

การทำขาตั้งนั้นจะทำโดยธรรมดาไม่ใช่เรา 3DD ครับ เบื้องต้นเราจะทำเทคโนโลยี 3D Scanner มาใช้ในกระบวณการทำไฟล์ด้วยครับ ครั้งนี้จะใช้ Einstar ในการแสกนดาบของจริง เพื่อนำมาอ้างอิงขนาดกันก่อนครับ หลังจากนั้นจะนำไฟล์ที่ได้ทำการอ้างอิงเพื่อใช้สำหรับสร้างขาตั้งขึ้นมา แล้วนำไปปริ้น และตัดกับเครื่องเลเซอร์ครับ 3D Scanner : Shining3D Einstar ใช้โหมดแสกนสี(Texture) และใช้ Marker ในการเชื่อมต่อผิวครับ จะแสกนทั้งหมด 3
Tag: [3D Printer]
เครื่องพิมพ์ 3มิติ ความรู้ ข่าวสาร ไม่ตกข่าว ทั้งเครื่องระบบเส้นพลาสติก FDM, ระบบน้ำเรซิ่น SLA, เครื่องพิมพ์ไนล่อน SLS, เครื่องพิมพ์โลหะ SLM สร้างไฟล์ 3มิติ เทคนิคการพิมพ์ 3มิติ CAD, CAM
กระบวนการที่น่าสนใจ เพื่อลดต้นทุนการผลิตด้วยเทคโลยี 3D Printing

กลุ่มธุรกิจ ที่นิยมใช้ Outsource 3D Printing Service เครื่อง 3D Printer ในปัจจุบัน แทบจะเป็นเครื่องมือทั่วไปของนักออกแบบ ดีไซน์ วิศวกร หรือสายงานอื่นๆ ที่ต้องการสร้างสรรค์ผลิตภัณฑ์ เนื่องจากปัจจุบันเครื่องราคาถูกลงมากกว่าในอดีต โดยเฉพาะเครื่องพิมพ์ 3 มิติประเภท FDM และ SLA (อ่านข้อมูลเพิ่มเติมเกี่ยวกับ 3D Printing)
ทำขาตั้งนาฬิกาข้อมือด้วย Flashforge Creator 4s

วันนี้เราจะมานำเสนอผลิตภัณฑ์ขาตั้งนาฬิกาข้อมือจากเครื่องพิมพ์ 3 มิติ Flashforge Creator 4s เนื่องจากเมื่อไม่นานมานี้ แอดได้ท่องเว็บ thingiverse และเจอสิ่งที่น่าสนใจคือไฟล์ขาตั้งนาฬิกาข้อมือ แอดเชื่อว่าทุกบ้านต้องมีคนที่ใส่นาฬิกาข้อมือหรือกำไลข้อมือแน่นอน แอดหวังว่าบทความนี้จะเป็นประโยชน์ให้กับคนที่กดเข้ามาดูไม่มากก็น้อยค่ะ ขอเริ่มจากทำความรู้จักเครื่องพิมพ์ 3 มิติ Flashforge Creator 4s กันก่อนเลย Flashforge Creator 4s คือ เครื่องพิมพ์ 3มิติ
อัพเกรดรูปปั้นช้างไหว้ศาลจากเดิมให้ Premium สวย หรู ดูแพงด้วย 3D Scanner & 3D Printer

หากว่าด้วยเรื่อง สายมู สายบูชา ต้องมีผ่านหูมาบ้างแหละกับคำว่า “ลูกช้าง” เราจึงจะสแกนช้าง พร้อมกับอัพเกรดให้ช้างที่ปั้นปูน แบบเดิมๆ ให้ดูสวยขึ้น พรีเมี่ยมขึ้น โดยเราจะยึดของเดิมทุกอย่างไว้ เพียงแต่จัดมันใหม่ให้ดูดีขึ้น สวยขึ้นนั่นเอง เราได้ทำการซื้อโมเดลช้างแก้บน มาจากร้าน 20 บาท ที่ไม่ใช่ราคา 20บาท นอกจากนี้ตัวโมเดล ก็มีผิวที่เป็นรู และสมมาตร ของฐานวางก็ไม่เท่ากัน เราจึงจะใช้ 3D
คืนพื้นที่ในตู้เย็น ด้วยชั้นวางเครื่องดื่ม ที่ใช้งานได้จริงจาก HighSpeed 3D Printing

หน้าร้อนแบบนี้ หลายคนคงชอบที่จะแช่น้ำกระป๋อง เอาไว้ในตู้เย็น เนื่องจากแบบกระป๋องง่ายต่อการบริโภคในครั้งเดียวแล้วก็ทิ้ง ทำให้นิยมใช้กัน แต่การแช่น้ำที่เป็นกระป๋องก็ทำให้เกิดการใช้งานพื้นที่จำนวนมากโดยเฉพาะตู้เย็นของเรา วันนี้เรามาแชร์ไอเดียโมเดลชั้นใส่กระป๋องที่จะช่วยคืนพื้นที่ในตู้เย็นของคุณ โมเดลที่เรานำมาใช้เป็นของคุณ Pedro Alc. ซึ่งสามารถเข้าไปดูและเข้าไปชมกันได้เลยที่ printables.com หรือสนใจเข้าไปโหลดไฟล์ที่เรานำมาใช้กันได้ที่รูปด้านล่าง หลังจากที่โหลดไฟล์มาแล้ว เราอาจจะต้องจัดเรียงไฟล์กันหน่อย และเครื่องที่เราจะใช้งานจะเป็น FLashforge Adventurer 5m เนื่องจากไฟล์ที่เราโหลดมานั้น พอแบ่งเป็น 4ชิ้นแล้วสามารถเข้าใช้งานได้พอดี และด้วยความเร็วของเครื่องที่มีถึง 600mm/s ทำให้เราใช้เวลาไม่นานในการพิมพ์ทั้ง4ชิ้น
พิมพ์งาน 3 มิติซับซ้อนแค่ไหนก็เอาอยู่ ด้วยเส้นพลาสติกละลายน้ำ 3DD (PVA + PLA)
")
วันนี้ 3DD Digital Fabrication มาแชร์ 3D Printer และการพิมพ์ 3 มิติ ที่ค่อนข้างซับซ้อนอย่างเช่นงานที่เราจะมาโชว์การพิมพ์กันในวันนี้คือ กล่องซ้อนกล่อง กับเส้นพลาสติกแบบะละลายน้ำได้นั้นก็คือเส้นพลาสติกชนิด PVA ที่เอาไว้ใช้คู่กับเส้น PLA นั้นเองครับ ถือว่าเป็นแนวทางในการพิมพ์งานที่มีความซับซ้อน และเป็นทางเลือกในการใช้งานเส้นพลาสติกแบบละลายน้ำนี้ได้ครับ เรามาดูการพิมพ์งานที่ซับซ้อนนี้กันได้เลยครับ Download Model : www.thingiverse.com Slicer
ขอขอบคุณ : วิทยาลัยเทคนิคบ้านค่าย จังหวัดระยอง 3D Printer รุ่นที่ได้รับความนิยม ด้วยความเร็วที่สุด

3DD ได้รับเกียรติไปเป็นวิทยากร บรรยายในหัวข้อ กิจกรรมอบรมเชิงปฏิบัติ การพิมพ์ 3มิติ ที่ วิทยาลัยเทคนิคบ้านค่าย จังหวัดระยอง ซึ่งโครงการอบรมครั้งนี้จะมีการอบรมพื้นฐานการทำงาน การสร้างไฟล์ เกี่ยวกับ 3D Printer โดยช่างมืออาชีพของเรา 3DD และวันนี้เราได้นำภาพบรรยากาศมากฝากกัน 3DD ได้นำเครื่อง 3D Printer ที่กำลังฮิตและเป็นกระแสอยู๋ตอนนี้มาเป็นตัวอย่าง Flashforge Adventurer 5M
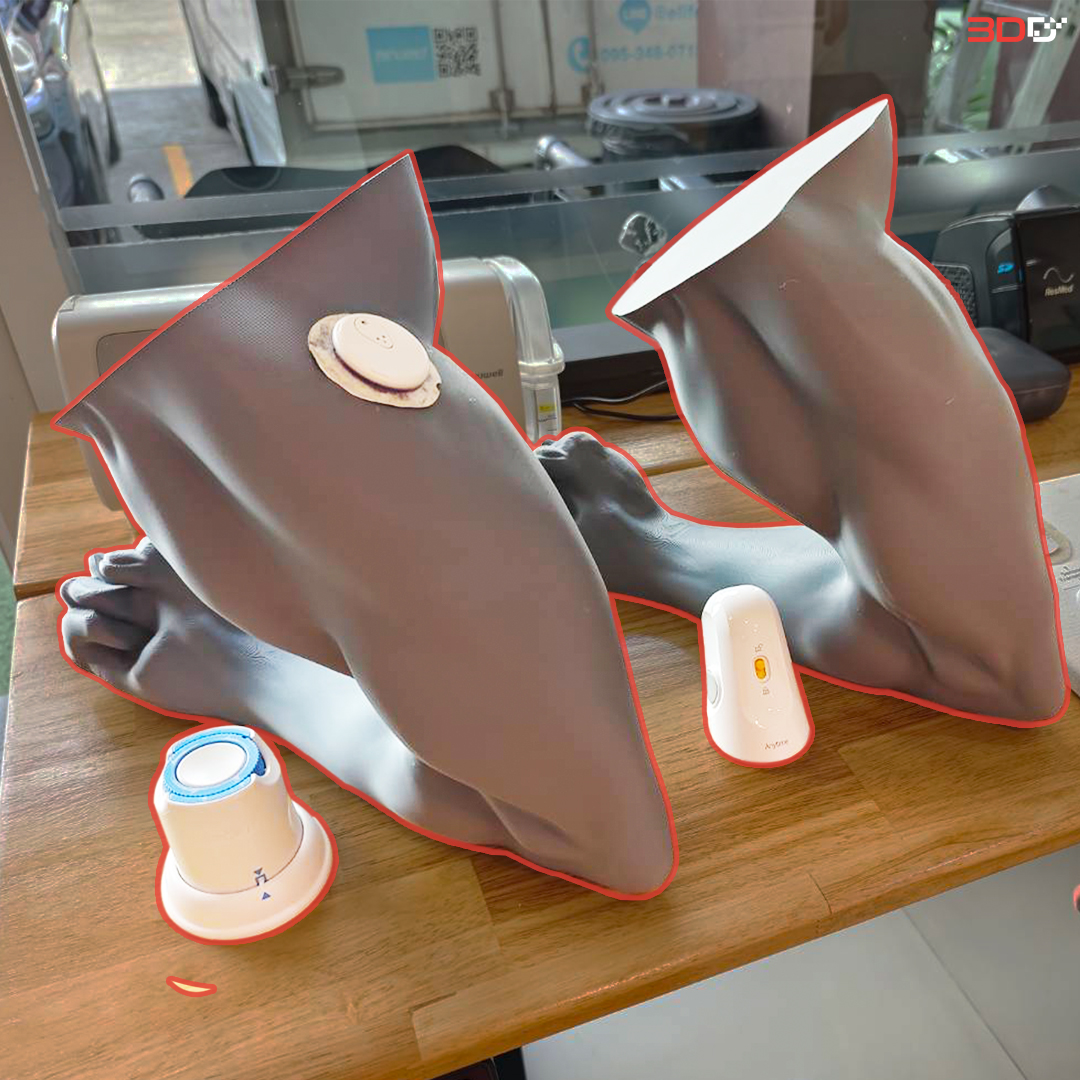
Product Display จากเครื่อง 3D Printer พิมพ์พร้อมกัน 2แขน ออกแบบเองได้ ไม่เหมือนใคร

เมื่อพูดถึงการวางสินค้าให้ดูน่าสนใจ หากมีการวางบนพื้นทั่วไป หรือว่าโต๊ะ ก็ทำให้การเข้าใจถึงสินค้าคงเป็นไปได้ยาก ซึ่งหลายๆบริษัทก็นิยมนำ 3D Printer เข้ามาเป็นส่วนหนึ่งในการทำ Display วางสินค้า เช่น โมเดลมือ โมเดลหัวคน โมเดลตัวคน เท้า หรืออวัยวะต่างๆ และนอกจากนี้ยังมีการทำแบบจำลองขึ้นมาในส่วนอื่นๆให้เข้าใจได้ง่ายขึ้น ซึ่งวันนี้เรามีตัวอย่างจาก Case ของในเครือบริษัทเราเอง ซึ่งปกติแล้วสินค้าที่วางโชว์เป็นสินค้าที่มีขนาดเล็ก เนื่องจากเป็นเครื่องวัดระดับน้ำตาล แบบติดตัว ซึ่งผู้ที่สนใจส่วนใหญ่มักจะมองไม่เห็นภาพถึงการใช้งาน เราเริ่มจากการเลือกใช้เครื่องและ
CUSTOM ราวมือจับในรถยนต์ 3D Scan+3D Print

สวัสดีครับ พอดีผมอยากทำราวมือจับในรถยนต์ใหม่ โดยที่ผมอยากได้ราวมือจับในรถในรูปแบบของตัวเอง ซึ่งผมจะใช้เครื่องปริ้น 3มิติรุ่น Flashforge Advenuter 5m Pro ในการปริ้นออกมาใช้งาน และชนิดของเส้นพลาสติกผมจะใช้ ABS Pro และที่สำคัญถ้ามีตัวนี้จะง่ายกับการทำงานครั้งนี้ของผมเลย นั้นก็คือเครื่องสแกน 3มิติ หรือเรียกว่า 3D Scanner เดี๋ยวเราไปดูกันเลยว่าผมทำอย่างไงบ้าง ขั้นตอนในการทำ ราวมือจับในรถยนต์ วัดตำแหน่งรู โดยใช้เครื่อง 3D Scanner
จุดเริ่มต้น การเปลี่ยนที่สำคัญทางธุรกิจ จนมาเป็น Farm 3D Printer จาก 0-250 เครื่อง

บทสัมภาษณ์พิเศษจาก Flashforge ที่ได้ไปสัมภาษณ์ Mr. Li ผู้เป็นพาร์ทเนอร์กับทาง Chenxi แบรนด์ดังจากทางจีน ที่ประสบความสำเร็จในการทำ Farm 3D Printing จาก 0-250 เครื่องจะเป็นยังไงบ้างมาดูกัน ในบทสัมภาษณ์วันนี้จะพามาเรียนรู้ถึงการเริ่มต้น และการเลือกใช้ 3D Printer ในฟาร์มของทางคุณ ลี ที่ไว้ใจเลือก Flashforge Adventurer 5M
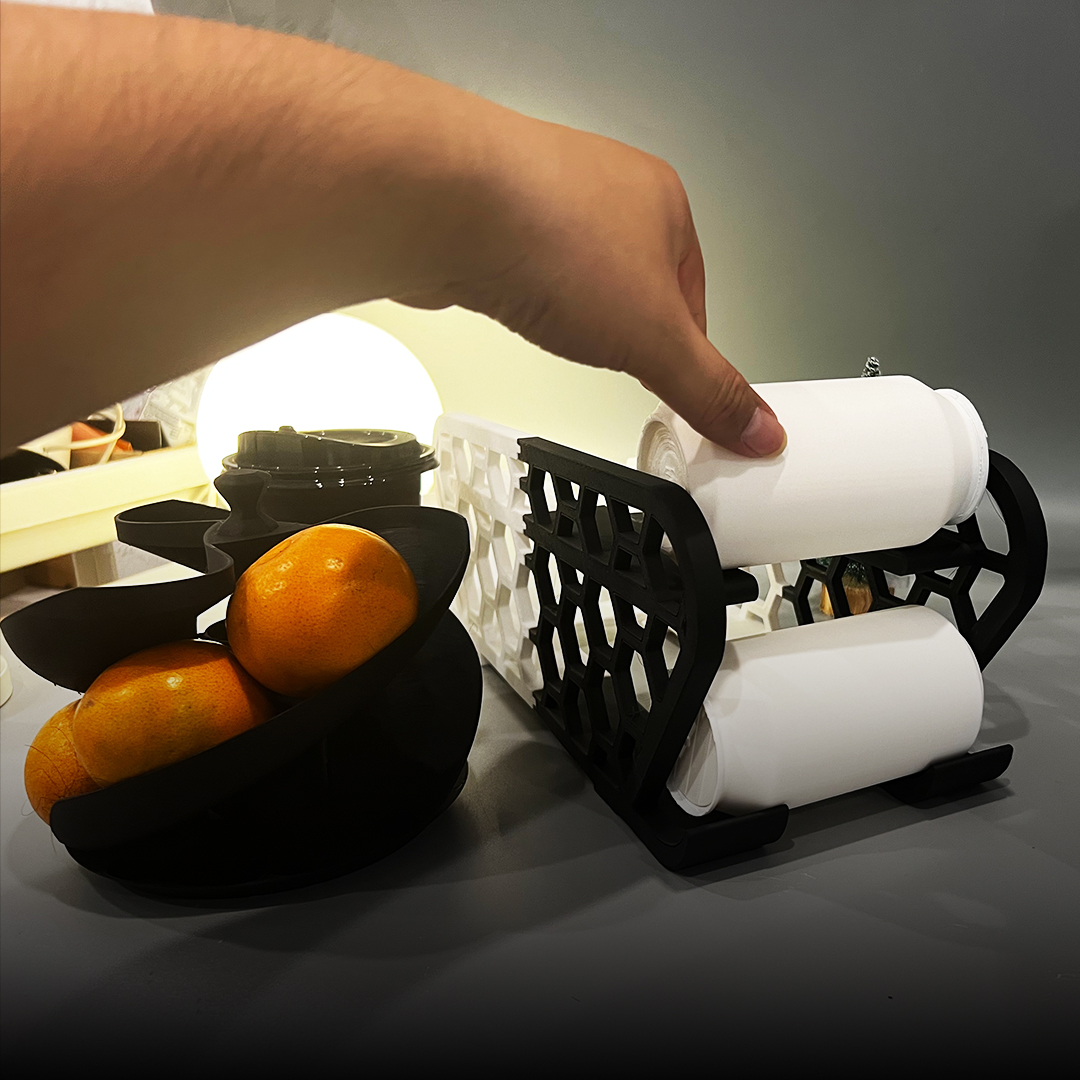
Skadis Spray Holder ที่วางกระป๋องเปรย์บน Skadis อยากใช้อันไหนก็เลือกหยิบได้ง่ายๆ ไม่มีหล่นจาก 3D Printer FDM ง่ายๆ แต่มีประโยชน์

เชื่อว่าช่างหลายๆคนต้องมีการใช้สีสเปรย์ในการพ่นชิ้นงาน การเก็บรอยงานที่เสียหาย อันนี้ไม่รวมถึงช่างที่ใช้สีกระป๋องในการลงชิ้นงานโมเดลนะ แต่เป็นช่างทั่วไป ซึ่งแน่นอนกระป๋องสีจำเป็นต้องวางหรือเก็บให้เป็นระเบียบ เมื่อเวลาหยิบใช้งานได้ง่ายขึ้น แต่การตั้งแบบทั่วไปการหยิบใช้งานก็อาจจะทำให้กระป๋องสีของเราไปโดนตัวอื่นจนล้มได้หรืออาจจะยกขึ้นมา แล้วหยิบมาผิดสี ผิดประเภท หรืออาจจะหยิบผิดเลยก็ได้นะ การทำไฟล์ของ Skadis Spray Holder นั้นง่ายมาก ใช้ไฟล์โหลดทั้ง 2 ไฟล์ ซึ่งมีแจกไม่จำเป็นต้องทำใหม่ให้ยุ่งยาก Spray-can Holder 3D Model โดย Bizzar
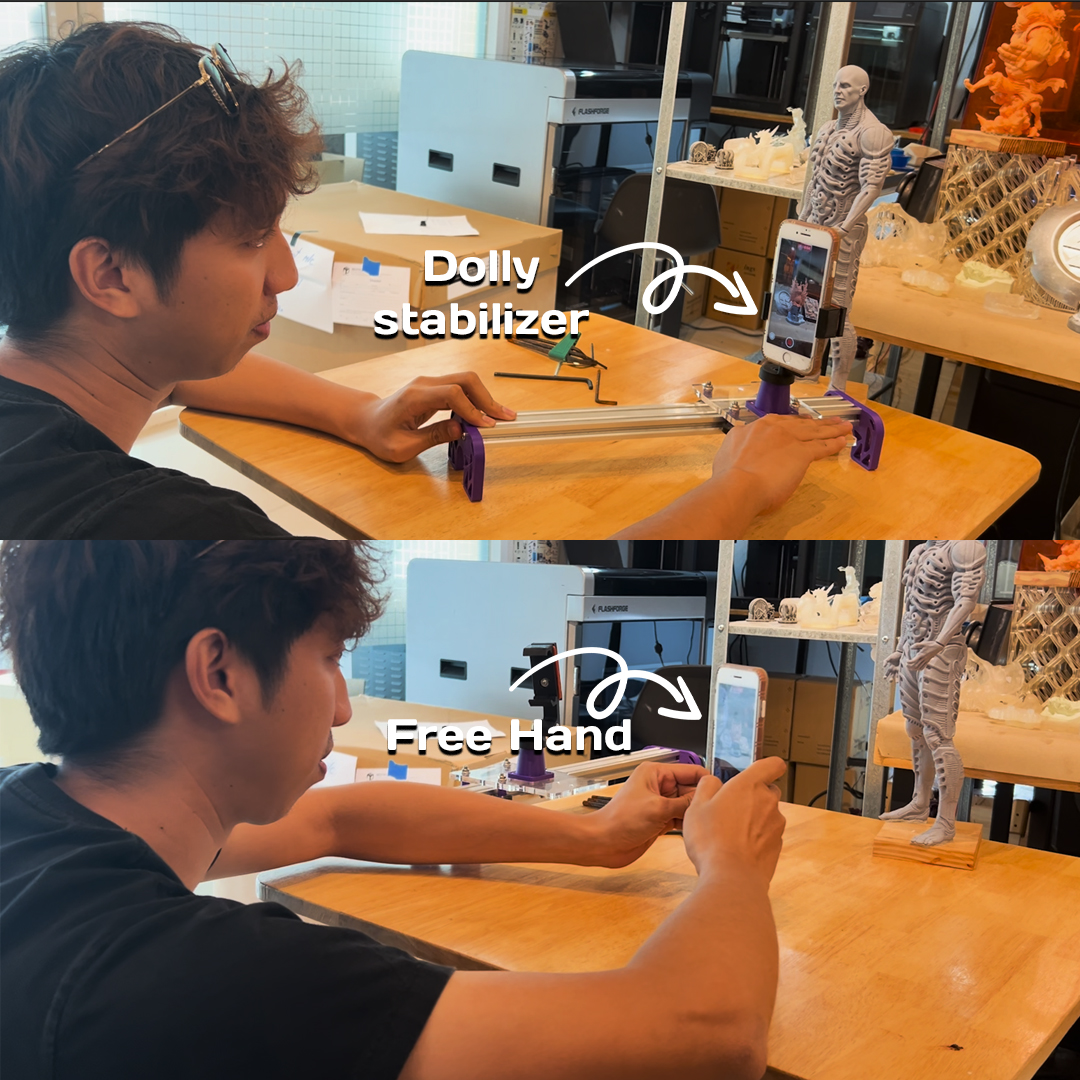
DIY อุปกรณ์เสริมถ่ายวีดีโอให้สมูทขึ้น Dolly Camera FDM 3D Printer

เมื่อเราต้องถ่ายวีดีโอแบบมืออาชีพ ทำให้การถือถ่ายมือถือหรือกล้องทั่วไป ไม่สามารถทำให้ดูสมูทและเป็นมืออาชีพได้ ถ้าจะสั่งซื้อ Dolly Camera ที่ใช้กันในท้องตลาดก็มีราคาที่สูงพอสมควร จะดีกว่าไหมถ้าเราสามารถ DIY ทำขึ้นมาเอง แบบง่ายๆ ที่สามารถควบคุมด้วยมือ การทำ Dolly ของเรานั้นสิ่งที่ต้องเตรียมคือ ไฟล์ทั้งแบบเขียนเองและโหลด แผ่นอคริลิคเพื่อทำฐานวาง Wheel Bearing ลูกล้อ อลูมิเนียมโปรไฟล์ โดยทั้งหมดนี้คิดค่าที่ต้องจ่ายในการซื้อของมาทำรวมแล้วไม่ถึง 150-200 บาท ขึ้นอยู่กับขนาดที่ต้องการส่วนใหญ่จะหนักไปที่อลูมิเนียมโปรไฟล์
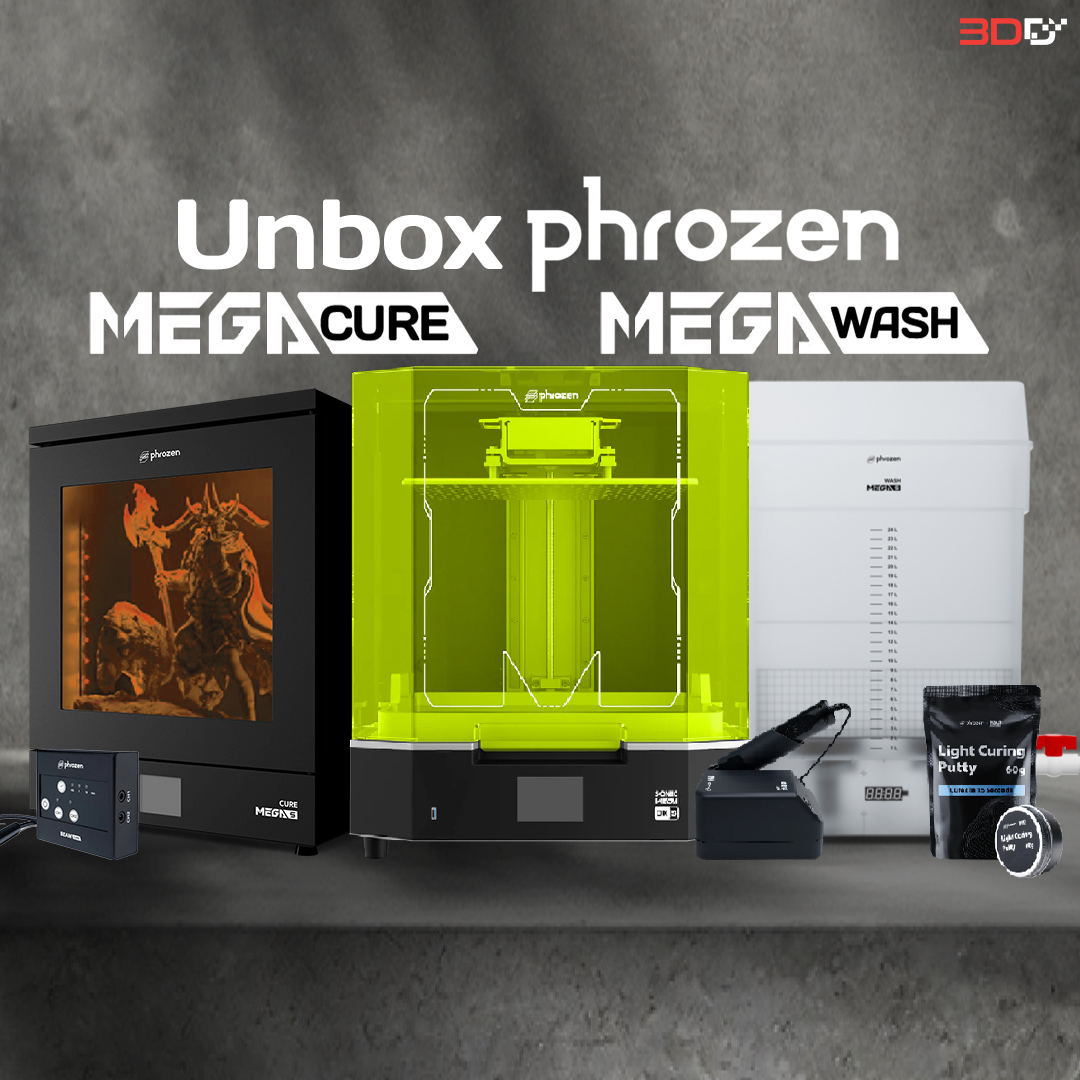
Review Unbox : Wash & Cure Mega S เครื่องล้าง เครื่องอบ ตัวช่วยเสริมพลังธุรกิจให้มืออาชีพมากขึ้น

ว่าด้วยเรื่องเครื่องล้างและเครื่องอบเกี่ยวกับงานเรซิ่นนั้นมีความสำคัญอย่างมาก สำหรับสายงานมืออาชีพ เนื่องจากการพิมพ์งานนั้นไม่มีเวลาที่แน่นอนและจบงานไม่แน่นอน ทำให้การพึ่งพาพลังของธรรมชาติอย่างเช่นการอบ UV ด้วยแสงแดด นั้นเรียกว่าเป็นไปได้ยาก และการล้างชิ้นงานด้วยมือเปล่านั้นก็เป็นเรื่องที่อันตาราย เพราะการสัมผัสเรซิ่นเป็นเวลามากๆนั้นไม่ดี รวมถึงกลิ่นที่ต้องสูดดมทำให้เสียสุขภาพได้ ในวันนี้เราได้นำเสนอ Phrozen Wash Mega s และ Phrozen Cure Mega s เครื่องอบ UVและเครื่องล้าง สำหรับงานเรซิ่น ขนาดใหญ่ ผู้ช่วยที่แสนดีที่จะช่วยให้ชิ้นงานเรซิ่นของคุณแข็งแรงได้เร็วขึ้น
ขอขอบคุณ : Smartech Industry CO.,LTD ผู้ออกแบบและจำหน่ายรองเท้าคุณภาพสูง ใช้ดี ใส่สบาย กับ 3D Printer SLA ที่ละเอียดที่สุด

Smartech Industry CO.,LTD. หรือ deblu เป็นผู้ผลิตและออกแบบเกี่ยวกับรองเท้า โดยมีทีมพัฒนาและออกแบบของตัวเอง ทำให้มีความต้องการออกแบบ 3D พร้อมกับการพิมพ์ทดสอบ รวมถึงการทำต้นแบบ จึงได้ทำการติดต่อพวกเรา 3DD ในการช่วยเติมเต็มในส่วนนั้น โดยให้โจทย์พวกเรามาโดยเน้นที่ความละเอียดเนื่องจากงานที่ทำจะมีส่วนที่เล็กและงานสวยงามอย่างมาก เพื่อให้แบบที่ออกแบบมาใช้งานได้ดี เราจึงได้นำเสนอ 3D Solution พิเศษๆ เพื่องานวิศวกรรมออกแบบ Disign สำหรับงาน Packaging Phrozen
เด็กไทยทันโลก #STEMLAB ห้องแล็ปนวัตกรรมขั้นสูง 200 โรงเรียนทั่วไทย ดาวเทียมก็ทำ หุ่นยนต์ก็มี | Interview

พวกเรา 3DD ได้มีโอกาสพิเศษเข้าสัมภาษณ์ ดร. พิรดา เตชะวิจิตร์ (อ.มิ้ง) อาจารย์ประจำภาควิชาวิศวกรรมการบิน วิทยาลัยอุตสาหกรรมการบินนานาชาติ สจล. ผู้ก่อตั้ง Stemlab ห้องปฏิบัติการเพื่อสร้างนวัตกรรมขันสูงในโรงเรียน กว่า 200โรงเรียน ทั่วประเทศไทย ที่นำเทคโนโลยีเข้ามาเป็นหลักสูตรการเรียนรู้ให้กับเด็ก ๆ ในรูปแบบการเรียนผสมผสาน ที่จะทำให้เด็กไทยได้เรียนรู้และสร้างเทคโนโลยีเป็นของตัวเอง STEM LAB คือ อะไร? STEM
DIY แท่นวางโทรศัพท์ของขวัญปีใหม่

Happy new year 2024 ! วันนี้มาทำของขวัญปีใหม่ง่ายๆ และใช้ได้จริงกันครับ ที่วางโทรศัพท์ โดยจะใช้วัสดุที่เป็นไม้มาประยุกต์ใช้กับ FDM 3D Printer อันดันแรกเราจะใช้โปรแกรม SolidEdge ในการออกแบบแท่นวางครับ จะทำเป็น 2 แบบ และในส่วนที่ 2 จะเป็นไม้ยางพารา สำหรับแท่นรับน้ำหนักเวลาวางโทรศัพท์ครับ หลังจากนั้นก็จะนำไปแกะสลักลวดลายด้วยเครื่องเลเซอร์ ไปชมขั้นตอนกันครับ สำหรับการออกแบบนั้นเราอยากได้วัสดุที่เป็นไม้มาร่วมด้วย
Vending Machine เครื่องหมุนแจกขนมมหัศจรรย์

ในช่วงยุค 90 ปลายเขาสู่ช่วง ยุค 2000 ก็จะมีหลายคนที่จะรู้จักเจ้าเครื่องตู้หยอดเหรียญ ที่จะมีขนม หรือ บางตู้จะเป็นลูกบอลยางสุดฮิตที่เด็กๆ ชอบเล่น ซึ่งในช่วงวัยนั้นก็จะค่อนข้างพบเจอได้บ่อย ตามห้างต่างๆ วันนี้ผมเลยพามาย้อนวันวาน ไปกับเครื่องเล่นหมุนแจกขนมมหัศจรรย์ โดยอันนี้ผมได้สร้างเจ้าเครื่องนี้โดยใช้เครื่องพิมพ์ 3 มิติ ในการพิมพ์ชิ้นงานขึ้นมาครับ หลายคนอาจจะยังไม่รู้หรือสงสัย ว่ามันคือเครื่องอะไร ไปรับชมกันเลยครับ ขั้นตอนที่ 1 1.เริ่มจากออกแบบไฟล์เอง หรือ
แกะกล่อง ใช้งานครั้งแรกกับ Phrozen Sonic Mega 8k s 3D Printer ขนาดใหญ่พิมพ์ได้สูงถึง 30cm

หลังจากที่เปิดตัว Phrozen Sonic Mega 8k s ได้ไม่นานก็ได้มีตัวใหม่ที่น่าใช้งานออกมาอย่าง Phrozen Sonic Mega 8k s ที่มาในรูปแบบ ราคาที่ถูกลง และพิมพ์ได้ไวขึ้น ซึ่งเป็นเครื่อง 3D Printer SLA ขนาดใหญ่ พิมพ์ได้สูงถึง 300mm หรือ 30 cm
ใช้โปรแกรมฟรี!!! ทำ Mold ได้แบบง่ายๆเพียงแค่มี 3D File

Mold คืออะไร Mold หรือแม่พิมพ์ ที่ถูกออกแบบมาสำหรับการผลิต ขึ้นรูปต่างๆเช่นพลาสติก เหล็ก ยาง หรือเทียน รวมถึงอีกหลายๆวัสดุ ซึ่งสามารถทำได้จากการ กลึง,CNC,3D Print ,Laser,Handmakeจากไม้,ทราย,ดิน หรือขึ้นอยู่กับการใช้งานในแต่ละด้าน โดยเฉพาะ โมลด์แบบเหล็กที่นิยมในอุตสาหกรรม เนื่องจากมีความแข็งแรงสูง และทนทานต่อความร้อน แต่หากวัสดุที่ใช้ในการขึ้นรูปไม่ได้มีความแข็งมากเกินไปมักจะใช้ 3D Print แทน เนื่องจาก 3D
Laser Cut Utensil Stand

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
เครื่องเลเซอร์ นั้นสามารถสร้างของ ไม่ได้เพียงแค่เป็นชิ้นงานที่เป็น 2D เท่านั้น ยังสามารถสร้างที่ชิ้นงานขึ้นมาเป็น วัตถุ อุปกรณ์ โครงสร้างที่ใช้งานได้จริง จากวัสดุต่างๆ ที่เราเลือกใช้ หลายๆ คน หลายๆ ครอบครัว ที่มีเด็ก มีลูก มีหลาน อยู่ในบ้าน ก็อาจจะคุ้นเคย กับของเล่นเด็ก เวลาเล่นทำอาหารหรือ ของเล่นอื่นๆ เป็นต้น วันนี้ผมจะมาทำที่วางอุปกรณ์