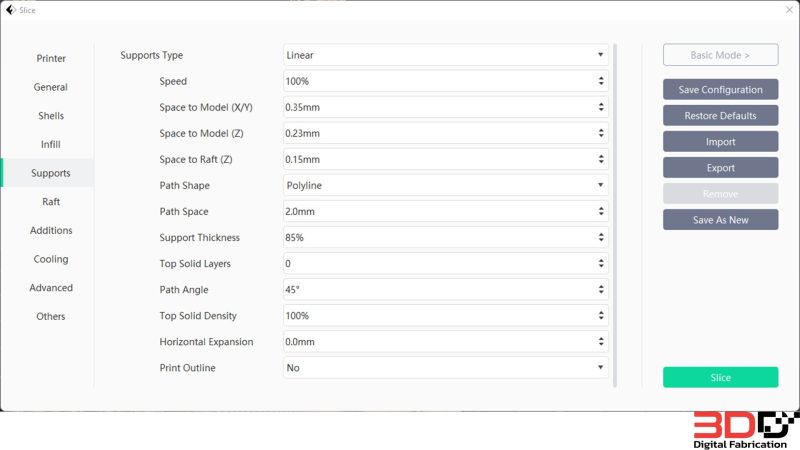
Speed – ความเร็วในการพิมพ์ซัพพอร์ต
Space to model(X/Y) – ระยะห่างระหว่างซัพพอร์ตกับตัวงานในแนวนอน
Space to model(Z) – ระยะห่างระหว่างซัพพอร์ตกับตัวงานในแนวตั้ง
Space to raft – ระยะห่างระหว่างซัพพอร์ตกับราฟ
Path shape – กำนดลักษณะของซัพพอร์ตแบบLinear(Polyline:พิมพ์แบบสลับไปมา ,Grid:พิมพ์แบบตาราง)
Path space – ขนาดช่องว่างระหว่างซัพพอร์ต
Support thickness – ความหนาของซัพพอร์ต
Top solid layer – จำนวนชั้นของผิวปิดซัพพอร์ต
Path angle – องศาของซัพพอร์ต
Top solid density – ความหนาแน่นของผิวปิดซัพพอร์ต
Raft
การตั้งค่าแพรองพิมพ์หรือราฟ ซึ่งจะตั้งค่าความหนาและจำนวนชั้นของราฟได้ ยังสามารถปิด-เปิดได้ที่นี่
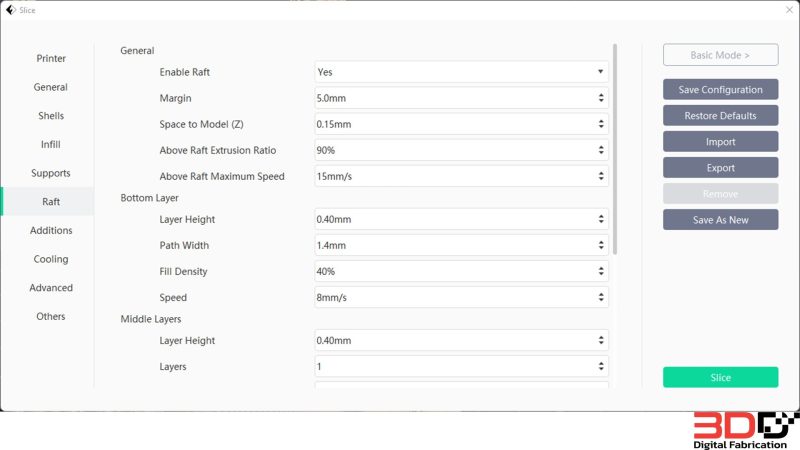
Margin – ความกว้างของราฟจากตัวงาน
Space to model – ระยะห่างระหว่างราฟกับงาน
Above raft extrusion ratio – อัตราการฉีดเส้นใต้ราฟ
Above raft maximum speed – ความเร็วการฉีดเส้นใต้ราฟสูงสุด
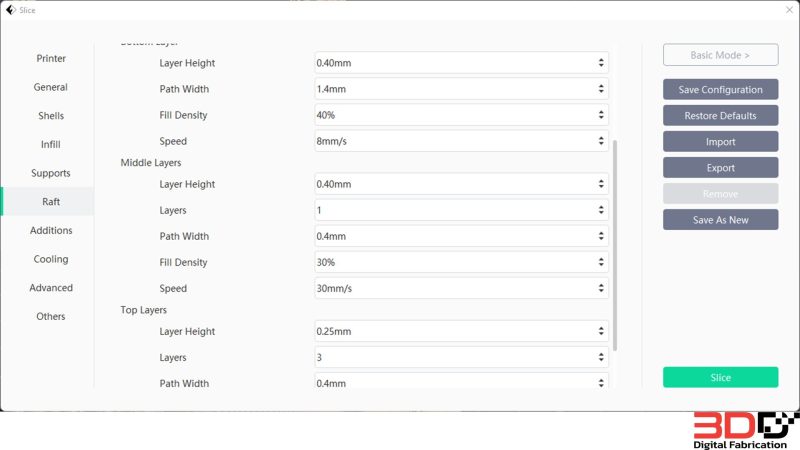
และยังสามารุปรับส่วนต่างๆของราฟได้ทั้งชั้นบบน กลาง ล่าง(Top layer ,middle layer ,bottom layer)
Layer height – ความละเอียดในการพิมพ์ราฟ
Path width – ความหนาของเส้นราฟ
Fill density – ความหนาแน่นของเส้นราฟ
Speed – ความเร็วในการพิมพ์ราฟ
Additions
การตั้งค่าฟังก์ชั่นเสริมต่างๆ
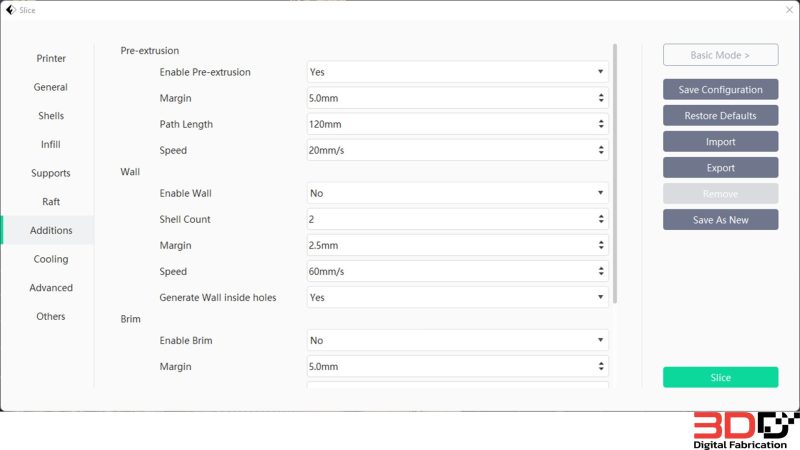
Pre-extrusion : การฉีดเส้นพลาสติกก่อนจะเริ่มพิมพ์ชิ้นงานจริง โดยเครื่องจะฉีดอยู่ข้างๆของตัวงาน
Margin – ระยะห่างของเส้นที่ห่างจากตัวงาน
Path length – ความยาวเส้นที่ฉีดออกมา
Speed – ความเร็วในการฉีดเส้นพิมพ์
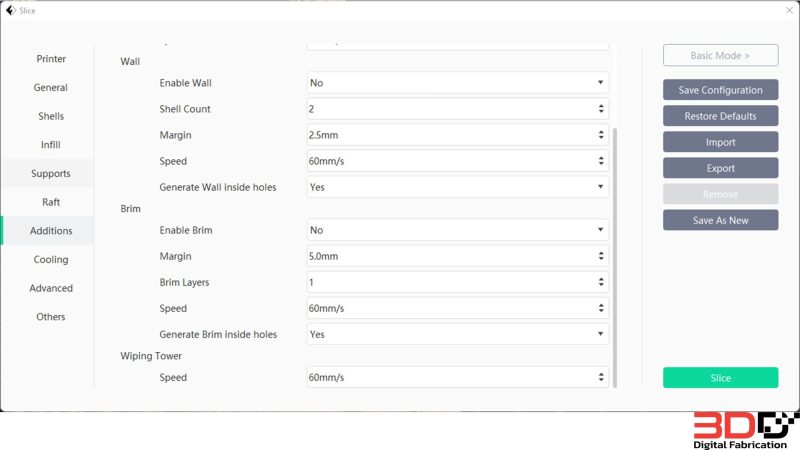
Wall : เป็นการสร้างผนังขึ้นมาคลุมตัวงานไว้เพื่อป้องการเศษเส้นพลาสติกที่ไหลย้อยระหว่างเครื่องที่มาติดที่ตัวงาน(ใช้กับงานที่ฉีดเส้นแบบสองสีด้วยเครื่องสองหัวฉีด)
Shell count – จำนวนชั้นผนัง
Margin –ระยะห่างผนังกับตัวชิ้นงาน
Speed – วคามเร็วในการฉีดผนัง
Generate wall inside holes –การสร้างผนังข้างในรู
Brim : สร้างพังผืดแบบบางเพื่อเพิ่มผิวสัมผัสของตัวงานให้มากขึ้น ทำหน้าที่คล้ายRaftแต่จะบางกว่า
Margin – ความกว้างของพังผืด
Brim layer – จำนวนชั้นพังผืด
Speed – ความเร้วในการพิมพ์พังผืด
Generate brim inside holes – เลือกพิมพ์พังผืดในรู
Wiping tower : เป็นการสร้างตึกขึนมาในจุดที่เราได้กำหนดไว้ เพื่อเอาไว้ทำความสะอาดหัวฉีดเวลาที่มีเศษพลาสติกติดหวอยู่ระหว่างทำความร้อนรอ(ใช้กับเครื่องสองหัวฉีด)
Cooling
ตั้งค่าการทำงานของพัดลมในส่วนต่างๆของเครื่อง ทั้งพัดลมเป่าชิ้นงานและพัดลมระบายอากาศหลังเครื่อง(มีในFlashforge บางรุ่น)
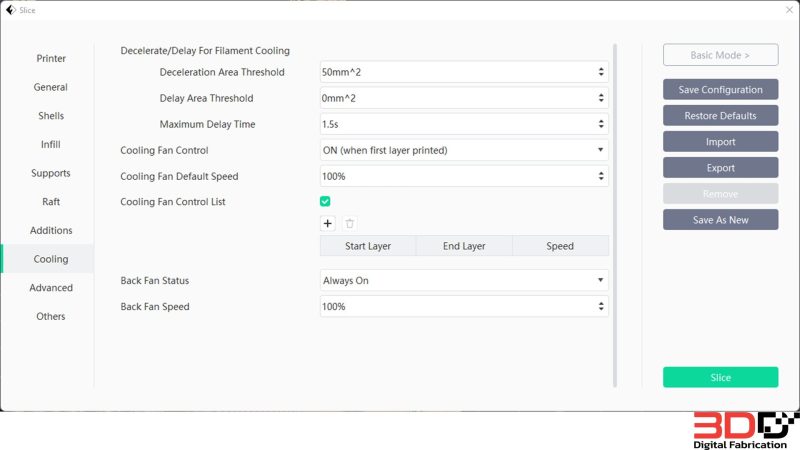
Cooling fan control – ควบคุมการปิดเปิดของพัดลมเป่าชิ้นงาน
Cooling fan default speed – ควบคุมความเร็วพัดลมเป่าชิ้นงาน
Cooling fan control list – การตั้งค่าความแรงพัดลมเป่าชิ้นงานที่ความสูงต่างๆตามที่กำหนด
Back fan status – ควบคุมการเปิด-ปิดพัดลมระบายอากาศหลังเครื่อง
Back fan speed – ความคุมความเร็วของพัดลมระบายอากาศหลังเครื่อง
Advance
การตั้งค่าฟังก์ชั่นเพิ่มเติมในการทำงานของเครื่องเพื่อให้พิมพ์งานได้ดีขึ้นในบางจุด
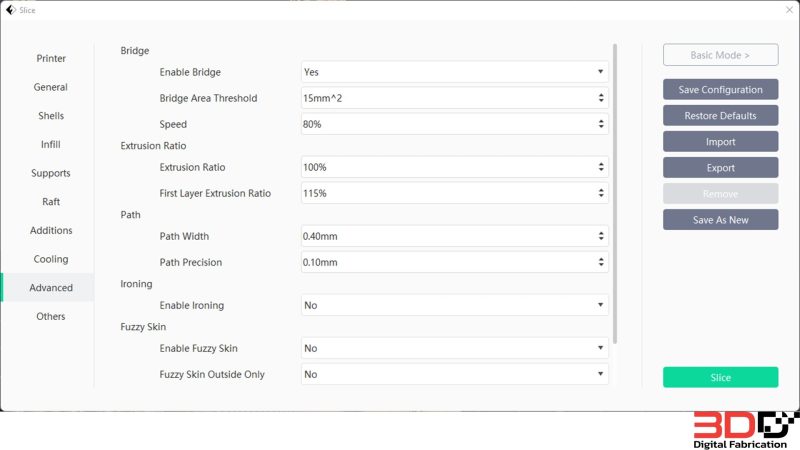
Brigde – เป็นการพิมพ์งานในส่วนที่ลอยจากพื้นโดยไม่ใส่ซัพพอร์ต ซึ่งจะทำได้เฉพาะส่วนที่ลากยาวขนานกับพื้นเท่านั้น(ลักษณะเหมือนสะพาน)
Extrusion ratio – อัตราการฉีดเส้นพลาสติกระหว่างพิมพ์
Path – ควบคุมควมกว้างของเส้นพลาสติกที่ออกมาจากหัวฉีด
Ironning – ฟังก์ชั่นนี้จะช่วยในการพิมพ์งานชั้นบนสุดให้เรียบโดยไม่มีลักษณะเป็นคลื่นๆเหมือนปกติ
Fuzzy skin – เป็นการพิมพ์งานให้ผิวด้านข้างมีความขรุขระคล้ายๆกับชิ้นงานที่ได้จากการพิมพ์วัสดุCarbon fiber
ถึงแม้ว่าแอดมินจะได้อธิบายเกี่ยวกับฟังก์ชั่นเกือบทั้งหมดแล้วต่อจากนี้ก็จะเป็นหน้าที่ของผู้ใช้ที่จะประยุกต์กับฟังก์ชั่นเหล่านี้ได้อย่างไรบ้าง
การตั้งค่าในโหมดExpertนั้นสามารถทำให้ที่พิมพ์ออกมานั้นดูดีกว่าค่าดั้งเดิมของโปรแกรม แต่ทั้งนี้อาจจำเป็นต้องลองผิดลองถูกและฝึกฝนการใช้งานอย่างต่อเนื่อง แต่บางงานนั้นการใช้งานเพียงค่าดั้งเดิมหรือโหมดBasicก็อาจจะเพียงพอแล้ว