

มารู้จักโครงสร้าง support ในการพิมพ์สามมิติคืออะไร เมื่อไหร่ถึงจะต้องมี และมันมีผลกับคุณภาพของงาน และต้นทุนการพิมพ์อย่างไร
1. ทำความรู้จักกับโครงสร้าง Support กันก่อน
การพิมพ์สามมิติเป็นการเรียงเส้นวัสดุซ้อนกันเป็นชั้นๆ ดังนั้นจึงต้องมีการเส้นวัสดุชั้นแรกก่อนเพื่อซ้อนวัสดุชั้นต่อไปจนได้เป็นวัตถุสามมิติ (เหมือนการซ้อนก้อนอิฐในการก่อสร้างกำแพงบ้าน) อย่างไรก็ตามอย่าลืมเรื่องกฎแรงโน้มถ่วง เนื่องจากลักษณะของโมเดลที่คุณพิมพ์ อาจจะมีความซับซ้อน มีส่วนยื่น ส่วนที่ลอยอยู่กลางอากาศก็ได้ ถ้าเกิดเหตุการณ์แบบนี้ คุณต้องการโครงสร้าง support เพื่อป้องกันความเสียหายที่จะเกิดขึ้น
ความต้องการโครงสร้าง support ในการพิมพ์แต่ละระบบ
| FDM | ขึ้นกับรูปร่างของโมเดล |
| SLA & DLP | ขึ้นกับรูปร่างของโมเดล (ส่วนใหญ่จะต้องมี) |
| SLS | ไม่ต้องมี |
| Binder Jetting | ไม่ต้องมี |
| Material Jetting (PolyJet) | ต้องมีเสมอ |
การสร้าง support จะเพิ่มความยุ่งยากในการพิมพ์อีกเล็กน้อย เพราะมันจะทำให้เพิ่มเนื้อวัสดุ เวลา และต้นทุน นอกจากนั้นเมื่อพิมพ์เสร็จแล้วก็ต้องแกะ support ออก และอาจจะต้องมีการตกแต่งผิวงานด้วย
เมื่อคุณเลือกระบบการพิมพ์แล้ว อย่าลืมพิจารณาเรื่อง support ด้วยว่ามันจะมีผลกระทบกับโมเดลของคุณหรือไม่ อย่างไร เมื่องานเสร็จแล้ว เราจะมาเรียนรู้กันเกี่ยวกับลักษณะของ support ในแต่ละระบบการพิมพ์กัน
2. Support ในระบบ FDM
ระบบ FDM เป็นการวาดเส้นพลาสติกเหลวที่ฉีดออกมาทางหัวพิมพ์ ทีละชั้นๆ จากฐานขึ้นไป
เมื่อใดที่โมเดลต้องการโครงสร้าง Support ในเครื่องพิมพ์ระบบ FDM?
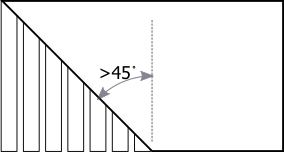
ในการพิมพ์ระบบ FDM เส้นพลาสติกที่หลอมละลายจะถูกวาดลงไปทีละชั้น โดยมันจะเชื่อมกับชั้นที่อยู่ก่อนหน้ามัน เส้นที่ฉีดออกมาจะมีลักษณะกลม และสามารถเยื้องออกไปจากชั้นก่อนหน้ามันได้ด้วย ดังนั้นเราจึงสามารถสร้างโมเดลที่มีความเอียงลาดได้ถึงประมาณ 45 องศา เมื่อโมเดลมีส่วนยื่น หรือที่เรียกว่า overhang เกินกว่า 45 องศาก็จะมีโอกาสหลุดร่วงลงมา มันจึงต้องการโครงสร้างที่ไปค้ำยันไว้ที่เรียงว่า Support เพื่อให้โมเดลยังคงรูปร่างที่ต้องการได้
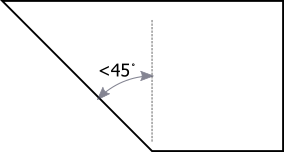
หาก Overhang น้อยกว่า 45 องศาก็ไม่จำเป็นต้องมี Support
บางครั้ง Bridging หรือการทำสะพานข้ามช่องว่างก็ช่วยลดการใช้ support ได้ด้วย
เมื่อเครื่องพิมพ์ฉีดเส้นพลาสติกร้อนๆ ออกมามันจะมีความเหนียวพอสมควร ทำให้มันสามารถคงตัวอยู่ในอากาศในช่วงระยะทางสั้นๆ ได้ด้วยตัวมันเอง เราเรียกเส้นพลาสติกที่เชื่อมระหว่างช่องว่างนี้ว่า bridging มันทำให้เราไม่ต้องสร้าง support ในทุกช่องว่าง ความสามารถในการทำ bridging จะมีระยะสั้นๆ เท่านั้น หาก overhang มีระยะทางยาวก็ต้องมี support อย่างแน่นอน
หลักการ YHT ของการพิมพ์สามมิติระบบ FDM
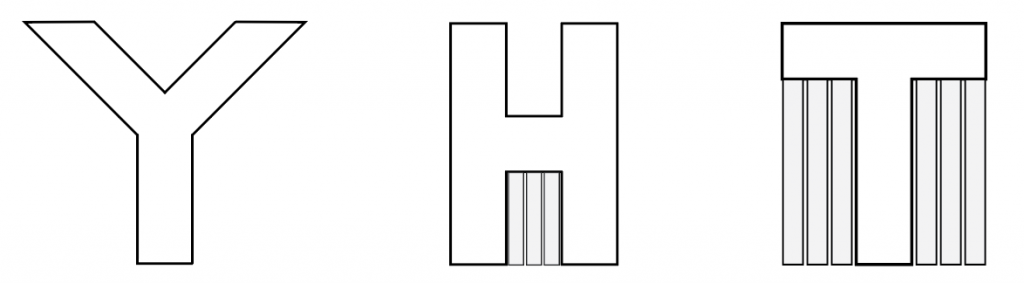
เราจะใช้ตัวอักษรภาษาอังกฤษ ‘Y’ ‘H’ และ ‘T’ เป็นตัวอย่างในการพิมพ์ แขนที่เอียงของอักษร Y สามารถพิมพ์ขึ้นไปได้ไม่ยากถึงแม้ว่ามันจะเอียง เนื่องจากมันไม่ได้เอียงเกิน 45 องศา
ตัวอักษร H จะยุ่งยากขึ้นเล็กน้อย แต่ถ้าตัวไม่ใหญ่มากนักก็ไม่จำเป็นต้องมีโครงสร้าง support ตรงกลางตัวอักษร H สามารถทำ bridging ได้ ยิ่งขนาดเล็กเท่าไหร่ก็มีโอกาสพิมพ์ได้โดยไม่มีปัญหามากขึ้นเท่านั้น แต่หากมีขนาดใหญ่ขึ้นระยะห่างของช่องว่างจะมากขึ้นทำให้เกิดการตกท้องช้างผิวด้านล่างจะไม่สวย ระยะที่สามารถทำ bridging ได้จะขึ้นอยู่กับชนิดของพลาสติก อุณหภูมิ ความเร็ว และขนาดของหัวฉีด
ส่วนตัวอักษร T ต้องมีโครงสร้าง support มารับแขนทั้งสองข้างของตัว T เพราะใต้แขนนั้นไม่เนื้อของวัตถุเองมารองรับเลย หากไม่มีโครงสร้าง support ก็ไม่สามารถพิมพ์ตัวอักษรนี้ให้ดีได้เลย
ด้านล่างคือภาพวาดแสดงโครงสร้าง support ถ้าอักษร H มีขนาดเล็กก็ไม่จำเป็นต้องมี support แต่ถ้ามีขนาดใหญ่ก็จำเป็นต้องมี support เสมอ แต่ในอักษร T จำเป็นต้องมี support ไม่ว่าจะมีขนาดเท่าใด
รูปแสดงโมเดลที่พิมพ์เสร็จแล้ว โดยเปิดการสร้าง support

ลองดูกันว่าตัวอักษร T ถ้าพิมพ์โดยไม่ใช้ support จะเป็นอย่างไร

ข้อจำกัดของโครงสร้าง support
Support อาจจะทำให้เกิดรอยบนโมเดลเมื่อเราเอา support ออก ทั้งในตำแหน่งที่ support เริ่มสร้าง และในจุดที่โมเดลวางอยู่บน support นอกจากนี้ผิวที่สัมผัส support จะไม่ค่อยสวยเนื่องจากมันไม่ได้สร้างอยู่บนพื้นที่เรียบ และการนำ support ออกจากโมเดลในบางจุดเช่นส่วนที่เล็กๆ บางๆ อาจทำให้โมเดลเสียหายได้
ในการสร้างโครงสร้าง support จะต้องมีการเพิ่มเนื้อวัสดุเข้าไปในการพิมพ์ มันจึงเป็นการเพิ่มต้นทุนค่าวัสดุ และยังเพิ่มเวลาในการพิมพ์อีกด้วย สุดท้ายแล้วก็ต้องใช้แรงงานในการเอา support ออกจากโมเดล ซึ่งก็ต้องนับเป็นค่าใช้จ่ายเข้าไปด้วย
ต้องใช้ support มากขนาดไหนในการพิมพ์ระบบ FDM
โมเดลส่วนใหญ่ต้องการ support เพียงเล็กน้อย และไม่กี่จุด ในขณะที่บางโมเดลต้องการ support จำนวนมาก ตัวอย่างโมเดลนี้ต้องการ Support ไม่มากนักเพื่อให้มันสามารถสร้างส่วนโค้งขึ้นมาได้

ชิ้นนี้เป็นตัวอย่างโมเดลที่จำเป็นต้องมี support จำนวนมาก โมเดลนี้มีชื่อว่า “Ball in a Cube”


จะเห็นได้ว่าถ้าหากไม่มีโครงสร้าง support โมเดลนี้ไม่มีทางที่จะพิมพ์ขึ้นมาให้สวยงามได้เลย
ลักษณะโครงสร้าง support
ณ ปัจจุบันมีรูปแบบของ support อยู่ 2 แบบคือแบบเส้นตรง ซึ่งเหมาะสมกับโมเดลส่วนใหญ่ อีกแบบหนึ่งคือแบบกิ่งไม้ซึ่งเหมาะกับโมเดลที่มีลักษณะ freeform เช่นคน สัตว์ ต้นไม้

โครงสร้าง support ที่ละลายออกไปได้
ในเครื่องพิมพ์ที่มีสองหัวพิมพ์ คุณสามารถใช้หัวพิมพ์ฝั่งหนึ่งพิมพ์ด้วยเส้นพลาสติกที่สามารถละลายออกไปได้ ทำให้คุณไม่ต้องแกะ support ออกด้วยมือ เพียงแต่นำไปแช่ในน้ำ หรือสายทำละลายที่ไม่ทำปฏิกิริยากับพลาสติกที่ทำตัวโมเดล นี่เป็นวิธีการที่ให้ผลดี ผิวงานสวยกว่า แต่ก็ใช้เวลา และต้นทุนที่มากกว่า
3. Support ในระบบ SLA และ DLP
เครื่องพิมพ์ระบบ SLA และ DLP ขึ้นรูปโมเดลด้วยวัสดุเรซิ่นเหลวไวแสง (Photopolymer) โดยการฉายแสงเพื่อให้น้ำเรซิ่นแข็งตัว ซึ่งมีทั้งระบบ bottom-up ที่โมเดลจะยกตัวออกจากอ่างน้ำยา หรือแบบ top-down ซึ่งโมเดลจะจมลงไปในอ่างน้ำยา
เมื่อใดที่โมเดลต้องการโครงสร้าง Support ในเครื่องพิมพ์ระบบ SLA และ DLP?
เพื่อให้แน่ใจว่างานของคุณจะติดอยู่กับแท่นพิมพ์ ไม่หลุดลอยอยู่ในอ่างเรซิ่นเหลว โมเดลที่พิมพ์ด้วยเครื่องระบบ SLA และ DLP เกือบทุกงานจะต้องมี support โครงสร้าง support ในเครื่องระบบนี้จะมีรูปร่างเหมือนเสาต้นผอมๆ มีปลายเล็กๆ ที่หัวเสาติดกับตัวโมเดล ทั้งนี้เพื่อลดปริมาณการใช้วัสดุพิมพ์ และเวลาในการพิมพ์ ปริมาณการใช้วัสดุเพื่อทำ support สามารถคำนวณได้จากโปรแกรม ซึ่งปริมาณของมันจะขึ้นอยู่กับรูปร่าง การจัดวางโมเดล และน้ำหนักของโมเดล

เครื่องระบบ SLA และ DLP เป็นหนึ่งในระบบเครื่องพิมพ์ที่มีความเที่ยงตรงสูง แม้โมเดลจะมีขนาดเล็ก บาง หรือซับซ้อนเพียงใด หากมีการนำ support ออกอย่างถูกวิธี การมีโครงสร้าง support ก็ไม่ได้มีผลกับโมเดลเลยแม้แต่น้อย
การนำโครงสร้าง support ออกจากโมเดล
ก่อนอื่นต้องล้างโมเดลที่พิมพ์เสร็จแล้วด้วย IPA (Isopropyl Alcohol) เพื่อให้เรซิ่นที่ค้างอยู่บนโมเดลออกไปให้หมด ส่วนโครงสร้าง support สามารถหักออก หรือใช้คีมตัดออกก็ได้ จุดที่ support ติดกับโมเดลสามารถใช้กรดาษทรายขัดให้เรียบได้ อาจจะแต่งผิวเพิ่มโดยใช้ น้ำมันใสเช่นเบบี้ออย

4. Support ในระบบ SLS
เครื่องพิมพ์ระบบ Selective Laser Sintering (SLS) จะหลอมละลายผงวัสดุให้เป็นรูปร่างด้วยสงเลเซอร์ ระบบนี้ไม่มีความจำเป็นต้องมีโครงสร้าง support ใดๆ เลย เพราะผงวัสดุที่ไม่ได้ถูกหลอมละลายจะทำหน้าที่รองรับผงวัสดุส่วนที่ถูกหลอมละลายไปในตัว ทำให้คุณมีอิสระในการออกแบบ แต่ต้นทุนของระบบนี้ก็สูงพอดู และต้องใช้เวลาทำงานค่อนข้างนานเนื่องจากต้องรอให้งานที่พิมพ์เสร็จเย็นตัวลงก่อน นอกจากนั้นยังต้องมีขั้นตอนการทำงานหลังจากพิมพ์เสร็จแล้วเช่นการเอาผงวัสดุที่ไม่ได้ถูกหลอมออกไปจากโมเดล ปกติก็จะใช้เครื่องเป่าลมเป่าออก

5. Support ในระบบ Binder Jetting
ระบบนี้คล้ายกับ SLS ตรงที่มันใช้ผงวัสดุในการพิมพ์แต่ละชั้น แต่แทนที่จะใช้แสงเลเซอร์หลอมละลายผงวัสดุ มันจะใช้หัวฉีดพ่นน้ำยาเพื่อเชื่อมผงวัสดุเข้าด้วยกัน ระบบนี้ไม่มีความจำเป็นต้องมีโครงสร้าง support เช่นเดียวกับระบบ SLS ผงวัสดุจะทำหน้าที่เสมือน support ไปในตัว หลังจากพิมพ์เสร็จแล้วก็ต้องมีขั้นตอนการล้าง การกำจัดผงวัสดุส่วนเกินเช่นเดียวกับระบบ SLS

6. Support ในระบบ Material Jetting
Material Jetting (หรือ PolyJet ของ Stratasys และ MultiJet Modeling ของ 3D Systems) เป็นเทคนิคเดียวกันกับเครื่องพิมพ์ Inkjet แต่มันจะฉีดโพลีเมอร์เหลวออกมาบนแท่นพิมพ์แทนน้ำหมึก แล้วมันจะถูกทำให้แข็งตัวในทันทีด้วยแสง UV
เมื่อใดที่โมเดลต้องการโครงสร้าง Support ในเครื่องพิมพ์ระบบ Material Jetting?
ระบบนี้จำเป็นต้องมีโครงสร้าง Support เสมอ ไม่ว่าโมเดลจะมีมุมเอียงเท่าใด ซึ่งโครงสร้าง support จะถูกกำจัดโดยการแช่น้ำ ใช้คีม เครื่องฉีดน้ำ เครื่องอัลตร้าโซนิค หรือพ่นทราย

ในระบบนี้โมเดลที่ได้จะมีผิวที่สวย แม้จุดที่มีโครงสร้าง support ก็จะไม่เห็นร่องรอยของ support เลย
ข้อควรระวังเกี่ยวกับการออกแบบสำหรับเครื่องพิมพ์ระบบ Material Jetting
ในการเอาวัสดุ support ออกโดยใช้เครื่องฉีดน้ำ หรือเครื่องพ่นทราย ชิ้นส่วนที่บอบบางของโมเดลอาจได้รับความเสียหาย ขอแนะนำว่าให้ปฏิบัติตามข้อแนะนำดังนี้
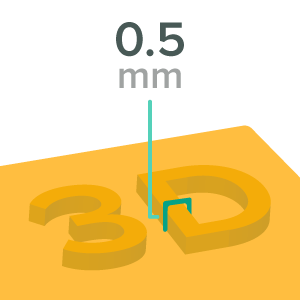
ตัวหนังสือนูน หรือจมลงไปในโมเดล
ควรมีความหนาและความสูงของเส้นอย่างน้อย 0.5 ม.ม.
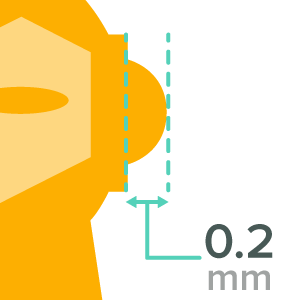 ส่วนรายละเอียดของโมเดล
ส่วนรายละเอียดของโมเดล
ไม่ควรเล็กกว่า 0.2 ม.ม. เพื่อให้สามารถมองเห็นได้ชัดเจน
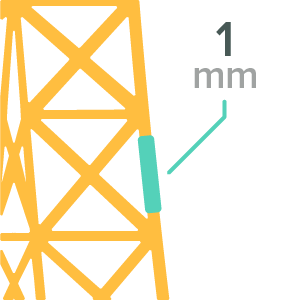 ขนาดเล็กที่สุดของชิ้นงาน
ขนาดเล็กที่สุดของชิ้นงาน
ควรมีขนาดอย่างน้อย 1 ม.ม. เพื่อโมเดลมีความแข็งแรง ไม่ให้เกิดการแตกหัก เสียหาย
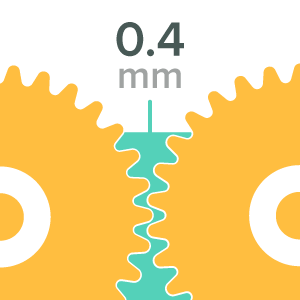 ชิ้นส่วนที่เคลื่อนไหว หรือสวมเข้าด้วยกัน
ชิ้นส่วนที่เคลื่อนไหว หรือสวมเข้าด้วยกัน
ควรเว้นระยะห่างอย่างน้อย 0.4 ม.ม.
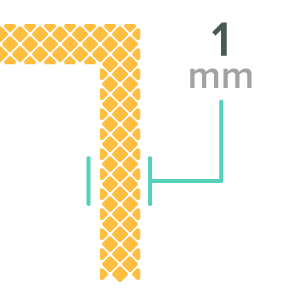 ความหนาของผนังของโมเดล
ความหนาของผนังของโมเดล
ควรมีความหนาอย่างน้อย 1 ม.ม. เพื่อมันจะได้รองรับน้ำหนักของตัวมันเองได้ด้วย
 ใช้วัสดุ support แบบละลายน้ำ
ใช้วัสดุ support แบบละลายน้ำ
ระบบ Polyjet ใช้วัสดุละลายน้ำในการสร้าง support ทำให้โมเดลที่มีความสลับซับซ้อนพิมพ์ออกมาได้ย่างสวยงาม
หากโมเดลของคุณมีความซับซ้อนมากๆ เราขอแนะนำว่าให้เลือกใช้เครื่องระบบ SLS จะเหมาะกว่า
7. Support ในการพิมพ์โลหะ
การพิมพ์โลหะจะใช้โครงสร้าง support ในการยึดโมเดลให้ติดกับฐาน จึงจำเป็นต้องมีโครงสร้าง support เสมอ แต่งานที่มี overhang เกิน 35 องศาก็สามารถพิมพ์ได้โดยไม่ต้องมี support ในการสร้าง support ต้องคำนึงว่าจะต้องอยู่ในจุดที่เข้าถึง เพราะเมื่อพิมพ์เสร็จแล้วหากอยู่ในจุดอับ จะไม่สามารถนำ support ออกมาได้เมื่อพิมพ์เสร็จแล้ว

โครงสร้าง support ไม่มีผลกับคุณภาพพื้นผิวของโมเดล รอยต่างๆ สามารถกำจัดได้ทั้งหมด การตกแต่งผิวจะขึ้นกับความต้องการให้พื้นผิวออกมาในลักษณะใด ขั้นตอนการแต่งผิวมีตั้งแต่การพ่นทราย เครื่องขัดระบบถังกลิ้ง(Tumbler) และอื่นๆ