

เมื่อสัปดาห์ที่ผ่านมา Flashforge ได้อัพเดท FlashPrint เป็นรุ่น 3.19.0 ซึ่งมีการเปลี่ยนแปลงค่อนข้างมาก โดยได้เพิ่มคำสั่งที่มีความสำคัญในการช่วยให้เครื่องพิมพ์ Flashforge ทุกรุ่นสามารถพิมพ์งานได้ดีขึ้น โดยที่การปรับปรุงทั้งหมดมีรายละเอียดดังนี้
1. เพิ่มความสามารถในการกำหนด layer height หลายๆ ค่าในหนึ่งโมเดลได้โดยอิสระ
2. เพิ่มการพิมพ์ Bridge ช่วยให้จุดที่โมเดลลอยตัวพิมพ์ได้ดีขึ้น
3. เพิ่มตัวเลือกในการระบายความร้อนมากขึ้น ทำให้ทำงานในจุดเล็กๆ ได้โดยไม่เกิดการย้วย
4. สามารถแสดง Thumbnail ของไฟล์ประเภท .fpp, .gx or .svgx ใน Windows
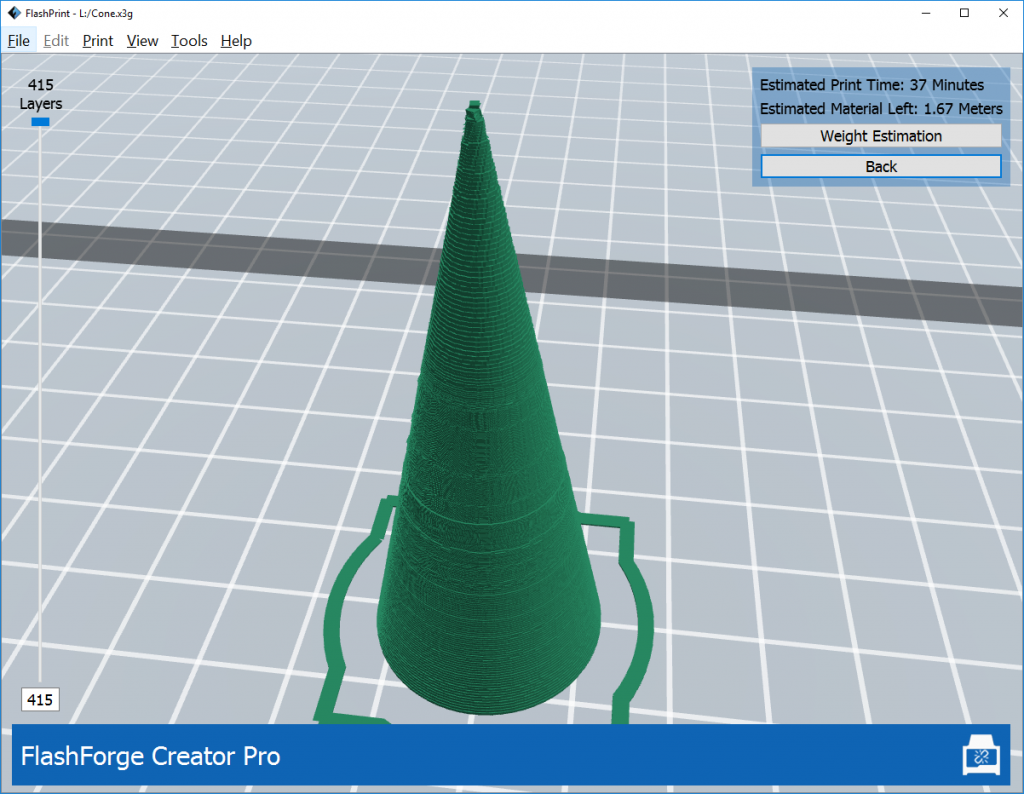
5. เพิ่มฟังก์ชั่นการคำนวนน้ำหนักของวัสดุที่ใช้พิมพ์โมเดลนั้นๆ
6. เพิ่มภาษา อาหรับ และเยอรมัน
7. เพิ่มคำสั่งหมุนไฟล์ประเภท .slc ในแนวแกน Z และ พลิก 180 องศาในแนวแกน X และ Y
8. สนับสนุนการพิมพ์แบบ Ditto ในเครื่อง Creator Pro
9. คำนวณเวลาในการพิมพ์งานของเครื่อง DLP ให้แม่นยำยิ่งขึ้น
10. การปรับปรุง และแก้ไขข้อบกพร่องอื่นๆ
เราจะมาดูคำสั่งเด่นๆ สักสามข้อที่เพิ่มขึ้นมาว่าช่วยอะไรเราได้บ้าง
Variable Layer Height:
จากเดิมที่เราสามารถตั้งค่าความสูงระหว่างชั้นได้เพียงค่าเดียวทั้งโมเดล ทำให้บางครั้งเมื่อต้องการความละเอียดสูงๆ ก็ต้องใช้เวลานานเกินไป หรือถ้าต้องการพิมพ์ให้งานเสร็จเร็ว ก็ต้องแลกด้วยความละเอียดที่น้อยลง แต่คำสั่ง Variable Layer Height จะช่วยให้เรากำหนดให้เครื่องพิมพ์ลดความละเอียดลง หรือเพิ่มความละเอียดให้มากขึ้นในส่วนที่เราต้องการในโมเดลเดียวกันนั้นได้อย่างง่ายดาย
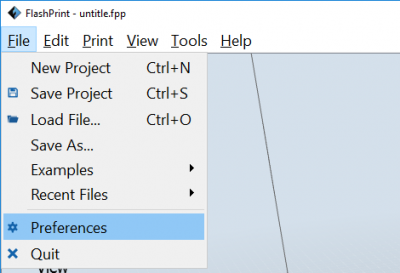
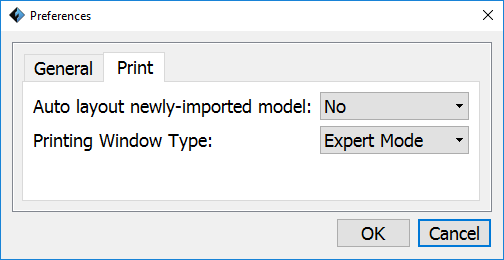
วิธีกำหนดก็ไม่ยาก ก่อนอื่นต้องแน่ใจก่อนว่าเราเปิดใช้งานในโหมด Expert Mode แล้ว โดยคลิกที่เมนู File > Preferences จากนั้นเลือกที่แถบ Print ตรงบรรทัดที่เขียนว่า Printing Window Type ให้เปลี่ยนจาก Basic Mode ให้เป็น Expert Mode แล้วกด OK
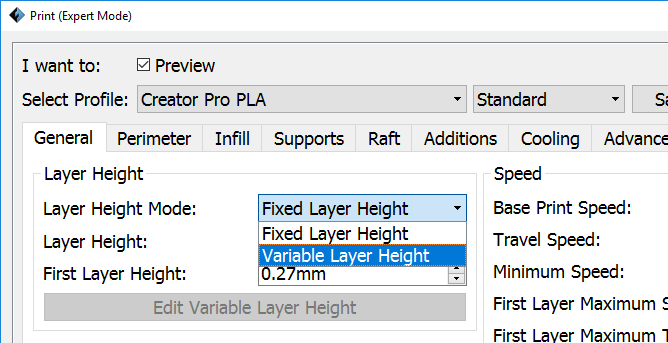
เมื่อเตรียมโมเดลให้พร้อมพิมพ์แล้ว ให้กดปุ่ม [Print] หน้าต่างคำสั่งในการสั่งพิมพ์จะแสดงขึ้นมา จากนั้นให้เปลี่ยน Fixed Layer Height เป็น Variable Layer Height ดังนี้
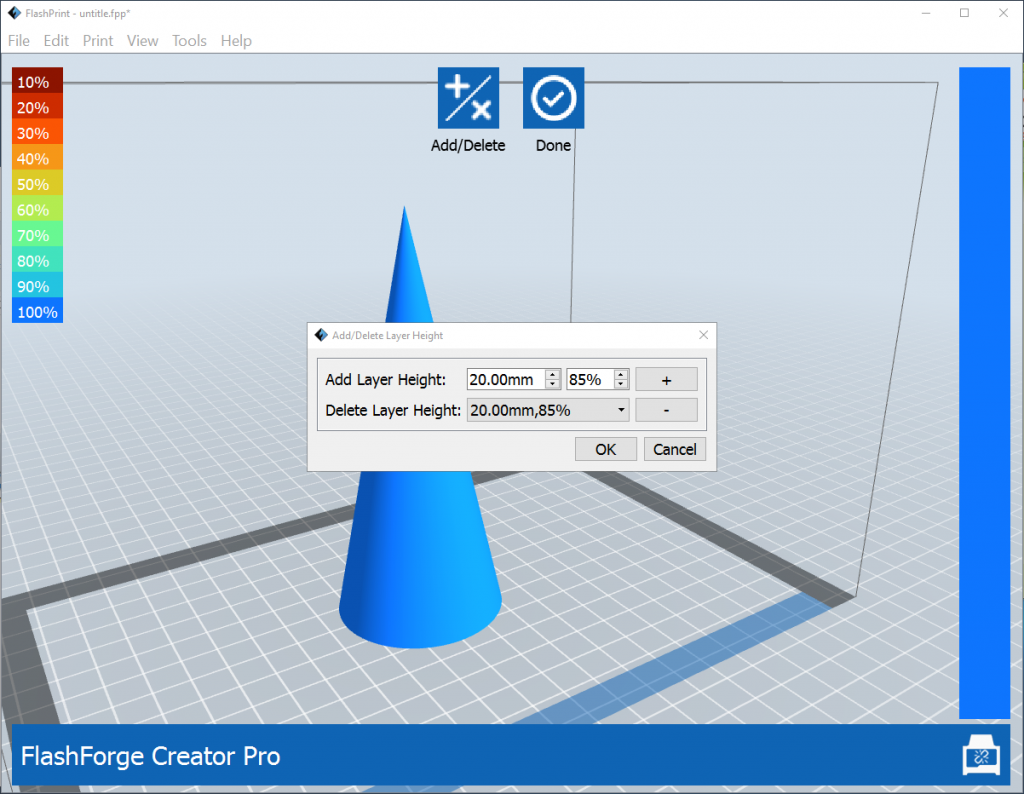
ถึงตรงนี้ปุ่ม [Edit Variable Layer Height] จะสามารถกดได้แล้ว ก่อนอื่นเราต้องตั้งค่า Layer height สูงสุดที่ต้องการก่อน เพราะเมื่อกดปุ่มนี้เราจะไปกำหนด Layer Height โดยคิดเป็น % ของค่าตั้งต้นนี้ พอกดปุ่มแล้วจะมีหน้าต่างใหม่ขึ้นมา เราจะกดปุ่ม [Add/Delete] เพื่อเพิ่มหรือลบตำแหน่งและความสูงของ layer ได้ตามต้องการ จากรูปเรากำหนดให้เมื่อพิมพ์ถึงความสูง 20 ม.ม. ให้เหลือ 85% ของความสูงตั้งต้น
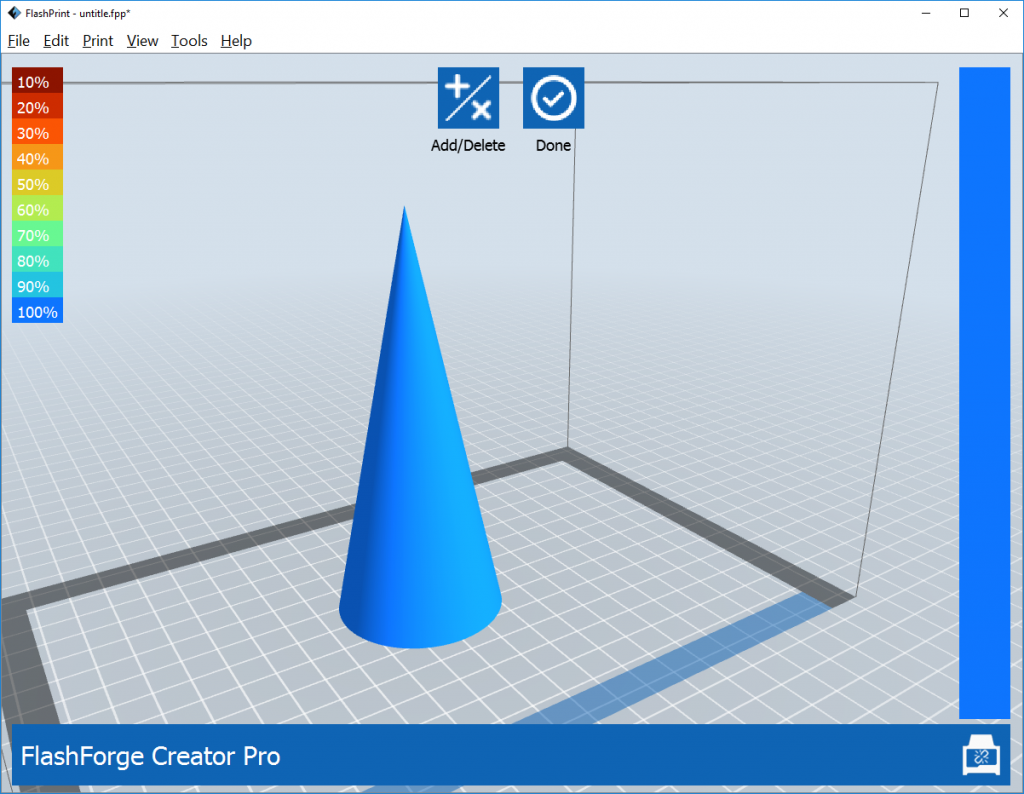
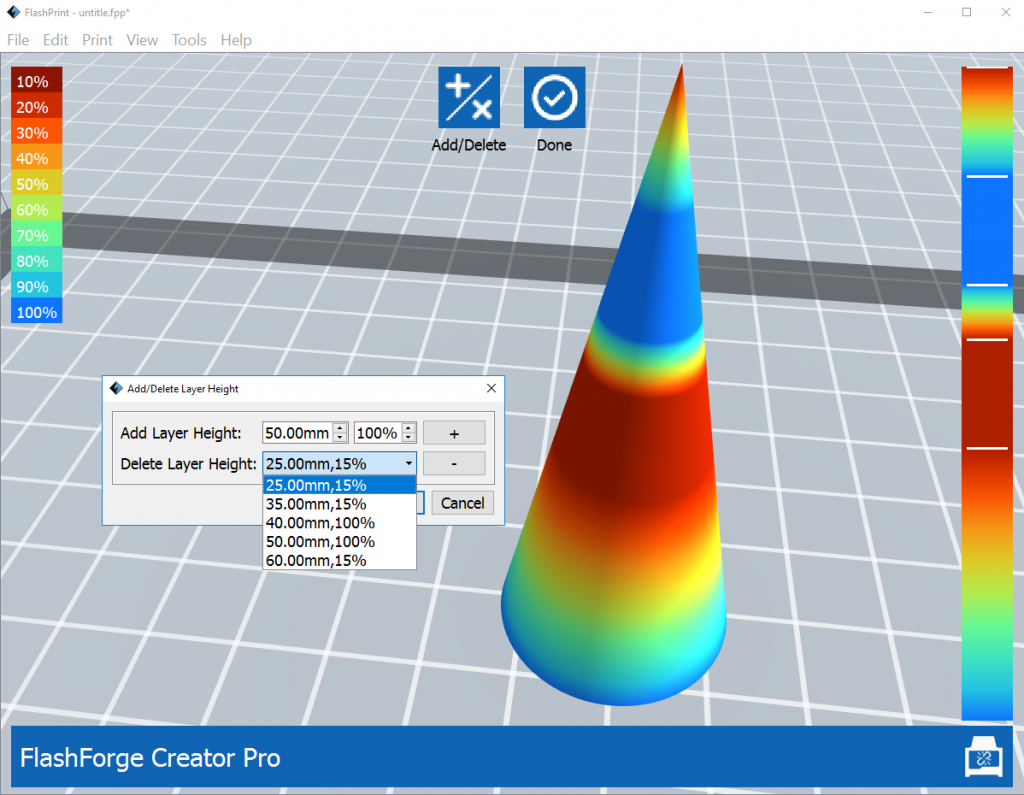
เมื่อกำหนดเรียบร้อยแล้วโปรแกรมจะแสดงผลให้เห็นบนหน้าจอทันที ถ้าตั้งค่าเรียบร้อยแล้วก็กดปุ่ม Done เพื่อปิดหน้าต่างนี้ เมื่อดู Preview จะเห็นว่า layer ในแต่ละจุดไม่เท่ากันตามที่ตั้งไว้
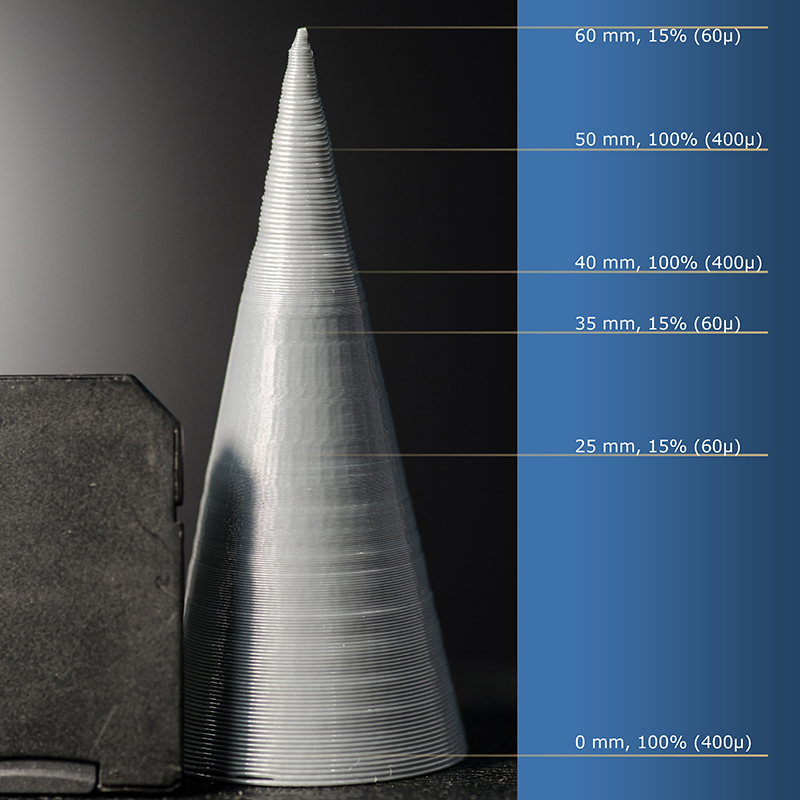
เมื่อพิมพ์เสร็จแล้วจะเป็นแบบนี้
Cooling:
นอกจากการตั้งค่าความสูงของ layer ได้หลายๆ ค่าแล้ว เรายังตั้งค่าการระบายความร้อน (Cooling) ที่ความสูงของโมเดลในตำแหน่งต่างๆ เพื่อไม่ให้เกิดความร้อนมากเกินไป (overheat) ได้ตามที่ต้องการได้ด้วย วิธีการก็คล้ายๆ กัน โดยเปิดเมนู Print แล้วเลือกแถบ Cooling
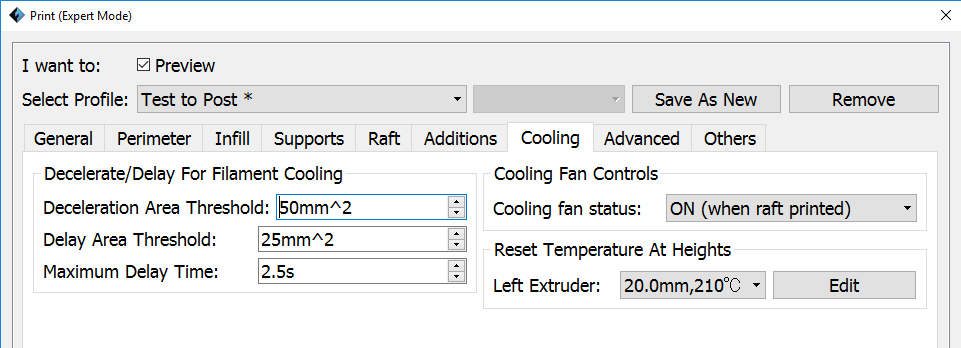
ในส่วนแรก Decelerate/Delay for Filament Cooling คือการกำหนดพื้นที่เป็นตารางมิลลิเมตร เมื่อพื้นที่ในการพิมพ์น้อยกว่านี้เครื่องจะลดความเร็วลงเพื่อให้มีเวลาระบายความร้อน หากยังไม่พอเราสามารถกำหนดค่าอีกอันหนึ่งในบรรทัดที่สอง เมื่อพื้นที่พิมพ์น้อยกว่าที่กำหนดนั้น เครื่องจะย้ายหัวพิมพ์ออกจากโมเดล และเรายังกำหนดเวลาที่ให้เครื่องรอนานเท่าไหร่ก่อนจะกลับมาพิมพ์ต่อ
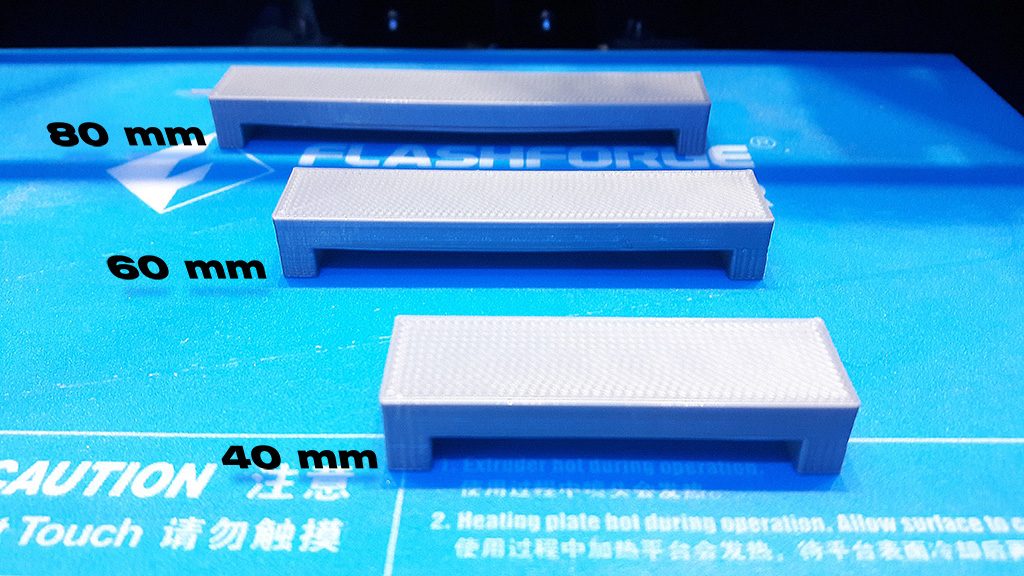
เมื่อไม่ร้อนเกินไป ก็จะไม่มีการย้วย โมเดลออกมาสวยงามอย่างที่ต้องการ

Bridge:
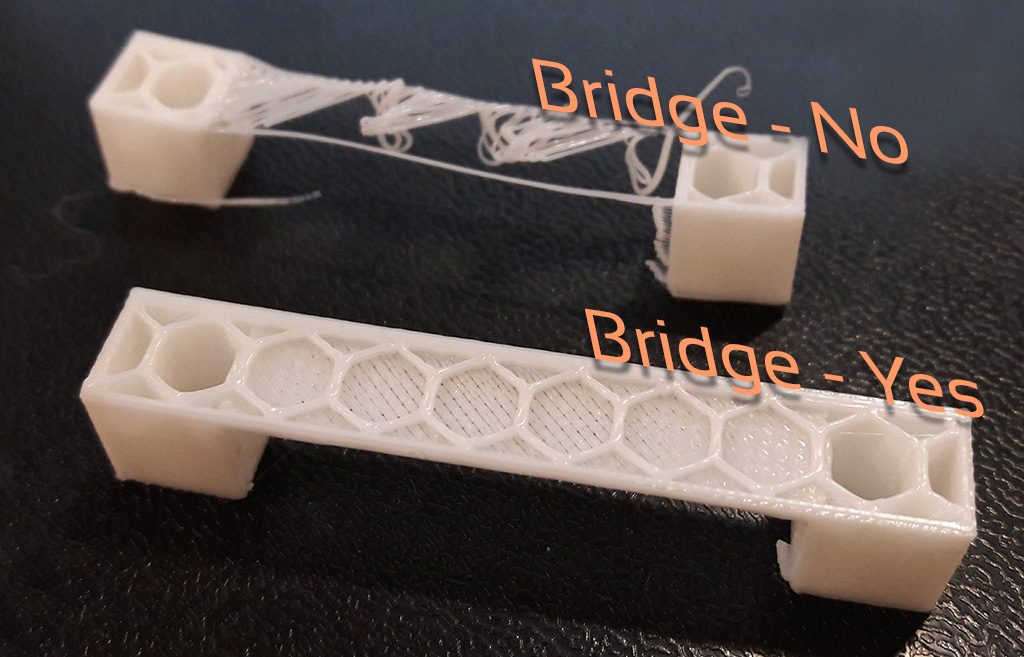
เป็นคำสั่งสุดท้ายที่เราจะมาดูกัน บางครั้งเมื่อโมเดลมีส่วนที่ลอยกลางอากาศ และมีลักษณะเหมือนสะพาน การสร้าง support มารับก็น่าจะเป็นทางออกที่ดี แต่หากเราไม่ต้องการสร้าง support ก็จะมีทางเลือกอีกทางหนึ่งคือการใช้คำสั่ง Bridge
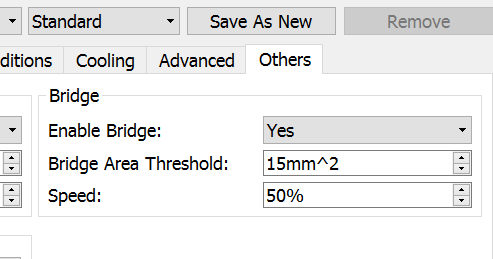
โดยเลือกแถบ Others ในเมนูสั่งพิมพ์ จะมีตัวเลือกสามบรรทัดคืิอ เลือกเปิดใช้คำสั่ง Bridge หรือไม่ กำหนดพื้นที่ๆ คำสั่งนี้จะเริ่มทำงาน (ถ้าพื้นที่มากกว่าที่กำหนด) และความเร็วในการพิมพ์ช่วงที่ทำ Bridge
การทำ Bridge ช่วยให้ลดการใช้ support ลงได้ แต่ก็อาจจะแลกมาด้วยพื้นผิวข้างใต้อาจจะไม่เรียบบ้าง
*************************************